Вагоны для железной дороги обычно представляют собой железнодорожный вагон, который опирается на пару тележек в сборе. Тележки в сборе включают в себя пару рамных боковин и колесных пар, соединенных вместе через надрессорную балку и амортизирующую систему. Вагон опирается на подпятник надрессорной балки, который выполняет функцию точки вращения системы тележки. На перемещения тела вагона реагируют пружины и гасители колебаний фрикционного клина, которые соединяют надрессорную балку и рамные боковины. Рамные боковины включают в себя буксы, каждая из которых образует челюсть, в которой располагается колесо в сборе колесной пары с использованием переходника с роликовым подшипником.
Рамные боковины и надрессорные балки могут быть образованы посредством разных технологий литья. Наиболее обычной технологией для изготовления этих компонентов является литье в песчаные формы. Литье в песчаные формы обеспечивает дешевый, высокопроизводительный способ образования сложных пустотелых форм, таких как рамные боковины и надрессорные балки. В обычной операции литья в песчаные формы: (1) литейная форма образуется посредством уплотнения песка вокруг литейной модели, которая в целом включает в себя литниковую систему; (2) литейная модель удаляется из литейной формы; (3) стержни помещаются в литейную форму, которая закрывается; (4) литейная форма заполняется горячим жидким металлом через литниковую систему; (5) металл остывает в литейной форме; (6) отвержденный металл, называемый сырой отливкой, удаляется посредством отламывания литейной формы; (7) и отливка подвергается чистовой обработке и очищается, что включает в себя использование полировщиков, сварщиков, термообработки и механообработки.
В операции литья в песчаные формы литейная форма создается с использованием песка в качестве основного материала, смешанного со связующим веществом для удерживания формы. Литейная форма создается из двух половин - верхней и нижней, которые разделены вдоль разделительной линии. Песок уплотняется вокруг литейной модели и удерживает форму литейной модели после ее извлечения из литейной формы. Углы литейного уклона в 3 градуса или более образуются посредством механообработки на литейной модели для обеспечения отсоединения от литейной формы во время извлечения. В некоторых операциях литья в песчаные формы используется опока для поддерживания песка во время процесса образования литейной формы на всем протяжении заливки. Стержни вставляются в литейную форму, и верхняя половина литейной формы помещается на нижнюю половину литейной формы для закрытия литейной формы.
При литье сложной или пустотелой детали стержни используются для образования пустотелой внутренней части или сложных секций, которые не могут быть иначе созданы с литейной моделью. Эти стержни обычно созданы посредством песка литейной формы и связующего вещества в ящике, имеющем форму признака, создаваемого стержнем. Эти стержневые ящики либо уплотняются вручную, либо создаются с использованием пескодувной стержневой машины. Стержни удаляются из ящика и помещаются в литейную форму. Стержни располагаются в литейной форме с использованием стержневых отпечатков для направления расположения и предотвращения сдвигания стержня во время заливки металла. К тому же жеребейки могут быть использованы для поддерживания или ограничения перемещения стержней, и они вплавляются в основной металл во время отверждения.
Литейная форма обычно содержит литниковую систему, которая обеспечивает путь для расплавленного металла и контролирует поток металла в полость. Эта литниковая система состоит из вертикального литникового канала, который контролирует скорость потока металла и присоединен к литникам. Литники представляют собой каналы для потока металла через питатели в полости. Питатели контролируют скорости потока в полости и предотвращают турбулентность жидкости.
После того как металл был залит в литейную форму, отливка охлаждается и сжимается по мере того, как она приближается к твердому состоянию. По мере того, как металл сжимается, нужно продолжать подавать дополнительный жидкий металл в области, которые сжимаются, или в окончательной детали будут присутствовать пустоты. В областях высокого сжатия располагаются стояки в литейной форме для обеспечения вторичного резервуара, заполняемого во время заливки. Эти стояки являются последними местами затвердевания и посредством этого позволяют содержимому оставаться в жидком состоянии дольше, чем полость отливаемой детали. По мере того, как содержимое полости охлаждается, стояки питают области сжатия, обеспечивая изготовление твердой окончательной отливки. Стояки, которые открыты к верху верхней половины литейной формы, также могут выполнять функцию выпоров для выхода газов во время заливки и охлаждения.
В различных технологиях литья разные связующие вещества песка используются для того, чтобы позволить песку сохранять форму литейной модели. Эти связующие вещества имеют большое влияние на конечный продукт, поскольку они контролируют стабильность размеров, шероховатость поверхности и подробности отливки, достижимые в каждом конкретном процессе. Два наиболее типичных способа литья в песчаные формы включают в себя (1) сырую формовочную смесь, состоящую из силикатного песка, органических связующих веществ и воды; и (2) химический или смоляной связующий материал, состоящий их силикатного песка и быстро отверждаемых химических связующих клеев, таких как фенольный уретан. Традиционно рамные боковины и надрессорные балки были созданы с использованием процесса с сырой формовочной смесью, из-за меньшей стоимости, связанной с материалами литейной формы. Несмотря на то, что этот способ был эффективен в изготовлении этих компонентов на протяжении многих лет, этот процесс имеет недостатки.
Рамные боковины и надрессорные балки, изготовленные посредством упомянутой выше операции с сырой формовочной смесью, имеют несколько проблем. Во-первых, относительно большие углы литейного уклона, требуемые в литейных моделях, приводят к соответствующим углам литейного уклона в литых предметах. В областях, где требуются плоские секции, таких как область буксы на рамных боковинах, и фрикционные башмачные карманы на надрессорной балке, должны быть использованы стержни, чтобы создать эти признаки. Эти стержни имеют склонность к сдвигу и плаванию во время заливки. Эти перемещения могут привести к несогласующимся размерам конечного продукта, увеличенному времени чистовой обработки или отбраковке компонента при превышении заданных размеров. Другие проблемы этих операций литья будут понятны при прочтении описания ниже.
Краткое описание изобретения
Задачей изобретения является разработка способа изготовления литейной формы рамной боковины для литья рамной боковины тележки железнодорожного вагона. Рамная боковина включает в себя переднюю и заднюю челюсти буксы для установки колеса в сборе от колесной пары. Способ включает в себя образование частей нижней и верхней половин литейной формы из материала литейной формы для образования наружной поверхности части нижней половины литейной формы и части верхней половины литейной формы, соответственно, рамной боковины. Литейная форма включает в себя часть для литья области челюсти буксы рамной боковины, включающей в себя крышу буксы, наружную вертикальную челюсть и внутреннюю вертикальную челюсть. Часть нижней половины литейной формы и часть верхней половины литейной формы затем отверждаются.
Другой задачей изобретения является разработка способа изготовления стержней, используемых совместно с литейной формой для литья рамной боковины тележки железнодорожного вагона, причем рамная боковина включает в себя переднюю и заднюю челюсти буксы для установки колеса в сборе от колесной пары, и причем каждая часть буксы простирается от соответствующего конца рамной боковины к отверстию надрессорной балки рамной боковины. Способ включает в себя образование отдельных частей нижней и верхней половин литейной формы по меньшей мере одного стержня буксы. Части нижней и верхней половин литейной формы стержня буксы образуют внутреннюю область по меньшей мере одной буксы рамной боковины. Способ дополнительно включает в себя прикрепление друг к другу частей нижней и верхней половин литейной формы стержня буксы для образования стержня буксы в сборе, предназначенного для введения в литейную форму.
Еще одной задачей изобретения является разработка способа изготовления рамной боковины тележки железнодорожного вагона, причем рамная боковина включает в себя переднюю и заднюю челюсти буксы для установки колеса в сборе от колесной пары. Способ включает в себя предусмотрение литейной формы, которая образует наружную поверхность и по меньшей мере одну челюсть буксы части нижней половины литейной формы и части верхней половины литейной формы, соответственно, литейной формы. Далее расплавленная сталь заливается в литейную форму и отверждается. Литая рамная боковина удаляется из литейной формы и состоит из окончательной детали, стояков и литниковой системы. Избыточный материал срезается с литой рамной боковины для образования готовой рамной боковины. Количество материала, удаленного из отливки, в форме стержневых швов, облоя разделительной линии, стояков, технологической оснастки и выпоров составляет менее 10% общего веса стали, изначально залитой в литейную форму рамной боковины.
Еще одной задачей изобретения является разработка рамной боковины для тележки железнодорожного вагона, которая включает в себя пару колонн рамной боковины, которые образуют отверстие надрессорной балки, и пару букс, которые простираются от соответствующих колонн рамной боковины. Каждая букса образует челюсть, выполненную с возможностью прикрепления к колесу в сборе от колесной пары. Рамная боковина включает в себя первое ребро, расположенное на внутренней стороне каждой колонны рамной боковины, которая противоположна стороне надрессорной балки колонны рамной боковины. Отверстие образовано в каждой колонне рамной боковины. Отверстие простирается от стороны надрессорной балки к внутренней стороне соответствующей колонны рамной боковины. Отверстие простирается через первое ребро и имеет размеры для принятия болта для прикрепления сменной пластины к стороне надрессорной балки колонны рамной боковины.
Еще одной задачей изобретения является разработка способа изготовления надрессорной балки тележки железнодорожного вагона. Способ включает в себя предусмотрение части нижней половины литейной формы и части верхней половины литейной формы. В основной корпусной секции литейной формы разделительная линия, которая отделяет часть нижней половины литейной формы от части верхней половины литейной формы, по существу, центрирована между частями литейной формы, которые образуют отверстия окна под тормоз в сторонах надрессорной балки. Способ дополнительно включает в себя введение одного или более стержней в литейную форму и литье надрессорной балки.
Еще одной задачей изобретения является разработка стержня в сборе для использования в изготовлении надрессорной балки тележки железнодорожного вагона. Стержень в сборе включает в себя стержень основного корпуса, который образует, по существу, всю внутреннюю область надрессорной балки, которая простирается от центра надрессорной балки к внутренним направляющим рейкам, расположенным у наружных концевых секций надрессорной балки, и которая частично образует внутреннюю концевую секцию надрессорной балки, которая простирается от внутренних направляющих реек к наружным концам надрессорной балки. Стержень в сборе также включает в себя концевые стержни, которые образуют внутреннюю область концевой секции надрессорной балки, которая не образована стержнем основного корпуса.
Еще одной задачей изобретения является разработка способа изготовления литейной формы надрессорной балки для отливки надрессорной балки тележки железнодорожного вагона. Способ включает в себя образование частей нижней и верхней половин литейной формы из литейного материала для образования наружной поверхности части нижней половины литейной формы и части верхней половины литейной формы, соответственно, надрессорной балки. Разделительная линия, которая отделяет часть нижней половины литейной формы от части верхней половины литейной формы, по существу, центрирована между частями литейной формы, которые образуют отверстия окна под тормоз в сторонах надрессорной балки. Способ также включает в себя отверждение части верхней половины литейной формы и части верхней половины литейной формы.
Еще одной задачей изобретения является разработка стержня в сборе для использования в изготовлении надрессорной балки тележки железнодорожного вагона. Стержень в сборе включает в себя стержень основного корпуса, который образует, по существу, всю внутреннюю область надрессорной балки, которая простирается от центра надрессорной балки к внутренним направляющим рейкам, расположенным у наружных концевых секций надрессорной балки, и которая частично образует внутреннюю концевую секцию надрессорной балки, которая простирается от внутренних направляющих реек к наружным концам надрессорной балки. Стержень в сборе также включает в себя концевые стержни, которые образуют внутреннюю область концевой секции надрессорной балки, которая не образована стержнем основного корпуса.
Еще одной задачей изобретения является разработка способа изготовления литейной формы надрессорной балки для отливки надрессорной балки тележки железнодорожного вагона. Способ включает в себя образование частей нижней и верхней половин литейной формы из литейного материала для образования наружной поверхности части нижней половины литейной формы и части верхней половины литейной формы, соответственно, надрессорной балки. Разделительная линия, которая отделяет часть нижней половины литейной формы от части верхней половины литейной формы, по существу, центрирована между частями литейной формы, которые образуют отверстия окна под тормоз в сторонах надрессорной балки. Способ дополнительно включает в себя отверждение части верхней половины литейной формы и части верхней половины литейной формы.
Еще одной задачей изобретения является разработка способа изготовления надрессорной балки тележки железнодорожного вагона. Способ включает в себя предусмотрение литейной формы, которая включает в себя часть нижней половины литейной формы и часть верхней половины литейной формы. Разделительная линия, которая отделяет часть нижней половины литейной формы от части верхней половины литейной формы, по существу, центрирована между частями литейной формы, которые образуют отверстия окна под тормоз в сторонах надрессорной балки. Способ дополнительно включает в себя заливку расплавленной стали в литейную форму и ее отверждение. Затем литая надрессорная балка удаляется из литейной формы и состоит из окончательной надрессорной балки, стояков и литниковой системы. Избыточный материал срезается с литой надрессорной балки для образования готовой надрессорной балки. Количество избыточного материала, удаленного из отливки, в форме стержневых швов, облоя разделительной линии, стояков, технологической оснастки и выпоров составляет менее 15% общего веса стали, изначально залитой в литейную форму надрессорной балки.
Еще одной задачей изобретения является разработка способа изготовления надрессорной балки тележки железнодорожного вагона, который включает в себя предусмотрение части нижней половины литейной формы и части верхней половины литейной формы. В основной корпусной секции литейной формы разделительная линия, которая отделяет часть нижней половины литейной формы от части верхней половины литейной формы, по существу, центрирована между частями литейной формы, которые образуют отверстия окна под тормоз в сторонах надрессорной балки. Один или более стержней вставляются в литейную форму, и расплавленный материал заливается в литейную форму для того, чтобы посредством этого отлить надрессорную балку.
