СО
с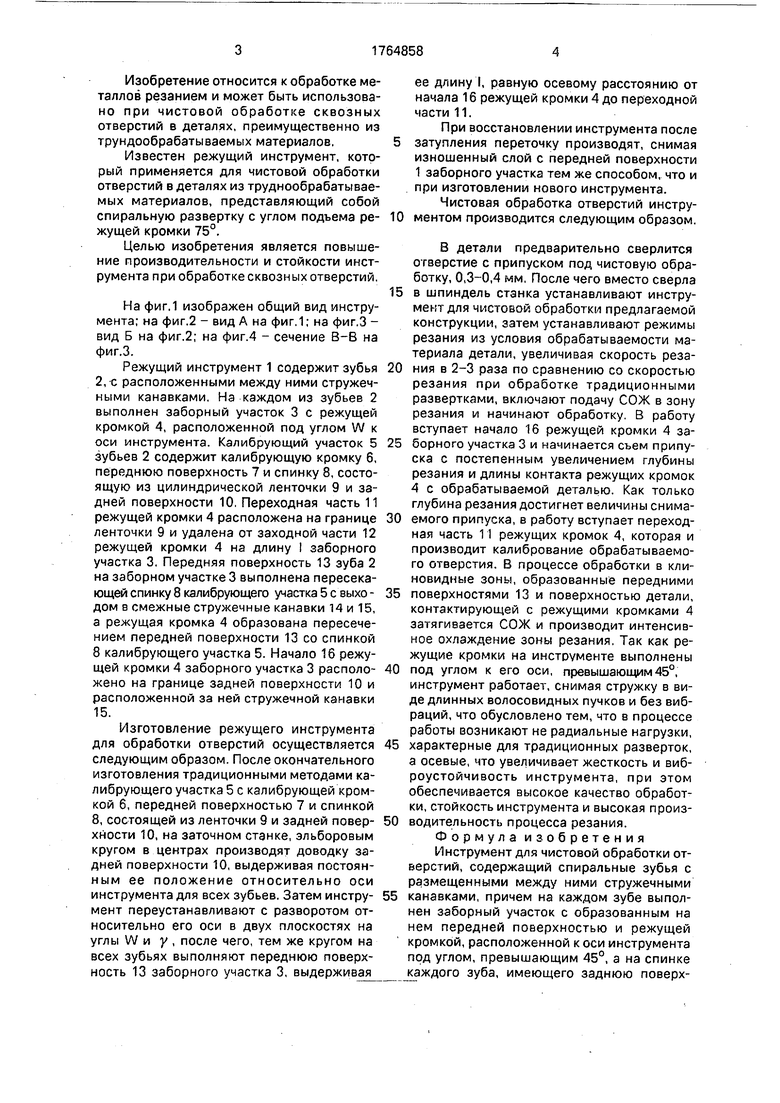
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ ПРОТЯЖКА | 2004 |
|
RU2264892C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| Развертка | 1981 |
|
SU963740A1 |
Использование: обработка металлов резанием, а именно чистовая обработка отверстий развертками с винтовыми зубьями. Сущность изобретения: инструмент 1 содержит зубья 2 с размещенными между ними стружечными канавками. На каждом зубе 2 выполнен заборный участок 3, передняя поверхность которого пересекает с одной стороны калибрующую часть 5 зуба 2, а с другой стороны выходит в стружечную канавку, при этом режущая кромка 4 заборного участка 3 образована пересечением его передней поверхности с цилиндрической ленточкой 9 и задней поверхностью 10 зуба 2. 4 ил.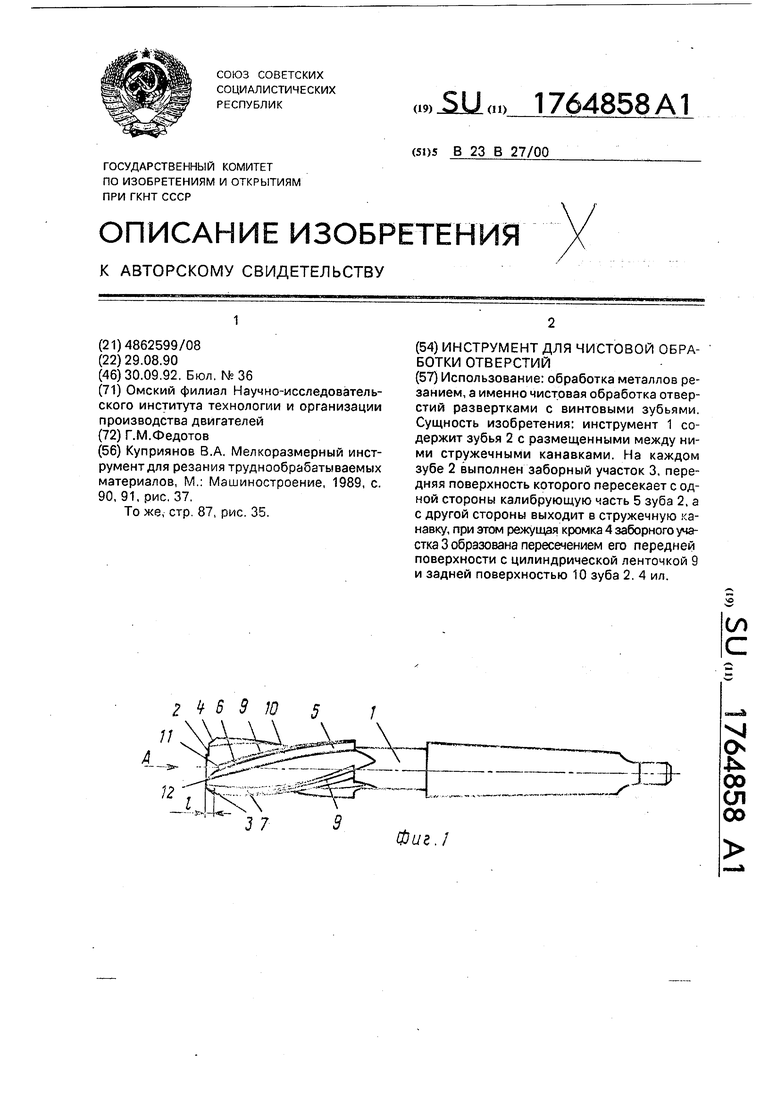
