(54) ХОЛОДИЛЬНИК ДЛЯ ПРОКАТА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечной передачи проката с рольганга | 1983 |
|
SU1103917A1 |
| Реечный холодильник для проката | 1984 |
|
SU1301505A1 |
| Реечный холодильник проката | 1989 |
|
SU1660781A1 |
| РЕЕЧНЫЙ ШАГАЮЩИЙ ХОЛОДИЛЬНИК ПРОКАТА | 1994 |
|
RU2090279C1 |
| Механизм изменения шага для транспортировки проката | 1974 |
|
SU551070A1 |
| Холодильник сортовых прокатных станов с изменяемым шагом перекладки проката по зубчатым рейкам | 1960 |
|
SU141468A1 |
| Реечный холодильник сортового проката | 1985 |
|
SU1311803A1 |
| Холодильник для проката | 1974 |
|
SU516444A1 |
| Устройство для поперечной передачи проката с рольганга на холодильник | 1988 |
|
SU1547905A1 |
| Холодильник прокатного стана | 1983 |
|
SU1122390A1 |

1
Изобретение относится к прокатному производству и может быть использовано для транспортировки и охлаждения сортового проката, заготовок и труб.
Известен холодильник для проката, содержащий стационарные балки, чередующиеся с ними соосные подвижные балки, механизм их перемещения и регулятор хода с угловым изменением положения кривошипов, валы которых соединены сцепной муфтой 1 .
Наиболее близким к предлагаемому является холодильник для проката, содержащий стационарные балки, чередующиеся с ними соосно установленные подвижные балки, механизм перемещения подвижных балок, имеющий двуплечий рычаг и кулисный регулятор хода 2.
В известных устройствах величина щага между профилями проката остается постоянной в течение всего процесса охлаждения. При этом уменьшается количество профилей, находящихся на холодильнике, что снижает коэффициент использования его несущей поверхности, повышение которой требует изменения величины шага перекладки между профилями. Кроме того, известные
устройства не обеспечивают ориентированную без перекосов перекладку проката подвижными секциями с разным шагом.
Цель изобретения - обеспечение надежной перекладки проката с разным шагом.
Поставленная цель достигается тем, что холодильник для проката, содержащий стационарные балки, чередующиеся с каждой из них соосно установленные подвижные балки, их механизм перемещения с двупле10чим рычагом, связывающим соосные балки, и кулисный регулятор хода, снабжен шарнирно установленным на каждой стационарной балке между соосными подвижными дополнительным упорным двуплечим рычагом, имеющим на одном конце ролик,
15 под который в одной из подвижных балок выполнен продольный паз, определяющий траекторию перемещения свободного другого конца, а одно из плеч двуплечего рычага механизма перемещения выполнено ° равным 1,6-1,3 длины другогоплеча.
Наличием шарнирно установленного на каждой стационарной балке дополнительного двуплечего рычага с роликом на конце, размещенным в пазу одной из соосиых
подвижных балок, достигается фиксированное, без перекоса перемещение проката и надежный захват соосными подвижными балками, а выполнение двуплечего рычага механизма перемещения с разной длиной плеч позволяет изменить щаг перекладки проката.
На фиг. 1 представлено устройство, общий вид; на- фиг. 2-5 - положения секций подвижных балок и рычага между ними в процессе их перемещения; на фиг. 6 - разрез А-А на фиг. 2; на фиг. 7 - разрез на фиг. 1.