Еще одной задачей изобретения является разработка способа изготовления рамной боковины железнодорожного вагона, причем рамная боковина образует отверстие, через которое расположена надрессорная балка. Отверстие образовано парой направленных друг к другу колонн, пружинным гнездом и сжимающим элементом. Литейная модель рамной боковины для образования части нижней половины литейной формы и части верхней половины литейной формы предусмотрена вместе с одним или более стержнями, которые образуют внутреннюю область литой рамной боковины. Здесь литейная модель рамной боковины и один или более стержней выполнены с возможностью ограничения расстояния между направленными друг к другу колоннами в диапазоне допуска около ±0,038 дюймов).
Еще одной задачей изобретения является разработка способа изготовления рамной боковины железнодорожного вагона, который включает в себя предусмотрение литейной модели рамной боковины для образования части нижней половины литейной формы и части верхней половины литейной формы и предусмотрение одного или более стержней, которые образуют внутреннюю область литой рамной боковины, причем по меньшей мере некоторые из одного или более стержней образуют один или более стержневых отпечатков для расположения одного или более стержней в части нижней половины литейной формы. Расстояние между наружной поверхностью одного или более стержневых отпечатков и поверхностью части нижней половины литейной формы, ближайшей к наружной поверхности одного или более стержневых отпечатков, меньше или равно около 0,030 дюймов.
Еще одной задачей изобретения является разработка способа изготовления надрессорной балки железнодорожного вагона, который включает в себя пару башмачных карманов у соответствующих концов, выполненных с возможностью быть вставленными в отверстия надрессорной балки соответствующих рамных боковин. Способ включает в себя предусмотрение литейной модели надрессорной балки для образования части нижней половины литейной формы и части верхней половины литейной формы и предусмотрение одного или более стержней, которые образуют внутреннюю область литой надрессорной балки. Литейная модель надрессорной балки и один или более стержней выполнены с возможностью ограничения углов башмачного кармана в диапазоне допуска около ±0,5°.
Еще одной задачей изобретения является разработка способа изготовления надрессорной балки железнодорожного вагона, который включает в себя пару башмачных карманов у соответствующих концов, выполненных с возможностью быть вставленными в отверстия надрессорной балки соответствующих рамных боковин. Способ включает в себя предусмотрение литейной модели надрессорной балки для образования части нижней половины литейной формы и части верхней половины литейной формы и предусмотрение одного или более стержней, которые образуют внутреннюю область литой надрессорной балки. Литейная модель надрессорной балки и один или более стержней выполнены с возможностью ограничения ширины между парой башмачных карманов в диапазоне допуска около ±0,063 дюймов.
Еще одной задачей изобретения является разработка способа изготовления надрессорной балки железнодорожного вагона. Способ включает в себя предусмотрение литейной модели надрессорной балки для образования части нижней половины литейной формы и части верхней половины литейной формы и предусмотрение одного или более стержней, которые образуют внутреннюю область литой надрессорной балки. По меньшей мере некоторые из одного или более стержней образуют один или более стержневых отпечатков для расположения одного или более стержней в части нижней половины литейной формы. Расстояние между наружной поверхностью одного или более стержневых отпечатков и поверхностью части нижней половины литейной формы, ближайшей к наружной поверхности одного или более стержневых отпечатков, меньше или равно около 0,030 дюймов.
Еще одной задачей изобретения является разработка литейной формы для литья рамной боковины тележки железнодорожного вагона. Рамная боковина включает в себя переднюю и заднюю челюсти буксы для установки колеса в сборе от колесной пары. Часть нижней половины литейной формы и часть верхней половины литейной формы образованы из материала литейной формы для образования наружной поверхности части нижней половины литейной формы и части верхней половины литейной формы, соответственно, рамной боковины. Литейная форма включает в себя часть для отливки по меньшей мере одной челюсти буксы рамной боковины.
Еще одной задачей изобретения является разработка надрессорной балки тележки железнодорожного вагона, образованной из литейной формы. Надрессорная балка включает в себя часть нижней половины литейной формы и часть верхней половины литейной формы. Разделительная линия, которая образует часть нижней половины литейной формы и часть верхней половины литейной формы, выполнена так, что в основной корпусной секции надрессорной балки разделительная линия, по существу, центрирована между отверстиями окна под тормоз в сторонах надрессорной балки.
Еще одной задачей изобретения является разработка литейной формы для изготовления надрессорной балки тележки железнодорожного вагона. Литейная форма включает в себя часть нижней половины литейной формы и часть верхней половины литейной формы. Разделительная линия, которая образует часть нижней половины литейной формы и часть верхней половины литейной формы, выполнена так, что разделительная линия, по существу, центрирована между частями литейной формы, которые образуют отверстия окна под тормоз в сторонах надрессорной балки.
Еще одной задачей изобретения является разработка надрессорной балки тележки железнодорожного вагона, образованная из литейной формы. Надрессорная балка включает в себя часть нижней половины литейной формы и часть верхней половины литейной формы. Разделительная линия, которая образует часть нижней половины литейной формы и часть верхней половины литейной формы, выполнена так, что наружные концевые секции, по существу, образованы частью нижней половины литейной формы.
Еще одной задачей изобретения является разработка литейной формы для изготовления надрессорной балки тележки железнодорожного вагона. Литейная форма включает в себя часть нижней половины литейной формы и часть верхней половины литейной формы. Соответствующие стыкующиеся поверхности части нижней и верхней половин литейной формы имеют неплоскую стыкующуюся форму.
Другие признаки и преимущества будут, или станут, понятны специалисту в данной области техники при изучении последующих чертежей и подробного описания. Подразумевается, что все такие дополнительные признаки и преимущества, включенные в это описание, лежат в объеме формулы изобретения и защищены прилагаемой формулой изобретения.
Краткое описание чертежей
Прилагаемые чертежи включены в этот документ для предоставления дополнительного понимания формулы изобретения и объединены с этим описанием и составляют его часть. Подробное описание и проиллюстрированные варианты осуществления служат для пояснения принципов, определенных в формуле изобретения.
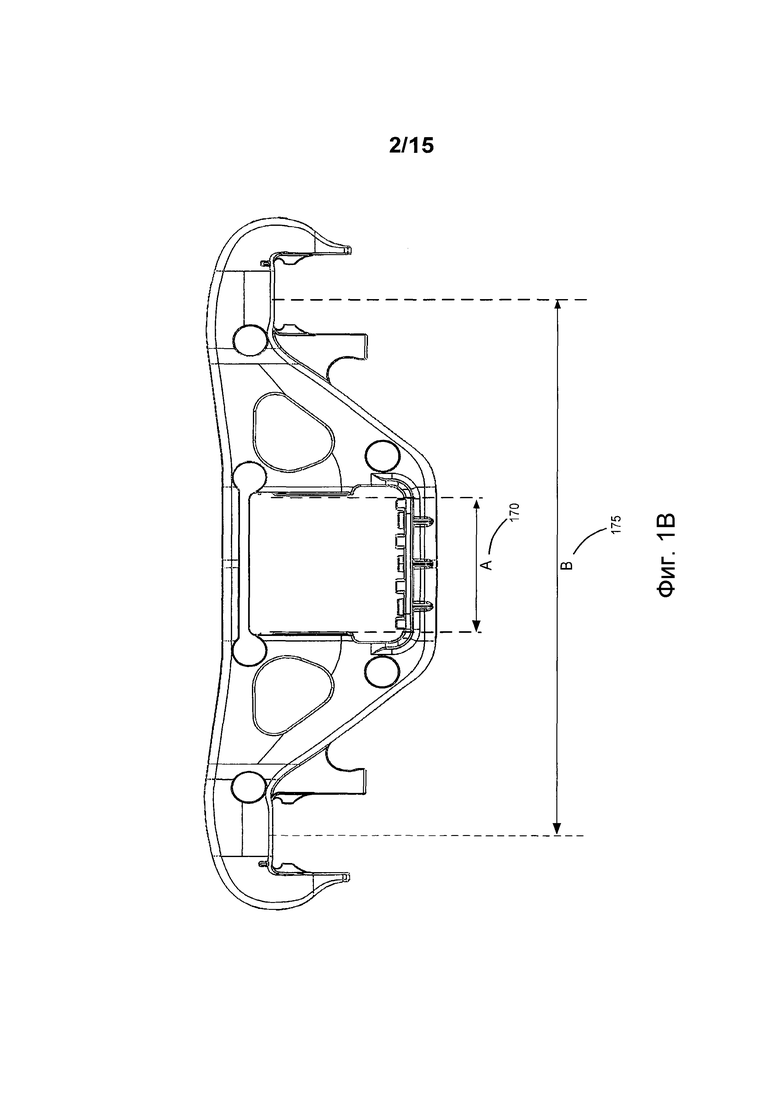
На фиг.1A и 1B изображены виды в перспективе и сбоку соответственно, иллюстративной рамной боковины тележки железнодорожного вагона.
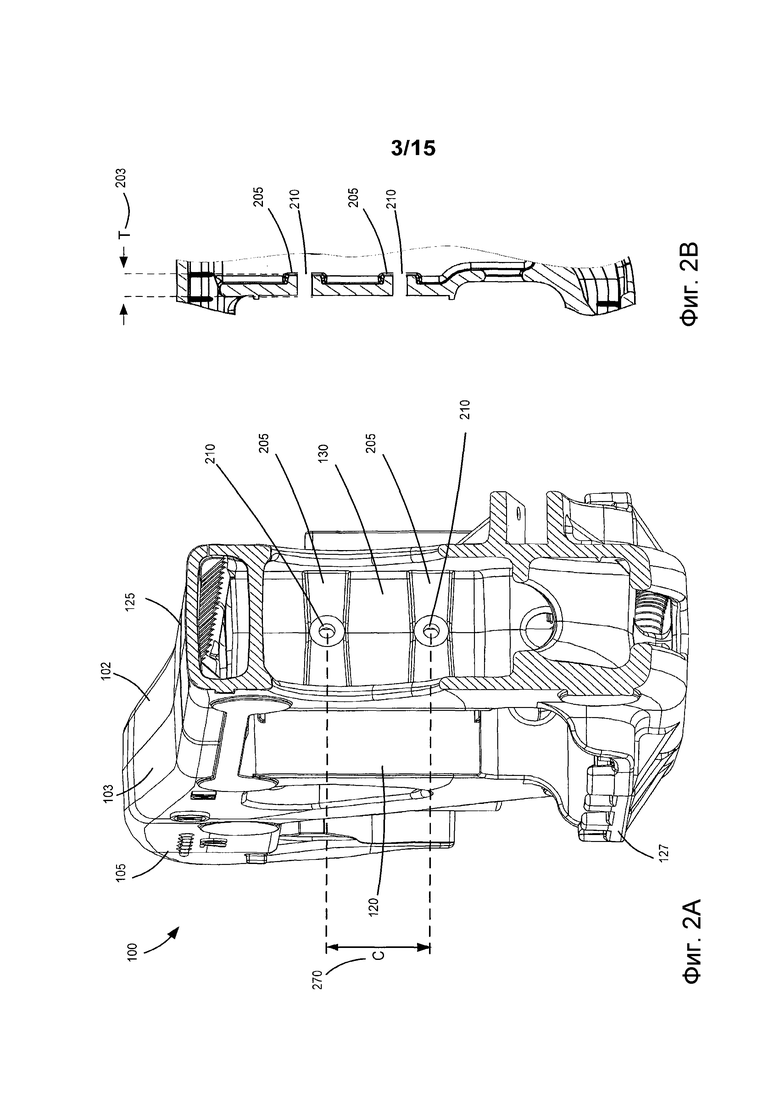
На фиг.2A и 2B изображена внутренняя поверхность иллюстративной колонны рамной боковины, которая включает в себя пару усилителей колонны.
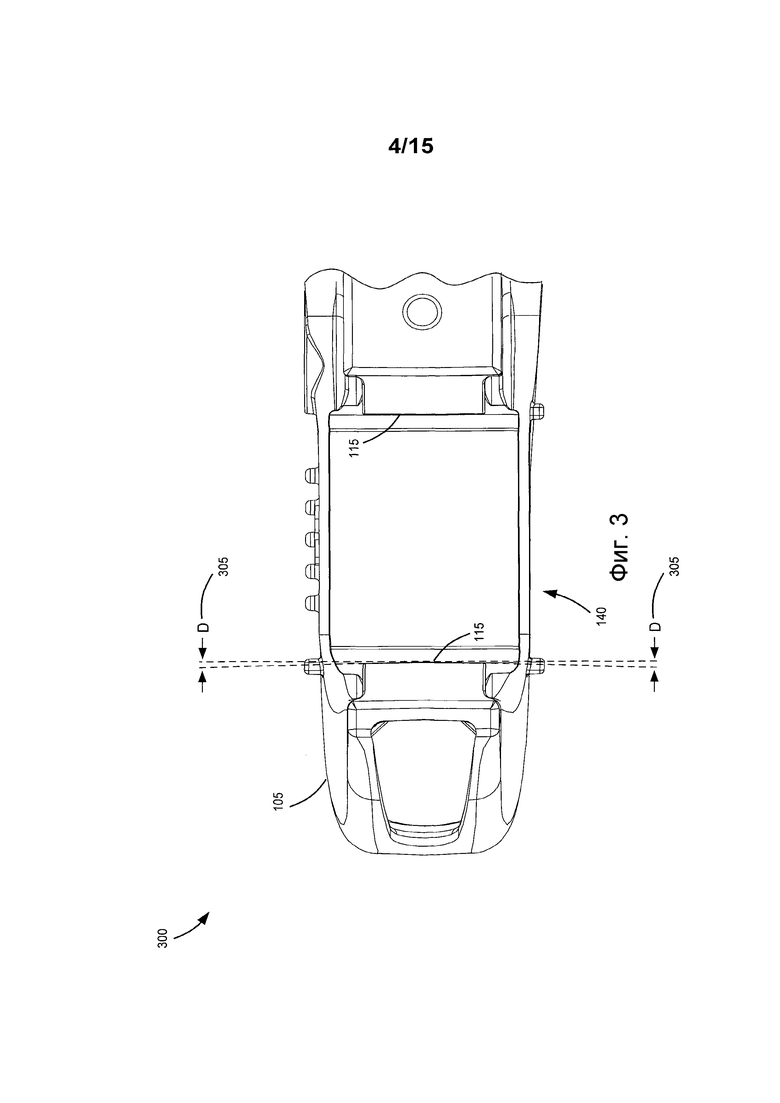
На фиг.3 изображена иллюстративная челюсть буксы литой рамной боковины.