г t б 9 ю s
J
О 00
ел
00
Фиг./
Изобретение относится к обработке металлов резанием и может быть использовано при чистовой обработке сквозных отверстий в деталях, преимущественно из трундообрабатываемых материалов.
Известен режущий инструмент, который применяется для чистовой обработки отверстий в деталях из труднообрабатываемых материалов, представляющий собой спиральную развертку с углом подъема ре- жущей кромки 75°.
Целью изобретения является повышение производительности и стойкости инструмента при обработке сквозных отверстий.
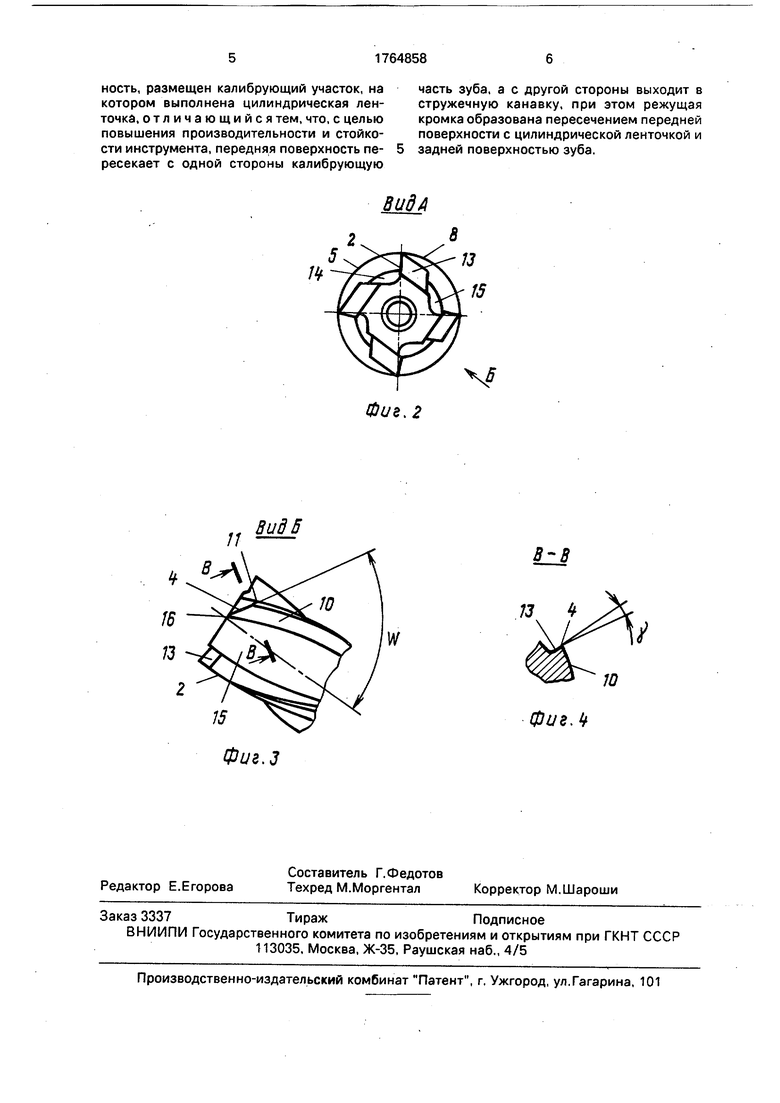
На фиг.1 изображен общий вид инструмента; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - сечение В-В на фиг.З.
