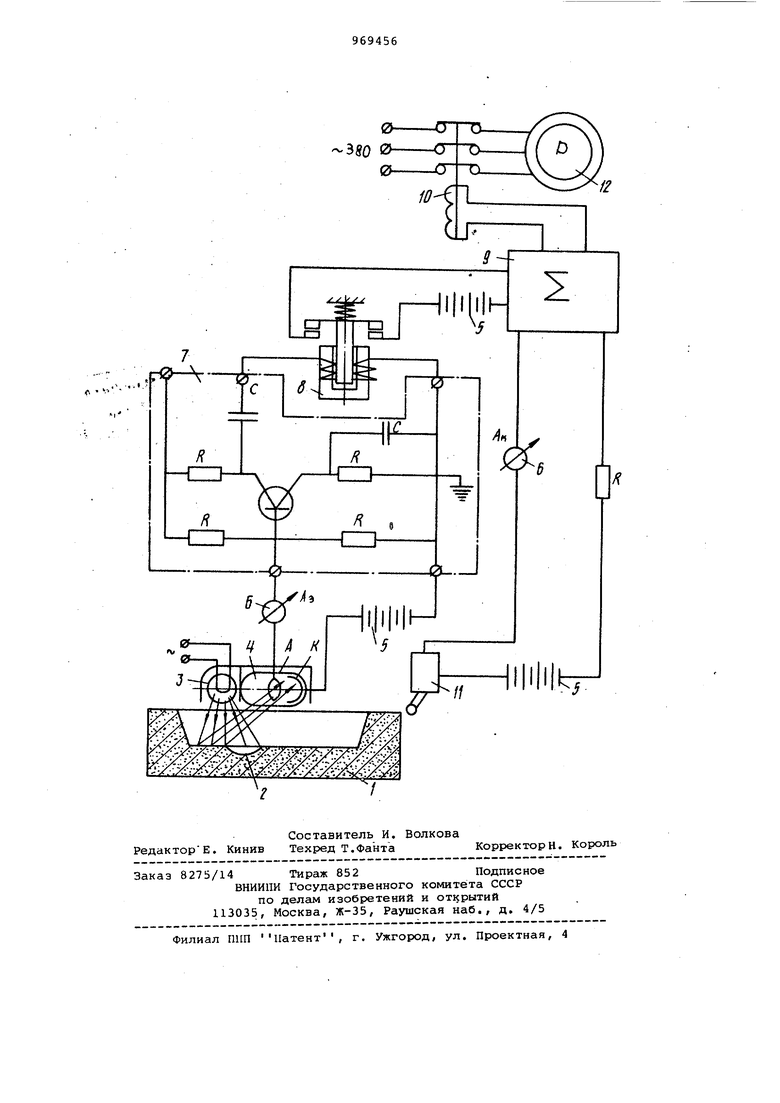
Цель изобретения - повыиение про водительности автоматических линий снижение брака отливок. Указанная цель достигается тем, что в способе контроля целостности отпечатка литейных форм, включающем нанесение на модельную оснастку раз делительного покрытия, которое после формовки переходит на рабочую поверхность формы, в качестве разделительного покрытия на модельную оснастку наносят флюоресцирующий состав и отпечаток и лад полуформы о блучают люминесдентнь, ультрафиолетовым, поляризованным светом или рентгеновским излучением, вызьгаающи свечение флюоресцирующего состава. Флюоресцирующий состав содержит керосин, нориол, сульфид цинка, поверхностно-активное вещество и графит при следующем соотношении ингре диентов, вес. %: Графит3-4 Нориол15-20 Сульфид цинка 0,5-1,0 Поверхностно-активное вещество О,.5-1,0 КеросинОстальное Устройство для контроля целостности отпечатка литейных форм, содержащее привод маркировщика, дополнительно содержит люминесцентные лампы, фотоэлемент, расположенный вслед за ними, усилитель, электромагнитное реле, сумматор, указатель ный прибор, источник питания и конечный выключатель, причем,.выход фотоэлемента соединен с входом усилителя через указательный прибор, выход усилителя соединен с питающей обмоткой электромагнитного реле, выходная обмотка которого соединена с первым выходом сумматора, конечный выключатель через источник пита ния и указательный прибор соединен со вторым входом сумматора, выход которого соединен с управляющей обмоткой привода двигателя маркировщи На чертеже изображена схема устройства. Способ и работа устройства осуществляется следующим образом. Перед формовкой на модель наноси ся флюоресцирующий разделительный состав, который снижает коэффициентам трения формовочной смеси о модель до 0,3-0,4. В процессе уплотнения смеси флюоресцирующий состав впитывается формовочной смесью на глубину 1-3 мм и переносится на отпечаток и лад шэлуформы. Если в процессе вытяжки модели образуется подрыв и нарушение целостности на о печатке или ладе полуформы, то поверхностный слой смеси, пропитанный флюоресцирующим составом, нарушается и обнажается (или наоборот закры вается) участок смеси не пропитанны флюоресцирующим составом. При прод- вижении полуформы под кронштейном, смесь, пропитанная флюоресцирующим составом под действием света люминесцентных или других ламп начинает светиться. Свет, излучаемый поверхностными слоями смеси, воспринимается фотоэлементами. При прохождении полуформы 1, имеющей подрыв 2, свет от источника 3 не отражается от дефектного участка, вследствие того, что смесь не пропитана флюоресцирующим составом и не люминесцирует. Поэтому между анодом А и катодом К фотоэлемента 4 не прохоДит ток от источника питания 5. Указательный прибор 6 не имеет показаний. Таким образом, цепь усилитель 7 электромагнитное реле 8 разомкнута. При этом ноЕмально-открытые контакты реле замыкают цепь сумматора 9, катушка 10 контактора обесточена. Когда конечный элемент 11 замыкает свою цепь и подает электрический сигнал в сумматор 9, то в ием происходит сложение сигналов, в результате чего подается сигнал, т.