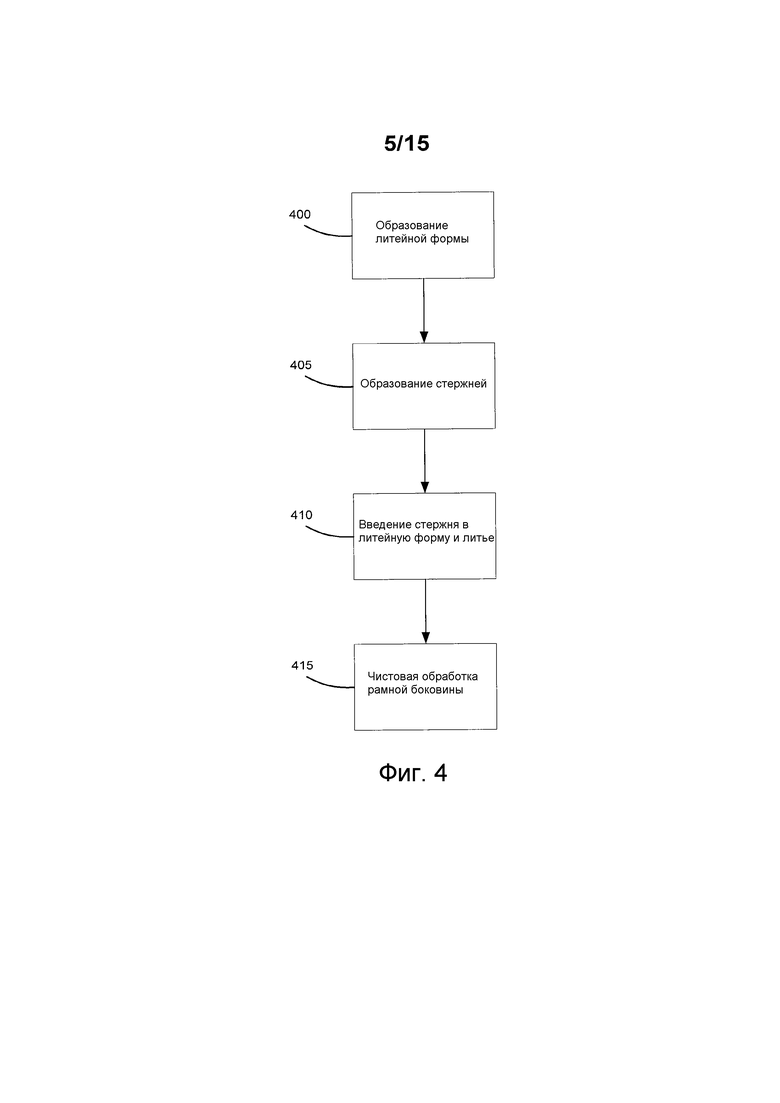
На фиг.4 изображены иллюстративные операции изготовления рамной боковины.
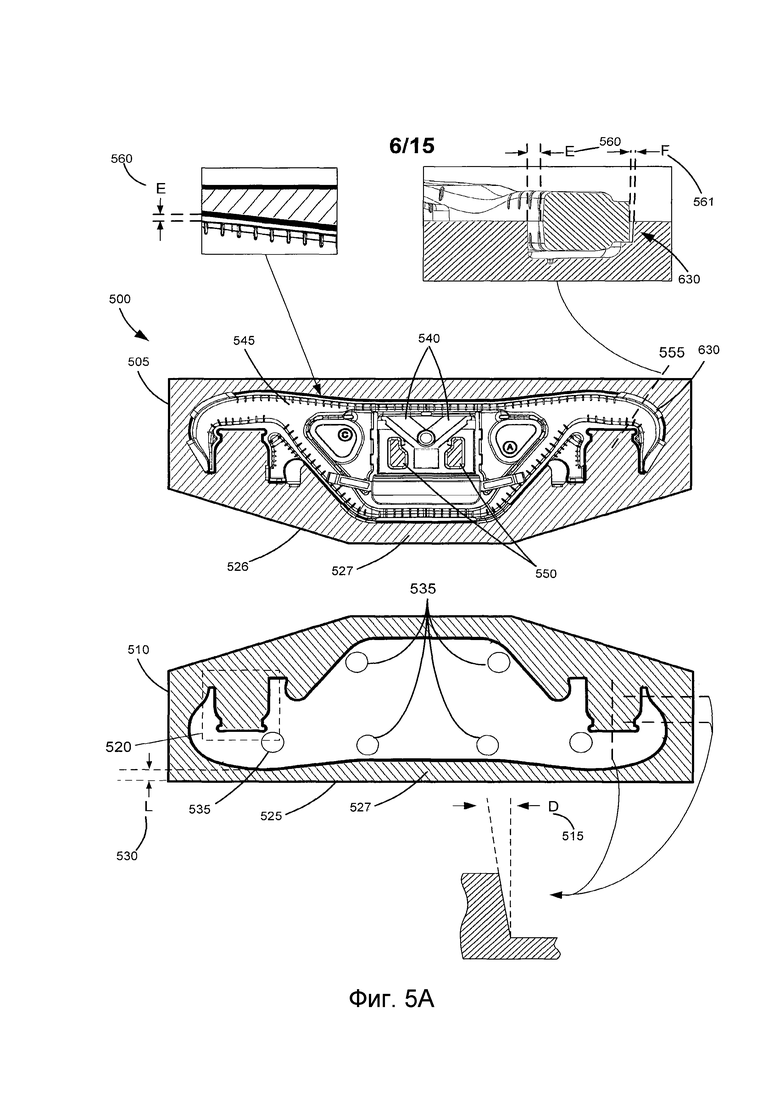
На фиг.5A изображены иллюстративные части нижней и верхней половин литейной формы для образования рамной боковины.
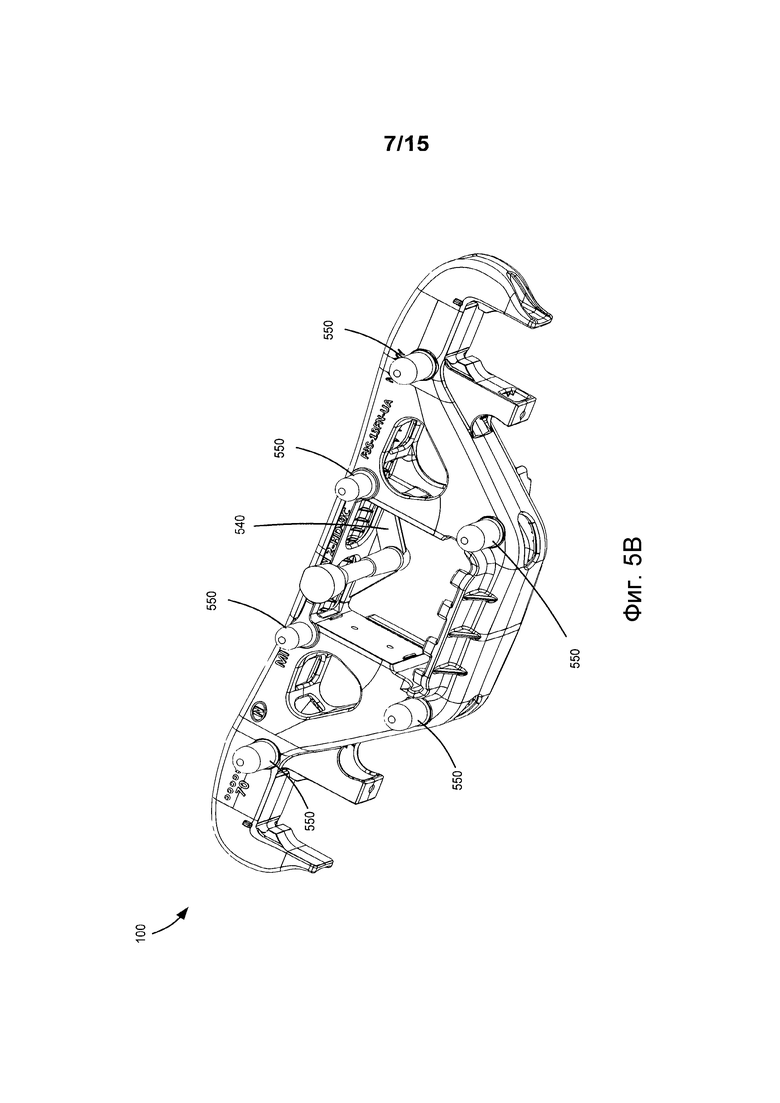
На фиг.5B изображены иллюстративные стояки и литниковая система для рамной боковины.
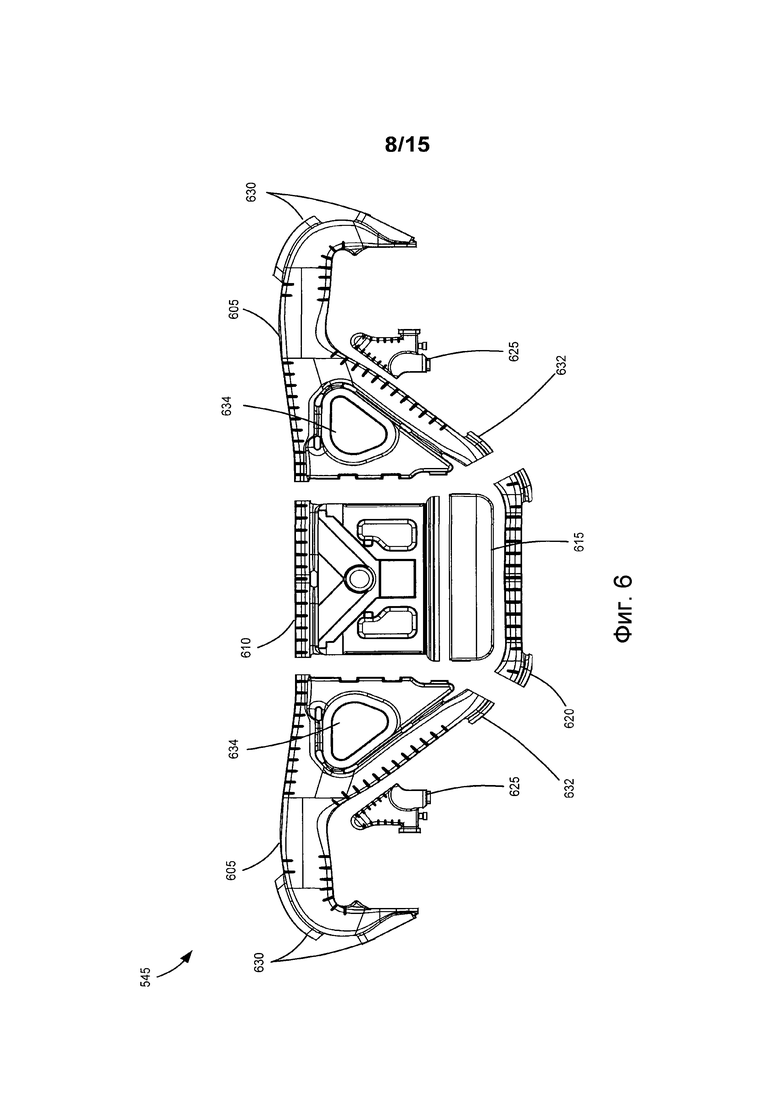
На фиг.6 изображены иллюстративные стержни, которые могут быть использованы с литейной формой.