Режущий инструмент 1 содержит зубья 2, с расположенными между ними стружечными канавками. На каждом из зубьев 2 выполнен заборный участок 3 с режущей кромкой 4, расположенной под углом W к оси инструмента. Калибрующий участок 5 зубьев 2 содержит калибрующую кромку б, переднюю поверхность 7 и спинку 8, состоящую из цилиндрической ленточки 9 и задней поверхности 10. Переходная часть 11 режущей кромки 4 расположена на границе ленточки 9 и удалена от заходной части 12 режущей кромки 4 на длину I заборного участка 3. Передняя поверхность 13 зуба 2 на заборном участке 3 выполнена пересекающей спинку 8 калибрующего участка 5 с выхо - дом в смежные стружечные канавки 14 и 15, а режущая кромка 4 образована пересечением передней поверхности 13 со спинкой 8 калибрующего участка 5. Начало 16 режущей кромки 4 заборного участка 3 располо- жено на границе задней поверхности 10 и расположенной за ней стружечной канавки 15.
Изготовление режущего инструмента для обработки отверстий осуществляется следующим образом. После окончательного изготовления традиционными методами калибрующего участка 5 с калибрующей кромкой 6, передней поверхностью 7 и спинкой 8, состоящей из ленточки 9 и задней повер- хности 10, на заточном станке, эльборовым кругом в центрах производят доводку задней поверхности 10, выдерживая постоянным ее положение относительно оси инструмента для всех зубьев. Затем инстру- мент переустанавливают с разворотом относительно его оси в двух плоскостях на углы W и у, после чего, тем же кругом на всех зубьях выполняют переднюю поверхность 13 заборного участка 3, выдерживая
ее длину I, равную осевому расстоянию от начала 16 режущей кромки 4 до переходной части 11.
При восстановлении инструмента после затупления переточку производят, снимая изношенный слой с передней поверхности 1 заборного участка тем же способом, что и при изготовлении нового инструмента.
Чистовая обработка отверстий инструментом производится следующим образом.
В детали предварительно сверлится отверстие с припуском под чистовую обработку, 0,3-0,4 мм, После чего вместо сверла в шпиндель станка устанавливают инструмент для чистовой обработки предлагаемой конструкции, затем устанавливают режимы резания из условия обрабатываемости материала детали, увеличивая скорость резания в 2-3 раза по сравнению со скоростью резания при обработке традиционными развертками, включают подачу СОЖ в зону резания и начинают обработку. В работу вступает начало 16 режущей кромки 4 заборного участка 3 и начинается съем припуска с постепенным увеличением глубины резания и длины контакта режущих кромок 4 с обрабатываемой деталью. Как только глубина резания достигнет величины снимаемого припуска, в работу вступает переходная часть 11 режущих кромок 4, которая и производит калибрование обрабатываемого отверстия. В процессе обработки в клиновидные зоны, образованные передними поверхностями 13 и поверхностью детали, контактирующей с режущими кромками 4 затягивается СОЖ и производит интенсивное охлаждение зоны резания. Так как режущие кромки на инструменте выполнены под углом к его оси, превышающим45°, инструмент работает, снимая стружку в виде длинных волосовидных пучков и без вибраций, что обусловлено тем, что в процессе работы возникают не радиальные нагрузки, характерные для традиционных разверток, а осевые, что увеличивает жесткость и виброустойчивость инструмента, при этом обеспечивается высокое качество обработки, стойкость инструмента и высокая производительность процесса резания. Формула изобретения Инструмент для чистовой обработки отверстий, содержащий спиральные зубья с размещенными между ними стружечными канавками, причем на каждом зубе выполнен заборный участок с образованным на нем передней поверхностью и режущей кромкой, расположенной к оси инструмента под углом, превышающим 45°, а на спинке каждого зуба, имеющего заднюю поверхность, размещен калибрующий участок, на котором выполнена цилиндрическая ленточка, отличающийся тем, что, с целью повышения производительности и стойкости инструмента, передняя поверхность пересекает с одной стороны калибрующую
В ид Б
часть зуба, а с другой стороны выходит в стружечную канавку, при этом режущая кромка образована пересечением передней поверхности с цилиндрической ленточкой и задней поверхностью зуба,
видл
Фив. 2
Фиг.
| Куприянов В.А | |||
| Мелкоразмерный инструмент для резания труднообрабатываемых материалов, М.: Машиностроение, 1989, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