е. протекает ток, через катушку 10 контактора и происходит включение электродвигателя 12 привода маркировального груза, который наносит метку на полуформе. После нанесения метки и прокояшеиия полуформы, конечный элемент 11 вновь подает сигнал и серводвигатель начинает вращаться в противопояожную сторону, поднимая при этом маркировальж й груз. Если изготовленная и перачещаемая полуформа неимеет подрывов , налипаний и других дефектов на отпечатке и ладе, то серводвигатель не включается и маркировальный груз не перемещается вниз. Для исключения влияния осещенности и запыленности цеха м.ожет быть предусмотрен светозащи-гный экран. Устройство способствует сокращению брака ОТЛИ8ОК по причине нарушения целостности геометрии и конфигурации формы. Устройством могут оснащаться высокопроизводительные АФЛ, обслуживающий персонал которых не имеет возможности визуально контролировать целостность и ка.чество отпечатка каждой полуформы. Как вариант применения способа при управлении автоматической форлировочной линией от мини-ЭВМ сигналы от фотоэлементов подаются в блок сравнения ЭВМ, где производится сопоставление закодированного требуемого (правильного) изображения с фактическим. В результате сравнения изображений устанавливается соответствие полуформы качественньм критериям или, наоборот, маЕ(Кируется как брак. Реализация изобретения позволит обеспечить автоматическое маркирование бракованных полуформ, которые в дальнейшем не собираются в формы и не заливгиотся, что позволит устранить визуальный монотонный контроль, повысить производительность автоматических линий и снизить брак отливок
Формула изобретения
1.Способ контроля целостности отпечатка литейных форм, включающий нанесение на модепьиую оснастку разделительного покрытия, которое после формовки переходит на рабочую поверхность формы, отличающийся тем, что, с целью повшиения производительности автоматических формировочных линий и снижения брака отливок , в качестве разделительного покрытия на модельную оснастку наносят флюоресцирующий состав и отпечаток
и лад полуформы облучают люминесцвнти(В4, ультрафиолетовым, поляризованным светом или рентгеновским излучением, вызывёшщим свечение флюоресцирующего состава.
2.Способ по п. 1, отлича ющ и и с я тем, что флюоресцирующий состав содержит кросин, нориол, сульфид цинка, поверхностно-активиое вещество и графит при следуюцш4 соотношении ингредиентов, вес.%:
Графит3-4
Н01ЖОЛ15-20
Сульфид цинка 0,5-1,0
Поверхностно-активное вещество 0,5-1,0 КеросинОстальное.
3. Устройство для контроля целостности отпечатка литейных форм, содержащее привод маркировщика, отличающееся тем, что, с целью повышения производительиости автсйлатических формовочных линий и .. снижения брака отливок, оно дополнительно содержит люминесцентные лампы, фотоэлемент, расположенный вслед за ними, усилитель, электромагнитное реле, сумматор, указательный прибор, источник питания и конечньй 5 выключатель, причем, выход фотоэлемента соединен с входом усилителя через указательный прибор, выход усилителя соединен с питающей обмоткой электромагнитного реле, выходная обд мотка которого соединена с первым выходом сумматора, конечный выключатель через источник пи±ания и указательиый прибор соединен со вторым входом сумматора, выход которого соедннен с управляющей обмоткой привода двигателя ма{Жировщика.
Источники информации, принятые во внимание при экспертизе
1.Текяо 1огия и оборудование литейного производства. Экспресс-информация. И., ВИНИТИ, 1972,If 26,с.3.
2.Автоматизация процесса литья под давлением иа основе -применения промиоленных роботов и п жборов конт роля.Обзор. Н., НИИМАШ, 1978,
$ сер. С-4, с. 80.