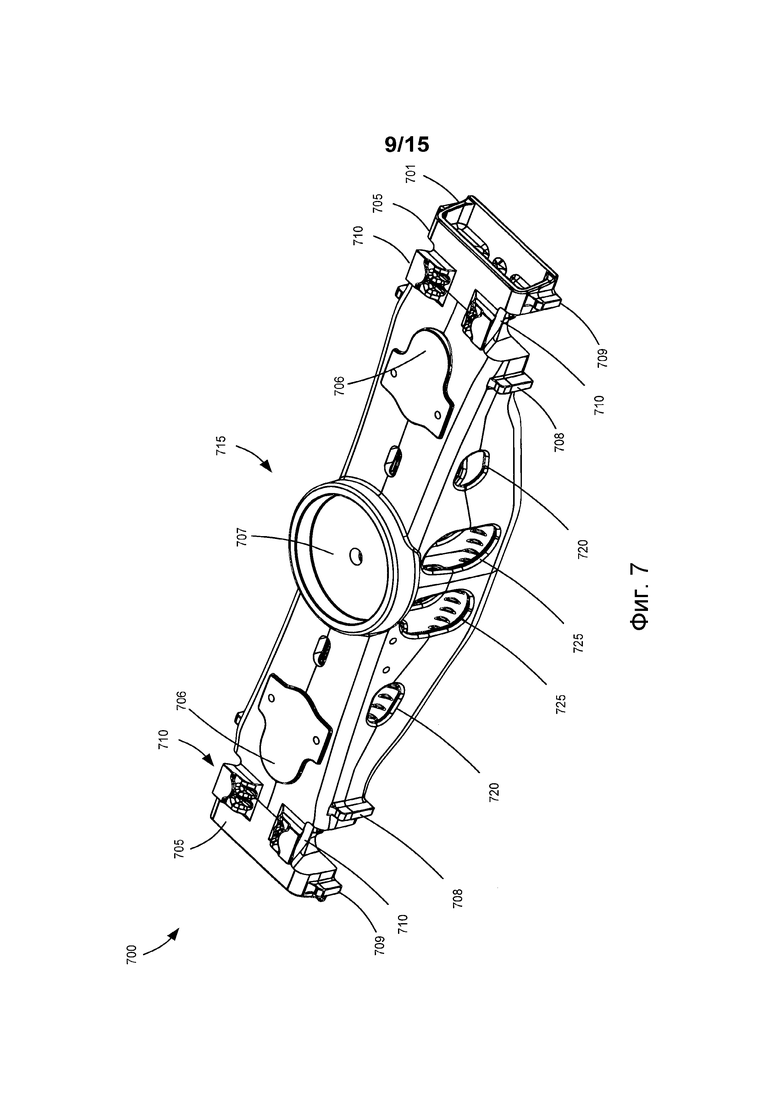
На фиг.7 изображена иллюстративная надрессорная балка, которая может быть использована в комбинации с упомянутой выше рамной боковиной.
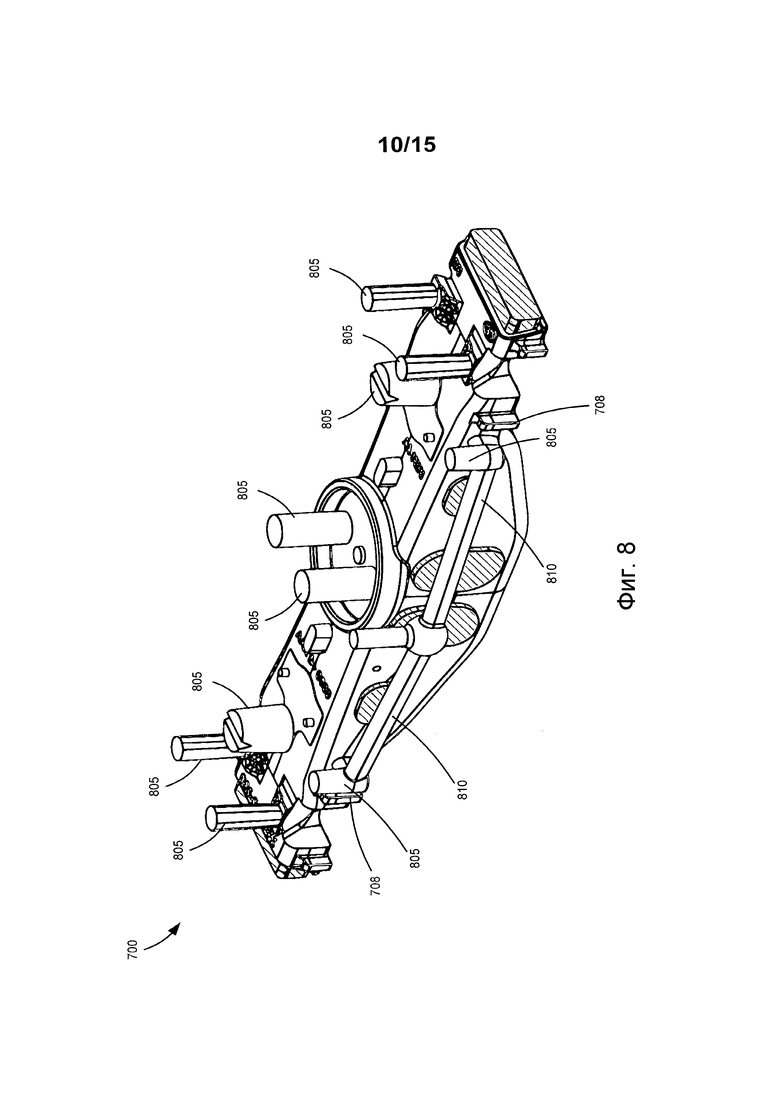
На фиг.8 изображены стояки и литниковая система для образования надрессорной балки.
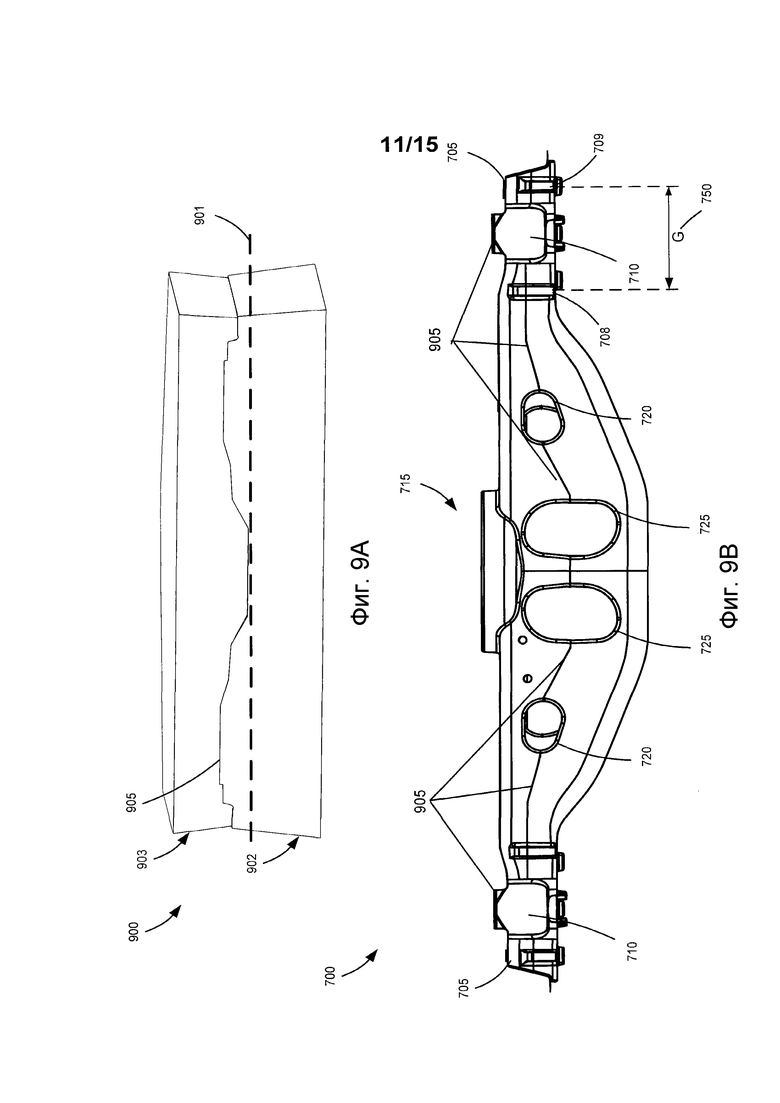
На фиг.9A изображена иллюстративная литейная форма для образования надрессорной балки.
На фиг.9B изображена иллюстративная надрессорная балка, образованная в литейной форме с фиг.9A.
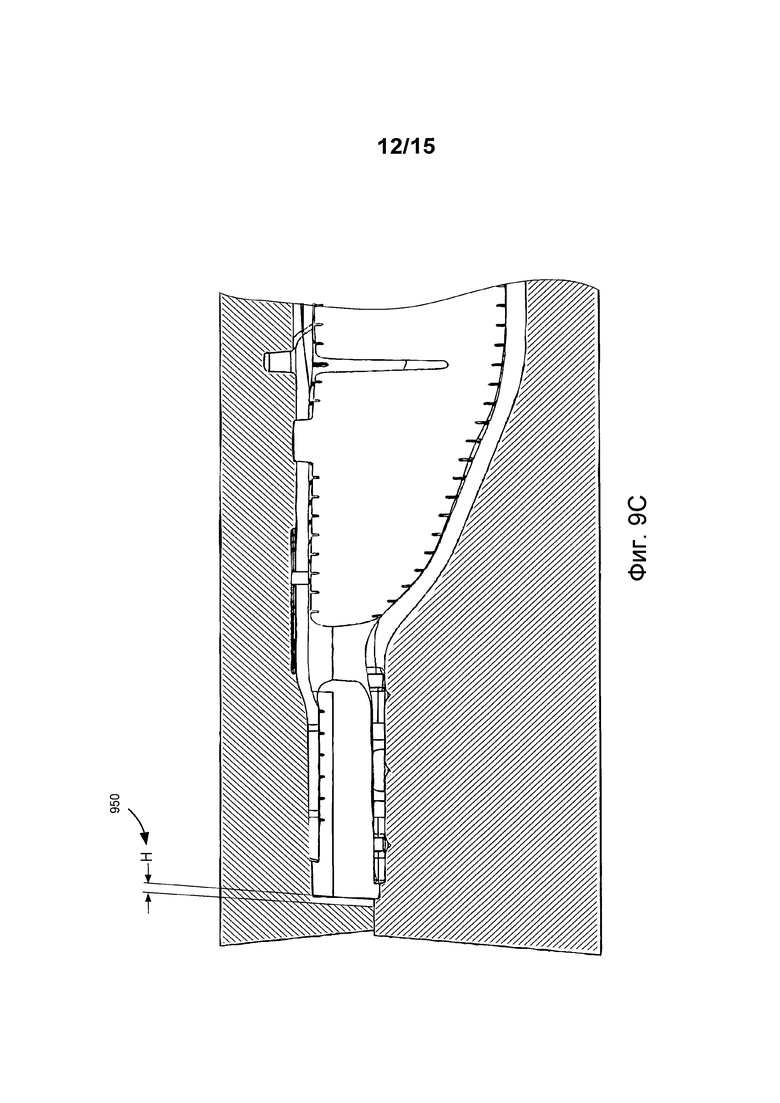
На фиг.9C изображен иллюстративный поперечный разрез литейной формы надрессорной балки и стержня в литейной форме надрессорной балки.
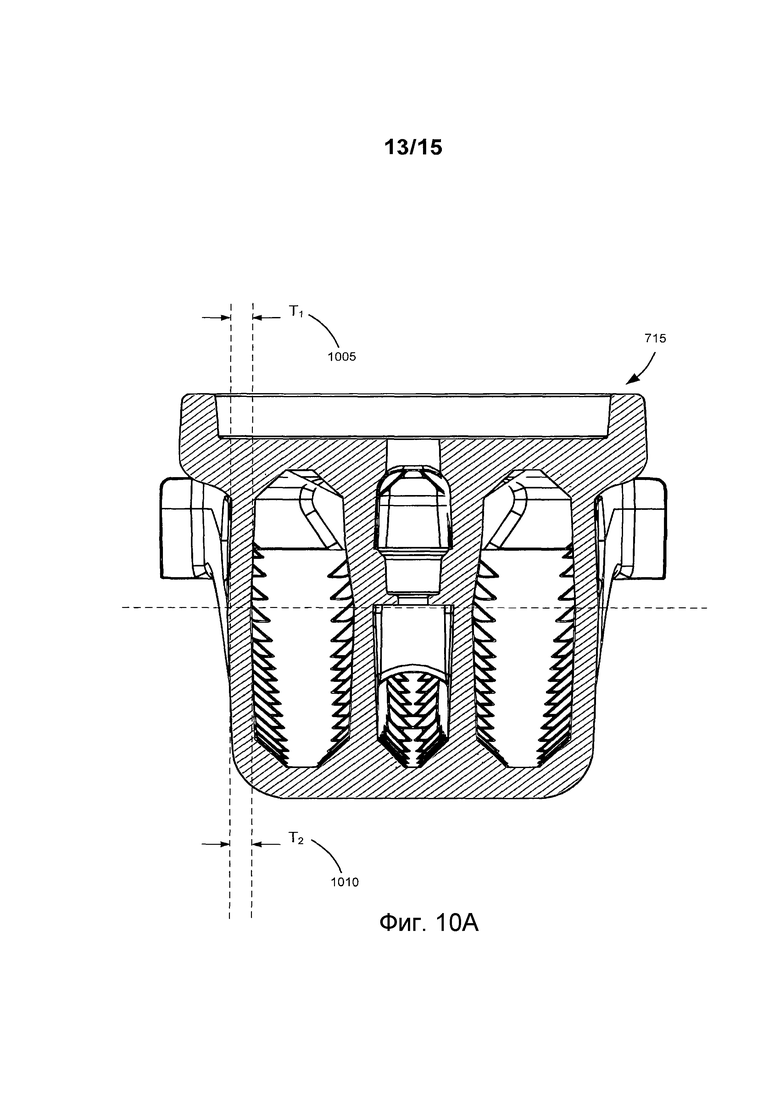
На фиг.10A изображен поперечный разрез надрессорной балки в области тормозного окна.