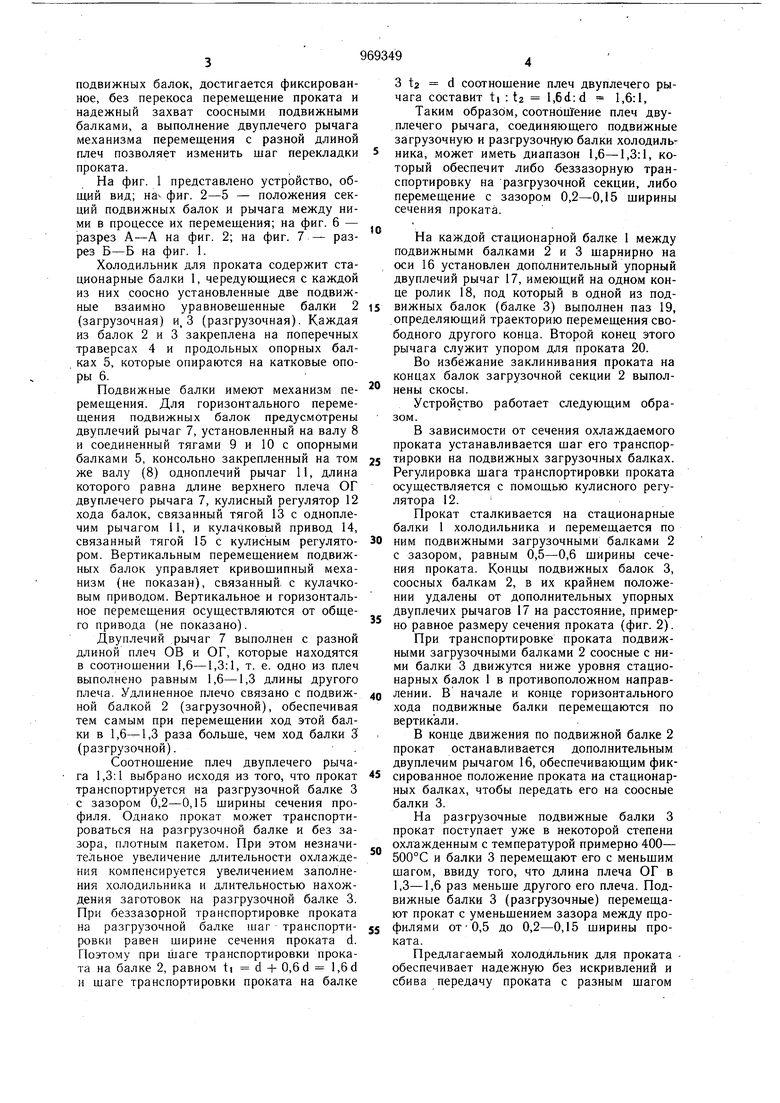
Холодильник для проката содержит стационарные балки 1, чередующиеся с каждой из них соосно установленные две подвижные взаимно уравновещенные балки 2 (загрузочная) и, 3 (разгрузочная). Каждая из балок 2 и 3 закреплена на поперечных траверсах 4 и продольных опорных балках 5, которые опираются на катковые опоры 6.
Подвижные балки имеют механизм перемещения. Для горизонтального перемещения подвижных балок предусмотрены двуплечий рычаг 7, установленный на валу 8 и соединенный тягами 9 и 10 с опорными балками 5, консольно закрепленный на том же валу (8) одноплечий рычаг 11, длина которого равна длине верхнего плеча ОГ двуплечего рычага 7, кулисный регулятор 12 хода балок, связанный тягой 13 с одноплечим рычагом 11, и кулачковый привод 14, связанный тягой 15 с кулисным регулятором. Вертикальным перемещением подвижных балок управляет кривошипный механизм (не показан), связанный, с кулачковым приводом. Вертикальное и горизонтальное перемещения осуществляются от общего привода (не показано).
Двуплечий рычаг 7 выполнен с разной длиной плеч ОВ и ОГ, которые находятся в соотношении 1,6-1,3:1, т. е. одно из плеч выполнено равным 1,6-1,3 длины другого плеча. Удлиненное плечо связано с подвижной балкой 2 (загрузочной), обеспечивая тем самым при перемещении ход этой балки в 1,6-1,3 раза больше, чем ход балки 3 (разгрузочной).