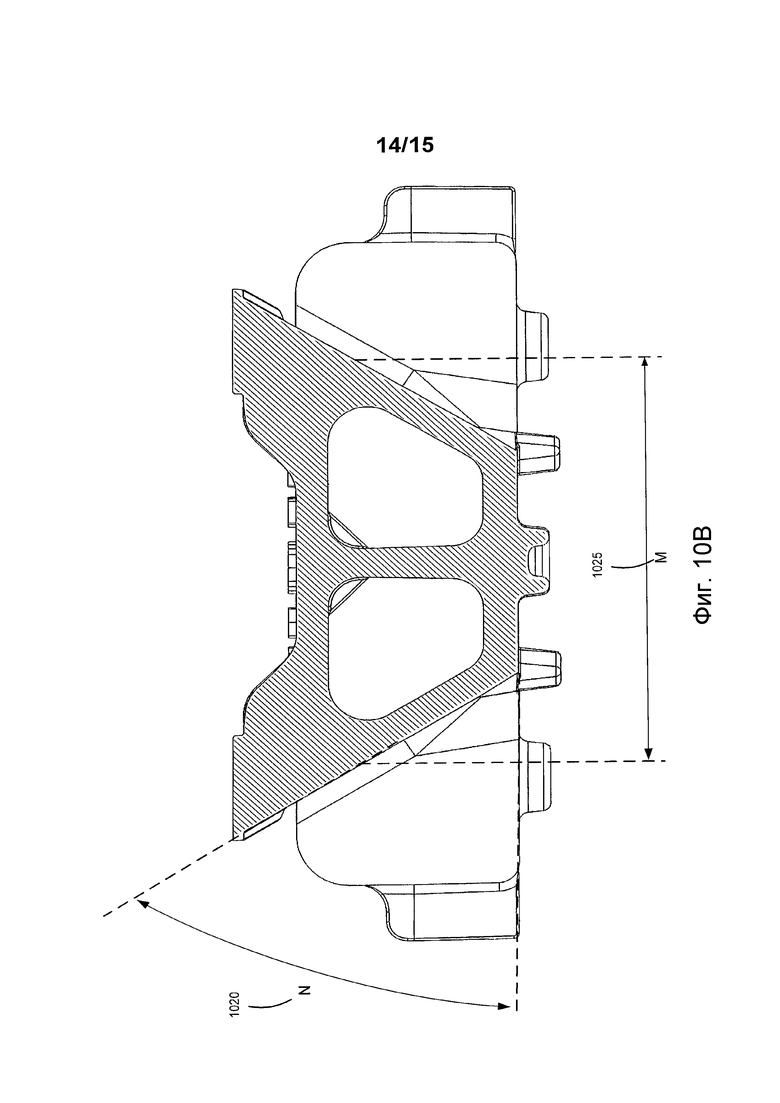
На фиг.10B изображен поперечный разрез фрикционного башмачного кармана надрессорной балки; и
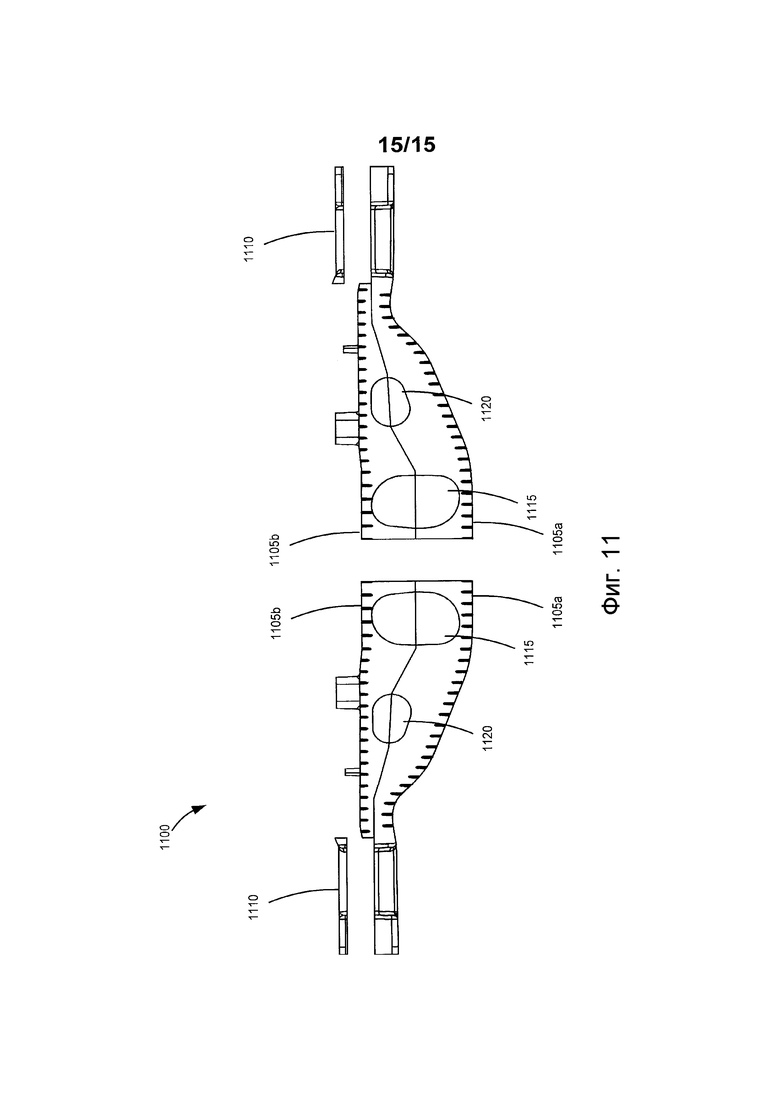
на фиг.11 изображен стержень в сборе, который может быть использован совместно с литейной формой для образования надрессорной балки.
Подробное описание изобретения
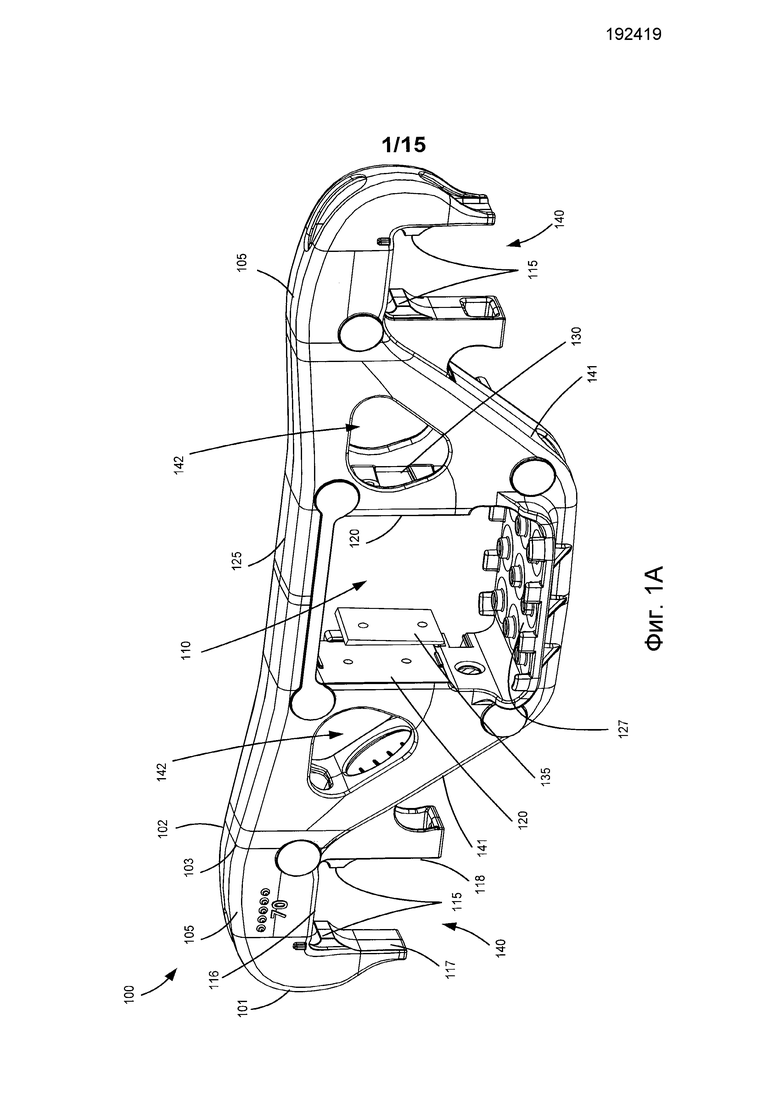
На фиг.1A изображен вид в перспективе рамной боковины 100 тележки железнодорожного вагона. Железнодорожный вагон может соответствовать грузовому вагону, такому как используемые в США для перевозки груза более 220000 фунтов Брутто Вагона. Рамная боковина 100 включает в себя отверстие 110 под надрессорную балку и пару букс 105.
Отверстие 110 под надрессорную балку образовано парой колонн 120 рамной боковины сжимающим элементом 125 и гнездом 127 под пружины. Отверстие 110 под надрессорную балку имеет размеры для принятия секции 705 внешнего конца (фиг.7) надрессорной балки 700 (фиг.7). Группа пружин (не показаны) расположена между секциями 705 внешнего конца надрессорной балки 700 и гнездом 127 под пружины и упруго присоединяет надрессорную балку 700 к рамной боковине 100.
Пара сменных пластин 135 расположена между башмачными карманами 710 секций 705 внешнего конца надрессорной балки 700 и колоннами 120 рамной боковины. Единственная иллюстративная сменная пластина 135 изображена на фиг.1A в отсоединенном состоянии для иллюстрации. Сменные пластины 135 и фрикционные клинья (не показаны) выполняют функцию амортизаторов, которые предотвращают возникновение незатухающих колебаний между рамной боковиной 100 и надрессорной балкой 700. Каждая сменная пластина 135 может быть выполнена из металла. Сменные пластины 135 выполнены с возможностью быть прикрепленными к стороне колонны 120 рамной боковины, которая направлена к надрессорной балке 700 (то есть стороны надрессорной балки колонны 120 рамной боковины). Сменные пластины 135 могут быть прикреплены через крепежные элементы, такие как болт или болт и гайка в сборе, которые обеспечивают удаление сменных пластин 135.
Во время работы производится давление на сменные пластины 135 посредством перемещения надрессорной балки 700 внутри отверстия 110 под надрессорную балку. В известных рамных боковинах колонны 120 рамной боковины стремятся к упругой деформации под этими давлениями клиньев. В результате этого крепежные элементы, прикрепляющие сменные пластины 135 к колоннам 120 рамной боковины, становятся ослабленными. Для того чтобы преодолеть эти проблемы, вариант осуществления рамной боковины 100 заявки включает в себя усилители 205 колонны (фиг.2) в форме ребер 205, расположенные на колоннах 120 рамной боковины.
На фиг.2A и 2B изображена внутренняя поверхность 130 иллюстративной колонны 120 рамной боковины, включающая в себя пару усилителей 205 колонны. Усилители 205 колонны расположены на внутренней поверхности колонны 120 рамной боковины и простираются между сторонами рамной боковины 100. Например, усилители 205 колонны простираются между частями 102 и 103 нижней и верхней половин литейной формы рамной боковины 100. Усилители 205 колонны могут быть центрированы внутри отверстий 210, образованных в колоннах 120 рамной боковины для описанных выше крепежных элементов. Толщина T 203 колонн 120 рамной боковины в области усилителей 205 колонны может быть около 28,575 мм (1,125”) по сравнению с толщиной 15,875 мм (0,625”), используемой в известных колоннах рамной боковины, которые не включают в себя усилители колонны. Усилители 205 колонны обеспечивают увеличенную опору для колонн 120 рамной боковины для предотвращения деформации колонн 120 рамной боковины под давлениями, описанными выше. Более того, усилители 205 колонны увеличивают длину, на которую крепежные элементы затягиваются. Иначе говоря, затянутая часть крепежного элемента длиннее, чем у известных рамных боковин. Это позволяет крепежному элементу иметь более длинное растяжение во время прикрепления, создавая более высокую зажимающую силу, продлевая усталостную долговечность болтового соединения.
Обратимся опять к фиг.1A, на которой видно, что каждая букса 105 образует челюсть 140 буксы, в которую устанавливается колесо в сборе от колесной пары тележки. В частности, каждая челюсть 140 буксы включает в себя крышу 116 буксы, наружную вертикальную челюсть 117, внутреннюю вертикальную челюсть 118 и внутреннюю и наружную поверхности 115 соприкосновения, известные как упорные выступы, которые находятся в непосредственном соприкосновении со стыкующимися поверхностями адаптера и колес в сборе. Поверхности соприкосновения 115 определяют выравнивание колес в сборе в челюстях 140 буксы. Для обеспечения правильного выравнивания поверхности 115 соприкосновения зачищаются во время процесса чистовой обработки для удаления недостатков, оставленных процессом литья.
На фиг.3 изображена иллюстративная челюсть 140 буксы рамной боковины 100 после того, как рамная боковина была удалена из литейной формы 500 (фиг.5A), но перед чистовой обработкой. В этом состоянии поверхности 115 соприкосновения не являются плоскими. Наоборот, поверхности 115 соприкосновения скошены на величину D 305 угла литейного уклона, которая соответствует углу литейного уклона литейной формы для изготовления рамной боковины 100, как описано ниже. Угол D 305 литейного уклона может быть около 1° или меньше, что меньше, чем углы литейного уклона известных литых рамных боковин, которые могут быть 3° или более. В одном варианте осуществления угол литейного уклона составляет около 3/4°. Другие части также могут иметь меньшие углы литейного уклона. Например, крыша 116 буксы может иметь угол литейного уклона меньше чем около 3/4°. Углы литейного уклона челюстей 117 и 118 могут быть меньше чем около 3/4°. Чем меньше угол литейного уклона, тем меньше требуется чистовой обработки для образования плоской поверхности. Соответственно, поверхности 115 соприкосновения рамной боковины 100 требуют меньше времени на чистовую обработку, чем у известных литых рамных боковин, так как в области буксы отсутствуют стержневые швы.
На фиг.4 изображены иллюстративные операции по изготовлению описанной выше рамной боковины 100. Операции будут лучше всего поняты со ссылкой на фиг.5 и 6.
В блоке 400 может быть образована литейная форма 500 для изготовления рамной боковины 100. Как видно на фиг.5A, литейная форма 500 может включать в себя часть 505 нижней половины литейной формы и часть 510 верхней половины литейной формы. Часть 505 нижней половины литейной формы 500 включает в себя полость, образованную в форме стороны 102 нижней половины литейной формы рамной боковины 100. Часть 510 верхней половины литейной формы включает в себя полость, образованную в форме стороны 103 верхней половины литейной формы рамной боковины 100.
Соответствующие части могут быть образованы посредством, во-первых, предусмотрения первой и второй литейных моделей (не показаны), которые образуют наружный периметр стороны 102 нижней половины литейной формы и стороны 103 верхней половины литейной формы, соответственно, рамной боковины 100. Литейные модели могут частично образовывать один или более питателей 540 для распределения расплавленного материала внутри литейной формы 500. Один или более питателей 540 преимущественно расположены в центральной области литейной формы 500, результатом чего является равномерное распределение расплавленного материала на всем протяжении литейной формы 500. Например, питатели 540 могут быть расположены в области литейной формы 500, которая образует отверстие 110 под надрессорную балку рамной боковины 100.
Литейные модели (не показаны) также образуют часть 520 челюсти буксы, которая образует челюсть 140 буксы рамной боковины 100. В известных способах образования литейные модели не образуют подробности челюсти 140 буксы. Вместо этого стержень, имеющий общую форму внутренней области челюсти 140 буксы, вставляется в литейную форму перед литьем. Стержни стремятся перемещаться во время процесса литья, что приводит к неточным размерам, большим стержневым швам, которые должны быть удалены.
Упомянутая выше литейная модель и группа стояков 535 затем могут быть вставлены в соответствующие опоки 525 и 526 для удерживания материала 527 литейной формы. Стояки 535 могут быть вставлены в часть 510 верхней половины литейной формы. Стояки 535 соответствуют пустотелым цилиндрическим структурам, в которые наполняется расплавленный материал во время операций литья. Стояки 535 расположены у областей литейной формы, которые соответствуют более толстым областям рамной боковины, которые охлаждаются медленнее, чем другие области рамной боковины. Стояки 535 выполняют функцию резервуаров расплавленного материала, которые компенсируют сжатие, которое происходит в расплавленном материале по мере охлаждения расплавленного материала, и, таким образом, предотвращают сжатие или образование горячих трещин литой рамной боковины в более толстых областях, которые могли бы случиться иначе. Иллюстративные стояки 550 для рамной боковины 100 изображены на фиг.5B.
В известных операциях литья точные положения, требующие аккуратного питания, обычно не известны. Следовательно, используются относительно большие стояки (например, 6 дюймов или более), которые покрывают более крупные области. Наоборот, в описанных вариантах осуществления точные положения, требующие аккуратного питания, были определены через различные аналитические технологии, как описано ниже. В результате этого могут быть использованы стояки 435, которые значительно меньше в диаметре (например, около 4 дюймов или меньше), что улучшает производительность литья. Высоты стояка могут быть между около 4 и 6 дюймов. В одном варианте осуществления менее чем 10% общего веса литейного материала, заливаемого в литейную форму, остается в стояках. Это ведет к более эффективному использованию литейного материала.
Опоки 525 и 527 в целом выполнены с размерами для следования форме литейной модели, что отличается от опок, используемых в известных операциях литья. Эти опоки в целом выполнены с размерами для вмещения наибольшего отлитого предмета в операции литья. Например, в известных операциях литья опока может быть выполнена с размерами для вмещения надрессорной балки или даже еще более крупного предмета. Наоборот, как показано на фиг.5A, опоки 525 и 527 согласно описанным вариантам осуществления имеют форму, которая следует общей форме отливаемого предмета. Например, опоки 525 и 526 на фиг.5A имеют общую форму рамной боковины 100. Максимальное расстояние L 530 между углом соответствующих опок 525 и 527 и ближайшей частью литейной модели до края опоки может быть меньше, чем 2 дюйма. Такие опоки 525 и 527 сводят к минимуму количество песка литейной формы, необходимого для образования литейной формы 500. Например, отношение песка литейной формы к расплавленному материалу, заливаемому в литейную форму в последующих операциях, может быть меньше, чем 5:1. Это является важным соображением при условии, что литейная форма 500 может быть использована только один раз при литье.
Материал 527 литейной формы затем пакуется в опоку 525 и над литейной моделью и вокруг нее до тех пор, пока опоки 525 не будут заполнены. Затем материал 527 литейной формы разравнивается или выравнивается с опокой и затем отверждается для затвердевания материала 527 литейной формы. Литейные модели удаляются, когда материал 527 литейной формы затвердел.
Материал 527 литейной формы может соответствовать химическому или смоляному связующему материалу, такому как фенольный уретан, в отличие от продуктов сырой формовочной смеси, используемых в известных операциях литья. Продукт химического связующего материала позволяет образовывать литейные формы с более высокой точностью и более мелкими подробностями.
Для способствования удалению литейных моделей (не показаны) стороны соответствующих полостей в частях нижней и верхней половин литейной формы литейной формы 500 образованы с углом D 515 литейного уклона 1°, 3/4° или даже меньше для предотвращения повреждения литейной формы 500 при удалении литейной модели. Угол литейного уклона литейной формы образует соответствующий угол D 305 литейного уклона вдоль сторон рамной боковины 100. Угол литейного уклона, образованный на большинстве поверхностей рамной боковины 100, может не оказывать большого влияния. Тем не менее, в некоторых областях, таких как поверхности 115 соприкосновения челюстей буксы 140, углы литейного уклона более чем 1° могут быть недопустимы. Химический или смоляной связующий материал, такой как фенольный уретан, способствует образованию сторон с углами литейного уклона 1° или менее по сравнению с продуктами сырой формовочной смеси, для которых требуются углы литейного уклона 3° или более для предотвращения повреждения литейной формы. В челюстях буксы 140 продукты сырой формовочной смеси требуют дополнительных стержней для создания этих признаков для поддерживания требований плоскостности. Эти стержни создают большие швы и размерные различия среди отливок.
В блоке 405 образуется стержень 545 в сборе, который образует внутреннюю область рамной боковины 100. Как видно на фиг.6, стержень 545 в сборе может включать в себя одну или более частей. Например, стержень 545 в сборе может включать в себя пару стержней 605 буксы и окна, стержень 610 надрессорной балки, стержень 615 гнезда под пружину, стержень 620 нижнего элемента натяжения и пару стержней 625 внутренней челюсти. Каждый стержень 605 буксы образует внутреннюю часть буксы рамной боковины от конца 101 (фиг.1A) рамной боковины до внутреннего конца колонны 120 рамной боковины (фиг.1A). Стержень 605 буксы может образовывать один или более стержневых отпечатков, которые образуют отверстия в литой рамной боковине. Например, первый набор стержневых отпечатков 630 может образовывать отверстия у концов буксы, которые соответствуют концам рамной боковины. Второй стержневой отпечаток 632 может образовывать отверстия в диагональных элементах 141 натяжения (фиг.1A) рамной боковины. Третий стержневой отпечаток 634 может образовывать окна 142 под колонну (фиг.1A) в рамной боковине.
Например, может быть литейная форма, которая включает в себя часть верхней и нижней половины литейной формы, которая образует данный стержень. Песок литейной формы может быть введен в стержневой ящик и отвержден. Затем стержневой ящик удаляется для открывания отвержденного стержня. Соответствующие стержни могут быть образованы отдельно, объединенно или в некоторой их комбинации. Соответствующие стержни могут быть образованы как две части. Например, каждый стержень (то есть стержень буксы, стержень надрессорной балки и так далее) может включать в себя часть верхней половины литейной формы и часть нижней половины литейной формы, образованные отдельно в отдельных стержневых ящиках (то есть в верхней литейной форме и нижней литейной форме). После затвердевания образованные части могут быть соединены. Например, части верхней и нижней половины литейной формы данного стержня могут быть склеены вместе для образования стержня.
В блоке 410 стержень 545 в сборе вставляется в литейную форму, и рамная боковина 100 отливается. Например, стержень 545 в сборе может быть вставлен в часть 505 нижней половины литейной формы 500. Часть 510 верхней половины литейной формы может быть помещена над частью 505 нижней половины литейной формы и прикреплена к части 505 нижней половины литейной формы посредством зажимов, полос и тому подобного. В этом отношении установочные признаки могут быть образованы в части 505 нижней половины литейной формы и в части 510 верхней половины литейной формы для обеспечения точного выравнивания соответствующих частей.
После прикрепления соответствующих частей расплавленный материал, такой как расплавленная сталь, заливается в литейную форму 500 через отверстие в части 510 верхней половины литейной формы. Затем расплавленный материал течет через литниковую систему 540 и по всему протяжению литейной формы 500 в пространстве между литейной формой 500 и стержнем 545 в сборе.
В блоке 415 литейная форма 500 удаляется из рамной боковины 100, и рамная боковина 100 подвергается чистовой обработке. Например, поверхности 115 соприкосновения подвергаются механообработке для удаления частей остаточного угла D 305 литейного уклона, образованного в результате угла D 515 литейного уклона литейной формы. Может быть удален другой материал. Например, удаляется материал стояка, образованный в стояках 535. В некоторых осуществлениях литейная форма 500 выполнена так, что образован клин или углубление в материале стояка сразу за стороной рамной боковины 100. Клин или углубление обеспечивают отбивание материала стояка в отличие от отнимающей больше времени газопламенной резки, используемой в известных операциях литья.
Как показано посредством разных операций, рамные боковины 100 могут быть изготовлены с минимумом затрат материала и времени. Например, конфигурации опоки сводят к минимуму количество литейного материала, требуемое для образования литейной формы 500. Меньшие стояки приводят к удалению меньшего количества материала (то есть затвердевшей стали) во время чистовой обработки. Точность литейной формы позволяет, например, изготавливать челюсти буксы с точными размерами. Эти улучшения приводят к удалению менее чем 10% материала во время чистовой обработки.
В дополнение к этим преимуществам осуществляются другие преимущества. Например, как замечено выше, опоки 525 и 526 не требуются при литье рамной боковины 100. Следовательно, опоки 525 и 526 могут быть использованы для образования новых литейных форм, пока данная рамная боковина 100 отливается.
Как замечено выше, различные аналитические технологии могут быть использованы для точного определения различных размеров. Для достижения более узких допусков, чем достигаемые обычно для формовки сырой формовочной смеси, или химического или смоляного связующего материала, такого как фенольный уретан, используется повторяющийся процесс литья и трехмерное сканирование для измерения критических размеров и изменчивости. Этот подход может быть использован на всем протяжении изготовления стержневых ящиков, литейных моделей, изготовления стержней, изготовления верхней и нижней частей литейной формы и отливки окончательной детали. Посредством аккуратного измерения каждого этапа процесса точные скорости сжатия известны во всех трех направлениях (то есть вертикальном, продольном, поперечном), а также насколько хорошо разрушаются стержни и литейные формы во время отверждения.
В одном осуществлении сканирование может быть осуществлено с помощью сканера трехмерного облака точек, такого как Z Scanner, Faro Laser Scanner, или подобного устройства. Информация о трехмерном облаке точек может быть анализирована в программном обеспечении, таком как Geomagic®, Cam2® и Solidworks®, для измерения и сравнения технологической оснастки, стержней и окончательных деталей. Эти сравнения могут быть использованы для вычисления действительного сжатия отливки, которое обычно выражается как процентное отношение. Например, обычный допуск сжатия изготовителя литейной модели для литья углеродистой стали может быть около 1,56%. Этот обычный допуск сжатия не является точным и изменяется в зависимости от сложности отливаемой формы. В некоторых случаях допуск сжатия может быть не более 2%. Для больших отливок, таких как рамная боковина или надрессорная балка, этот диапазон допуска сжатия может создать различия отливок до 12,7 мм (0,5”) и, следовательно, выйти за пределы допуска. В описанных вариантах осуществления действительные скорости сжатия в вертикальном, продольном и поперечном направлениях были определены с использованием этого процесса и отражены в размерах технологической оснастки.