Соотнощение плеч двуплечего рычага 1,3:1 выбрано исходя из того, что прокат транспортируется на разгрузочной балке 3 с зазором 0,2-0,15 ширины сечения профиля. Однако прокат может транспортироваться на разгрузочной балке и без зазора, плотным пакетом. При этом незначительное увеличение длительности охлаждения компенсируется увеличением заполнения холодильника и длительностью нахождения заготовок на разгрузочной балке 3. При беззазорной транспортировке проката на разгрузочной балке шаг транспортировки равен ширине сечения проката d. Поэтому при шаге транспортировки проката на балке 2, равном ti d -f 0,6d l,6d и шаге транспортировки проката на балке
3 ta d соотнощение плеч двуплечего рычага составит ti : ta l,6d:d 1,6:1,
Таким образом, соотноиГение плеч двуплечего рычага, соединяющего подвижные загрузочную и разгрузочную балки холодильника, может иметь диапазон 1,6-1,3:1, который обеспечит либо еззазорную транспортировку на разгрузочной секции, либо перемещение с зазором 0,2-0,15 щирины сечения проката.
На каждой стационарной балке 1 между подвижными балками 2 и 3 щарнирно на оси 16 установлен дополнительный упорный двуплечий рычаг 17, имеющий на одном конце ролик 18, под который в одной из подвижных балок (балке 3) выполнен паз 19, определяющий траекторию перемещения свободного другого конца. Второй конец этого рычага служит упором для проката 20.
Во избежание заклинивания проката на концах балок загрузочной секции 2 выполнены скосы.
Устройство работает следующим образом.
В зависимости от сечения охлаждаемого проката устанавливается щаг его транспортировки на подвижных загрузочных балках. Регулировка щага транспортировки проката осуществляется с помощью кулисного регулятора 12.
Прокат сталкивается на стационарные балки 1 холодильника и перемещается по ним подвижными загрузочными балками 2 с зазором, равным 0,5-0,6 щирины сечения проката. Концы подвижных балок 3, соосных балкам 2, в их крайнем положении удалены от дополнительных упорных двуплечих рычагов 17 на расстояние, примерно равное размеру сечения проката (фиг. 2).
При транспортировке проката подвижными загрузочными балками 2 соосные с ними балки 3 движутся ниже уровня стационарных балок 1 в противоположном направлении. В начале и конце горизонтального хода подвижные балки перемещаются по вертикали.
В конце движения по подвижной балке 2 прокат останавливается дополнительным двуплечим рычагом 16, обеспечивающим фиксированное положение проката на стационарных балках, чтобы передать его на соосные балки 3.
На разгрузочные подвижные балки 3 прокат поступает уже в некоторой степени охлажденным с температурой примерно 400- 500°С и балки 3 перемещают его с меньщим шагом, ввиду того, что длина плеча ОГ в 1,3-1,6 раз меньще другого его плеча. Подвижные балки 3 (разгрузочные) перемещают прокат с уменьшением зазора между профилями от - 0,5 до 0,2-0,15 щирины проката.
Предлагаемый холодильник для проката обеспечивает надежную без искривлений и сбива передачу проката с разным щагом
секциями подвижных балок, что увеличивает его пропускную способность.
Формула изобретения
Холодильник для проката, содержащий стационарные балки, чередующиеся с каждой из них соосно. установленные подвижные балки, их механизм перемещения с двуплечим рычагом, связывающим соосные балки, и кулисный регулятор хода, отличающийся тем, что, с целью обеспечения надежной перекладки проката с разным щагом, он снабжен щарнирно установленным на каждой стационарной балке между подвижными дополнительным упорным двуплечим рычаД,В1лж.кнце проката
гом, имеющим на одном конце ролик, под который в одной из подвижных балок выполнен продольный паз, определяющий траекторию перемещения свободного другого конца, а одно из плеч двуплечего рычага механизма перемещения выполнено равным 1,6-1,3 длины другого плеча.
Источники информации, принятые во внимание при экспертизе
8
10
--
Фи г. Чг
В-Е