В дополнение к вычислению сжатия отливки по мере ее охлаждения важно понимать, как стержни и литейная форма разрушаются во время отверждения. Управление разрушаемостью стержней и литейной формы может управлять достигаемыми диапазонами допусков. Это может быть достигнуто посредством комбинирования материалов литейной формы и геометрии стержней и литейной формы. Для критических размеров рамной боковины, таких как расстояние A 170 между колоннами (фиг.1B), расстояние B 175 между буксами (фиг.1B) и расстояние C 270 между болтами сменных пластин колонны (фиг.2A), облегчающие отверстия 550 (фиг.5A), образованные в стержнях и литейной форме, могут быть использованы для управления сжатием отливки. Посредством создания букс в литейной форме, а не наружных стержней, достигаются допуски ±0,965 мм (±0,038”) между центрами букс, как показано. Посредством добавления пары симметричных облегчающих отверстий 550 стержня в стержне 610 отверстия надрессорной балки (фиг.6), центрированных на расстоянии около 259,24 мм (10,6”) над пружинным гнездом, и около 50,8 мм (2”) от лицевых поверхностей колонны, были достигнуты колонны в интервале ±0,965 мм (±0,038”). То есть размеры A 170 и B 175 могут быть ограничены диапазоном ±0,965 мм (±0,038”), так что граница ошибки в этих размерах составляет ±0,965 мм (±0,038”). К тому же расстояние C 270 между отверстиями под болт (фиг.2A) может быть однородным для всех деталей и позволяет изготавливать детали в диапазоне ±0,508 мм (±0,020”) друг от друга между отверстиями 210 под болт в колонне. То есть размер C 270 может быть ограничен диапазоном ±0,508 мм (±0,020”). Эта точность расположения отверстия 210 способствует использованию меньших стержней для создания отверстий 210 на 1,27 мм (0,050”) больше, чем крепежные элементы, для более плотной посадки болтового соединения.
В дополнение к определению достигаемого диапазона расхождения изготовления литейных форм и стержней для вычисления сжатия и разрушения могут быть уменьшены размеры стержневого отпечатка. Уменьшение зазора между границей раздела между стержневым отпечатком в литейной форме и выступом стержня уменьшает перемещение стержня во время заливки. Меньшее перемещение стержня создает более аккуратные толщины стенок и допуски детали. В дополнение к точности допусков литейной формы и технологической оснастки было управляемое количество износа литейной формы для сведения к минимуму изменения размеров стержневого отпечатка. Зазор, использованный в этом процессе, был 0,762 мм (0,030”), тогда как литейная форма была на 0,762 мм (0,030”) больше, чем вставной выступ, созданный в стержне, как показано размером F 561, который показан на поперечном разрезе, взятом вдоль сечения 555 (фиг.5A). То есть пространство F 561 между краем стержневого отпечатка 630 и частью литейной формы, ближайшей к стержневому отпечатку 630, составляет около 0,762 мм (0,030”). Это переводится в достигаемый допуск E 560 толщины стенки на окончательный ±0,508 мм (±0,020”). То есть толщина E 560 стенки может быть ограничена ±0,508 мм (±0,020”).
Другим преимуществом этих операций является то, что шероховатость поверхности литой рамной боковины является более гладкой, чем в известных операциях литья. Чем более гладкой является поверхность, тем больше усталостная долговечность детали. Упомянутые выше операции способствуют изготовлению рамных боковин с шероховатостью поверхности менее чем среднеквадратично около 19,05 мкм (750 микродюймов) и с шероховатостью поверхности буксы менее чем среднеквадратично около 12,7 мкм (500 микродюймов).
На фиг.7 изображена иллюстративная надрессорная балка 700, которая может быть использована в комбинации с рамной боковиной 100 в качестве части тележки для железнодорожного вагона. Надрессорная балка 700 включает в себя основную корпусную секцию 715 и первую и вторую секции 705 внешнего конца. Основная корпусная секция 715 образует чашечную секцию 707, на которую опирается железнодорожный вагон. Пара отверстий 725 окна под тормоз и облегчающие окна 720 образованы на продольной стороне надрессорной балки 700. Отверстия 725 окна под тормоз и облегчающие окна 720 выполнены с возможностью быть, по существу, центрированными с разделительной линией, которая разделяет части нижней и верхней половин литейной формы для образования надрессорной балки, как описано ниже. Первая и вторая секции 705 внешнего конца выполнены с возможностью быть присоединенными к паре рамных боковин 100. В частности, каждая секция 705 внешнего конца расположена внутри отверстия 110 под надрессорную балку рамной боковины 100 и образует пару боковых опорных подушек 706, которые расположены под опорной поверхностью железнодорожного вагона. Группа пружин расположена внутри отверстия 110 под надрессорную балку под секциями 705 внешнего конца.
Каждая секция 705 внешнего конца включает в себя пару карманов 710 под фрикционный башмак. Поверхности соответствующих башмачных карманов 710 известны как критическая область надрессорной балки 700 с точки зрения чистовой обработки, поскольку башмачные карманы 705 выполнены с возможностью упираться в сменные пластины 135 и взаимодействовать со сменными пластинами 135 для того, чтобы выполнять функцию амортизаторов, как описано выше. Имеются клинья, которые собраны на башмачных карманах, и клинья трутся о направляющие сменные пластины колонны.
Как описано выше, основная корпусная секция 715 надрессорной балки 700 образует пару отверстий 725 окна под тормоз, выполненных с возможностью обеспечения использования тормозного оборудования. Эти окна также выполняют функцию стержневых отпечатков для поддерживания стержня основного корпуса в литейной форме.
Надрессорная балка 700 может быть образована таким же образом, как рамная боковина 100. Например, верхняя и нижняя секции литейной формы могут быть образованы из литейного материала, такого как химический или смоляной связующий материал, такой как фенольный уретан. Литейные модели, которые образуют наружную часть соответствующих верхней и нижней секций надрессорной балки 700, могут быть использованы для образования соответствующих полостей в верхней и нижней секциях литейной формы. Углы литейного уклона сторон литейных моделей могут быть 1° или меньше. Как и в рамной боковине, опоки для образования литейной формы могут быть выполнены с размерами для следования форме литейной модели, которая образует надрессорную балку. Опока, выполненная таким образом, сводит к минимуму количество материала литейной формы, нужное для литья надрессорной балки. Например, в некоторых вариантах осуществления отношение песка литейной формы к расплавленному материалу, заливаемому в литейную форму в последующих операциях, может быть меньше, чем 3:1. Это является важным соображением при условии, что литейная форма может быть использована только один раз при литье.
Стояки 805 (фиг.8) могут быть расположены в стратегических положениях и оптимизированы в размерах для обеспечения оптимального количества подаваемого материала во время отверждения для предотвращения образования пустот сжатия и горячих трещин в критических областях надрессорной балки 700. Один или более питателей 810 для распределения расплавленного материала на всем протяжении литейной формы могут быть образованы в литейной форме в области литейной формы, которая простирается вдоль продольной стороны надрессорной балки 700. Например, питатели 810 с однородной длиной могут быть образованы в области литейной формы для образования тормозных окон 720 и внутренней части внутренних направляющих реек 708 надрессорной балки 700, как показано. Питатели 810 преимущественно расположены в центральной области литейной формы, что приводит к равномерному распределению расплавленного материала на всем протяжении надрессорной балки 700 во время литья. Наоборот, в известных операциях литья надрессорной балки расплавленный материал заливается в литейную форму надрессорной балки в области 701 наружного конца. Это приводит к неравномерному охлаждению материала вдоль продольной плоскости надрессорной балки. Например, если расплавленный материал заливается в литейную форму надрессорной балки у первого конца 701 литейной формы надрессорной балки, металл у противоположного конца литейной формы надрессорной балки будет охлажден быстрее, чем металл у первого конца 70. Опоки, в которых образованы части нижней и верхней половин литейной формы, могут быть удалены, когда соответствующие части отвердятся.
На фиг.9A изображены иллюстративные закрытые верхняя 903 и нижняя 902 части литейной формы надрессорной балки 900. Как показано, разделительная линия 905, которая разделяет соответствующие части, не следует прямой линии, параллельной краям верхней 903 и нижней 902 частей, как в случае известных литейных форм надрессорной балки, как показано штриховой линией 901 на фиг.9A. На фиг.9B изображено отношение между разделительной линией 905 и надрессорной балкой 700, отлитой в литейной форме 900 надрессорной балки. В секции основного корпуса 715 литейной формы разделительная линия 905 в целом центрирована между частями литейной формы, которые образуют отверстия окна 720 под тормоз. Разделительная линия 905 в целом следует пути, который центрирован внутри верхней и нижней частей надрессорной балки 700. Тем не менее, у башмачных карманов 710 концевых секций 705 разделительная линия 905 выполнена так, что башмачные карманы 705, по существу, образованы внутри нижней секции литейной формы. Иначе говоря, разделительная линия 905 не проходит через башмачные карманы 710.
В известных операциях литья вся разделительная линия образует плоскость, которая прорезается через надрессорную балку. Например, разделительная линия может простираться между концевыми секциями и может быть центрирована в концевых секциях так, чтобы разделительная линия разрезала башмачные карманы и проходила через верхние части тормозных окон. В сырой формовочной смеси создаются карманы со стержнями, так как операция не может создать такую форму.
Выполнение разделительной линии согласно описанным вариантам осуществления имеет несколько преимуществ над известными устройствами разделительной линии. Например, верхняя и нижняя части соответствующих тормозных окон известны как области высокого напряжения. Расположение разделительной линии рядом с такими положениями, как в случае известных конфигураций, делают надрессорную балку более подверженной высоким напряжениям. Наоборот, в описанных вариантах осуществления разделительная линия 905 расположена в середине отверстий окна под тормоз 720, где напряжение ниже. Разделительная линия литейной формы также находится в таком же положении, как разделительная линия стержней. Это обеспечивает одинаковые толщины стенки боковых стенок, посредством этого способствуя равномерному охлаждению отливки.
Никакой чистовой обработки башмачных карманов 710 не требуется, так как разделительная линия не проходит через башмачные карманы 710. В известных устройствах разделительной линии разделительная линия может быть прямой линией, которая рассекает надрессорную балку и проходит через среднюю область башмачных карманов. Это может потребовать чистовую обработку стержневых швов, окружающих башмачные карманы. Тем не менее, описанная разделительная линия выполнена с возможностью находиться над башмачными карманами 710. То есть башмачные карманы 710 образованы полностью либо в части верхней половины литейной формы, либо в части нижней половины литейной формы. Как замечено ранее, башмачные карманы 710 являются более критичной областью надрессорной балки 700. Следовательно, исключение операции чистовой обработки является преимущественным.
Толщина поперечного сечения надрессорной балки более симметрична вокруг разделительной линии 905. Как замечено выше, литейные модели используются для образования полостей в частях нижней и верхней половин литейной формы. Литейные модели образованы с углами литейного уклона для обеспечения удаления литейных моделей из литейной формы. Стержневые ящики используются для создания стержней, образующих внутреннюю часть надрессорной балки. Две половины стержневого ящика встречаются у разделительной лини, от которой также простираются углы литейного уклона для обеспечения удаления стержня. Там, где разделительные линии стержня и разделительные линии литейной формы не совпадают, образуются неодинаковые толщины стенки. Расположение разделительной линии ближе к верхней части надрессорной балки, как в случае известных конфигураций разделительной линии, приводит к неодинаковой толщине в поперечном сечении надрессорной балки. Неодинаковая толщина приводит к использованию избыточного материала при литье надрессорной балки. Эта неоднородная толщина также препятствует однородному охлаждению и может допустить присутствие сжатия и пустот. Для предотвращения возникновения сжатия и пустот должны быть использованы большие стояки для питания критических секций. Наоборот, позиционирование разделительной линии 905, как описано, обеспечивает образование надрессорной балки 700 с симметричной толщиной боковой стенки вокруг разделительной линии 905, как показано толщинами T1 1005 и T2 1010 на фиг.10A. Это, в свою очередь, сводит к минимуму количество материала, необходимое при литье надрессорной балки 700, и обеспечивает одинаковое охлаждение на всем протяжении литья. В некоторых осуществлениях менее 15% литейного материала удаляется из литой надрессорной балки для образования готовой надрессорной балки. Одинаковая скорость охлаждения на всем протяжении литья обеспечивает, по существу, использование меньших стояков.
Другим преимуществом описанной конфигурации разделительной линии 905 является то, что она обеспечивает легкое выравнивание частей нижней и верхней половин литейной формы. В известных операциях образования литейной формы установочные признаки, такие как шпильки и отверстия, расположены в нижней и верхней частях опоки для выравнивания двух частей. Любое количество неправильного выравнивания в установочных признаках приводит к неправильному выравниванию между частями нижней половины литейной формы и частями верхней половины литейной формы надрессорной балки. Описанная разделительная линия 405, тем не менее, выровнена посредством геометрии разделительной линии 405, и часть нижней половины литейной формы и часть верхней половины литейной формы, по существу, зацепляются друг с другом таким образом, что две части самовыравниваются. В результате этого шпильки и втулки, известные в данной области техники, не являются необходимыми для сохранения выравнивания частей нижней и верхней половин литейной формы.
После образования частей нижней и верхней половин литейной формы образуются один или более стержней 1100, которые образуют внутреннюю часть надрессорной балки 700. Как видно на фиг.11, стержни 1100 могут быть образованы, как описано выше в блоке 405. Стержни 1100 могут включать в себя часть нижней половины литейной формы и часть верхней половины литейной формы, которые вместе образуют внутреннюю часть, по существу, всей внутренней части надрессорной балки 700. Например, один или более стержней 1105 основного корпуса могут включать в себя часть 1105a нижней половины литейной формы и часть 1105b верхней половины литейной формы, которые вместе образуют всю внутреннюю область надрессорной балки 700. В других осуществлениях каждый из стержней 1105a и 1105b основного корпуса может образовывать соответствующую половину всей внутренней области от центра надрессорной балки (то есть центральные поперечные плоскости, которые рассекают надрессорную балку) к внутренним направляющим рейкам 709 (фиг.7), расположенным у секций 705 внешнего конца надрессорной балки 700. Стержни 1105a и 1105b основного корпуса могут частично образовывать внутреннюю область между внутренними направляющими рейками 709 и концами надрессорной балки 700. Каждый из стержней 1105a и 1105b основного корпуса может образовывать первый и второй стержневые отпечатки 1120 и 1115. Отдельные концевые стержни 1110 могут образовывать внутреннюю область у секций 705 внешнего конца надрессорной балки 700, которая не образована стержнями 1105a и 1105b основного корпуса. Концевые стержни 1110 могут быть образованы независимо от стержней 1105a и 1105b основного корпуса. Концевые стержни 1110 могут быть прикреплены к стержням 1105a и 1105b основного корпуса в последующих операциях, например, посредством клея.
Технологии, описанные выше относительно рамной боковины для ограничения допуска различных размеров, могут быть применены к надрессорной балке. Для критических размеров надрессорной балки, таких как углы N 1020 башмачного кармана (фиг.10B), ширины M 1025 башмачного кармана (фиг.10B) и расстояние G 750 между внутренней и наружной направляющими рейками (фиг.9B), подобные подходы могут быть использованы для аккуратного измерения действительного количества разрушения стержней и литейных форм. Посредством учета этого количества в технологической оснастке на окончательной детали были достигнуты углы N 1020 башмачного кармана с допуском ±0,5° и ширины M 1025 башмачного кармана с допуском ±1,6 мм (±0,063”). К тому же внутренняя и наружная направляющие рейки 708 и 709 (фиг.9B) могут быть созданы в литейных формах надрессорной балки, посредством этого ограничивая расстояние G 750 между ними допуском ±1,6 мм (±0,063”).
Расстояние H 950 (фиг.9C) между соответствующими стержневыми отпечатками стержней для изготовления надрессорной балки и теми частями частей верхней и нижней половины литейной формы, которые являются наиболее близкими к поверхности стержневых отпечатков, могут быть заданы около 0,762 мм (0,030”).
Другим преимуществом этих операций является то, что шероховатость поверхности литой надрессорной балки является более гладкой, чем в известных операциях литья. Чем более гладкой является поверхность, тем больше усталостная долговечность детали. Упомянутые выше операции способствуют изготовлению надрессорных балок с шероховатостью поверхности менее чем среднеквадратично около 19,05 мкм (750 микродюймов) и с башмачными карманами с шероховатостью поверхности менее чем среднеквадратично около 12,7 мкм (500 микродюймов).
Несмотря на то, что были описаны различные варианты осуществления изобретения, специалистам в данной области техники будет понятно, что возможно выполнить гораздо больше вариантов осуществления и осуществлений, которые лежат в объеме формулы изобретения. Различные размеры, описанные выше, являются только иллюстративными и могут быть изменены по мере надобности. Соответственно, специалистам в данной области техники будет понятно, что возможно выполнить гораздо больше вариантов осуществления и осуществлений, которые лежат в объеме формулы изобретения. Следовательно, описанные варианты осуществления предусмотрены только для помощи в понимании формулы изобретения и не ограничивают объем формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2638715C2 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2620839C2 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2621515C2 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2728371C2 |
| ФОРМОВАНИЕ ПРЕСС-ФОРМЫ ДЛЯ СТАЛЬНОГО ЛИТЬЯ | 2014 |
|
RU2583202C2 |
| КОНСТРУКЦИЯ ЦЕНТРАЛЬНОГО СТЕРЖНЯ БОКОВОЙ РАМЫ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2017 |
|
RU2719219C1 |
| ТЕЛЕЖКА ДВУХОСНАЯ ТРЕХЭЛЕМЕНТНАЯ ГРУЗОВЫХ ВАГОНОВ ЖЕЛЕЗНЫХ ДОРОГ И СПОСОБ ПОСТРОЕНИЯ ТИПОРАЗМЕРНОГО РЯДА ТЕЛЕЖЕК | 2015 |
|
RU2608205C2 |
| ДВУХОСНАЯ ТЕЛЕЖКА ГРУЗОВОГО ВАГОНА | 2002 |
|
RU2246416C2 |
| БОКОВАЯ РАМА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ И СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВОЙ РАМЫ | 2017 |
|
RU2718205C1 |
| СПОСОБ СНИЖЕНИЯ ИЗНОСА СИСТЕМЫ КОЛЕСО-РЕЛЬС И КОНСТРУКЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2449910C2 |
Изобретение относится к литейному производству, в частности к изготовлению надрессорной балки железнодорожного вагона. Способ включает размещение литейных моделей в нижней и верхней опоках, заполнение опок формовочным материалом, отверждение материала, удаление моделей из полученных нижней и верхней половин формы. Разделительная линия полуформ центрирована между частями форм, которые образуют отверстия окна под тормоз, а башмачные карманы образованы в нижней половине формы. Устанавливают стержни и заливают в форму расплавленный металл. Удаляют излишек материала с отливки менее 15%. В полученной отливке граница ошибки ширины между парой башмачных карманов составляет ±0,063 дюйма, шероховатость менее среднеквадратичного 750 микродюймов. Обеспечивается повышение точности и чистоты поверхности отливок. 3 н. и 12 з.п. ф-лы, 17 ил.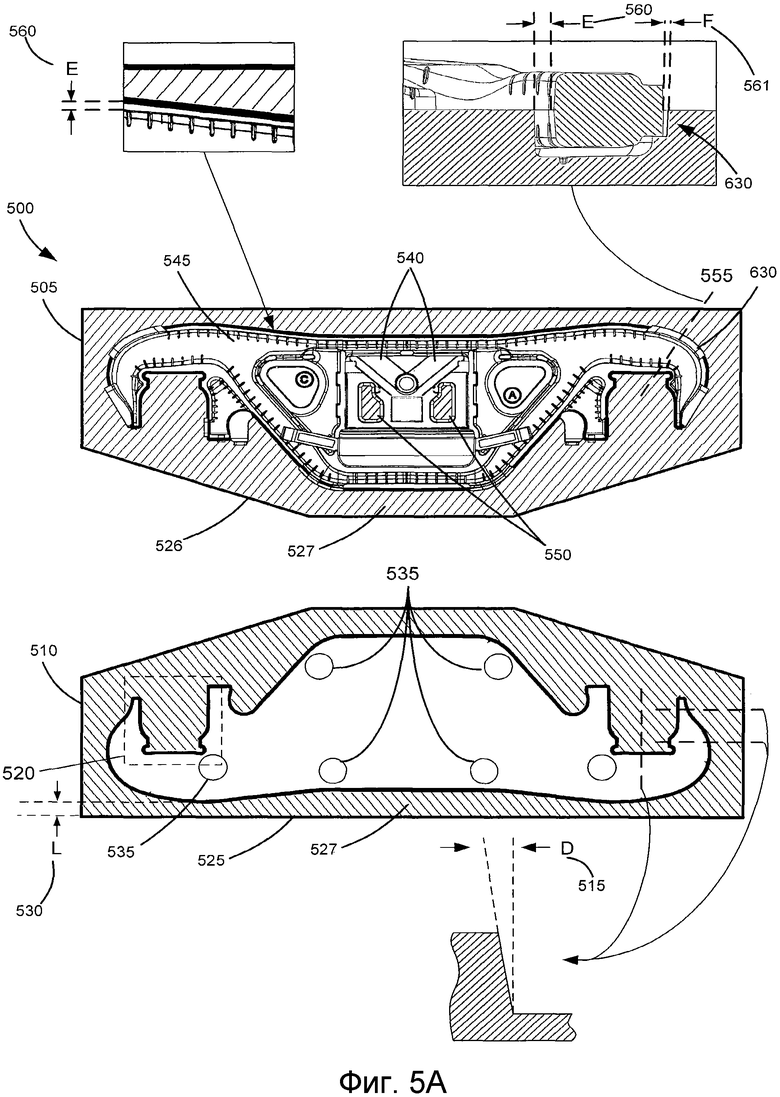
1. Способ изготовления надрессорной балки железнодорожного вагона, который содержит пару башмачных карманов у соответствующих концов, выполненных с возможностью введения в отверстия надрессорной балки соответствующих рамных боковин, пару отверстий окна под тормоз и пару облегчающих отверстий, при этом способ включает:
обеспечение первой опоки и второй опоки;
размещение первой литейной модели надрессорной балки в первой опоке и размещение второй литейной модели надрессорной балки во второй опоке, при этом вторая литейная модель надрессорной балки образует все элементы наружной поверхности каждой пары башмачных карманов;
заполнение первой опоки материалом литейной формы вокруг первой литейной модели надрессорной балки и заполнение второй литейной модели надрессорной балки материалом литейной формы вокруг второй литейной модели надрессорной балки, при этом материал литейной формы содержит химический связующий материал;
отверждение литейной формы;
удаление первой литейной модели надрессорной балки из материала литейной формы с образованием нижней половины литейной формы и удаление второй литейной модели из материала литейной формы с образованием верхней половины литейной формы, при этом нижняя половина литейной формы и верхняя половина литейной формы имеют разделительную линию, которая центрирована между частями литейной формы, которые образуют отверстия окна под тормоз и облегчающие отверстия, и при этом разделительная линия выполнена таким образом, что башмачные карманы образованы в нижней половине литейной формы;
установку одного или более стержней, образующих внутреннюю область литой надрессорной балки, в нижнюю половину литейной формы;
закрывание литейной формы;
обеспечение течения расплава материала в литейную форму через по меньшей мере один питатель;
удаление отливки рессорной балки из литейной формы, причем граница ошибки углов башмачного кармана находится в диапазоне ±0,5°;
удаление излишков материала с отливки надрессорной балки; и
проведение финишной обработки отливки надрессорной балки.
2. Способ по п. 1, в котором шероховатость поверхности литой надрессорной балки меньше чем среднеквадратичное 750 микродюймов.
3. Способ по п. 2, в котором шероховатость поверхности пары башмачных карманов меньше чем среднеквадратичное 500 микродюймов.
4. Способ по п. 1, в котором угол литейного уклона боковой стенки башмачного кармана не превышает 3/4 градуса.
5. Способ по п. 1, в котором литейную модель надрессорной балки и один или более стержней выполняют таким образом, что граница ошибки расстояния между соответствующими внутренними и наружными направляющими рейками литой надрессорной балки находится в диапазоне ±0,063 дюйма.
6. Способ по п. 1, в котором углы литейного уклона соответствующих внутренних и наружных направляющих реек не превышают 3/4 градуса.
7. Способ по п. 1, в котором химический связующий материал представляет собой смоляной связующий материал.
8. Способ по п. 7, в котором смоляной связующий материал представляет собой фенольный уретан.
9. Способ изготовления надрессорной балки железнодорожного вагона, который содержит пару башмачных карманов у соответствующих концов, выполненных с возможностью введения в отверстия надрессорной балки соответствующих рамных боковин, пару отверстий окна под тормоз и пару облегчающих отверстий, при этом способ включает:
обеспечение первой опоки и второй опоки;
размещение первой литейной модели надрессорной балки в первой опоке и размещение второй литейной модели надрессорной балки во второй опоке, при этом вторая литейная модель надрессорной балки образует все элементы наружной поверхности каждой пары башмачных карманов;
заполнение первой опоки материалом литейной формы вокруг первой литейной модели надрессорной балки и заполнение второй литейной модели надрессорной балки материалом литейной формы вокруг второй литейной модели надрессорной балки, при этом материал литейной формы содержит химический связующий материал;
отверждение литейной формы;
удаление первой литейной модели надрессорной балки из материала литейной формы с образованием нижней половины литейной формы и удаление второй литейной модели из материала литейной формы с образованием верхней половины литейной формы, при этом нижняя половина литейной формы и верхняя половина литейной формы имеют разделительную линию, которая центрирована между частями литейной формы, которые образуют отверстия окна под тормоз и облегчающие отверстия, и при этом разделительная линия выполнена таким образом, что башмачные карманы образованы в нижней половине литейной формы;
установку одного или более стержней, образующих внутреннюю область литой надрессорной балки, в нижнюю половину литейной формы;
закрывание литейной формы;
обеспечение течения расплава материала в литейную форму через по меньшей мере один питатель, при этом по меньшей мере один питатель расположен в центральной области литьевой формы;
удаление отливки рессорной балки из литьевой формы, причем граница ошибки ширины между парой башмачных карманов находится в диапазоне ±0,063 дюйма;
удаление излишков материала с отливки надрессорной балки; и
проведение финишной обработки отливки надрессорной балки;
при этом количество излишков материала, удаленного с отливки, составляет менее 15% материала отливки надрессорной балки;
шероховатость поверхности литой надрессорной балки меньше чем среднеквадратичное 750 микродюймов;
шероховатость поверхности пары башмачных карманов меньше чем среднеквадратичное 500 микродюймов; а
граница ошибки углов башмачного кармана находится в диапазоне ±0,5°;
при этом отношение материала литейной формы к материалу отливки, заливаемому в литейную форму меньше чем 3:1, и
отливка надрессорной балки имеет боковые стенки, толщина которых однородна по обе стороны от разделительной линии.
10. Способ по п. 9, в котором химический связующий материал представляет собой смоляной связующий материал.
11. Способ по п. 10, в котором смоляной связующий материал представляет собой фенольный уретан.
12. Способ изготовления надрессорной балки железнодорожного вагона, который содержит пару башмачных карманов у соответствующих концов, выполненных с возможностью введения в отверстия надрессорной балки соответствующих рамных боковин, пару отверстий окна под тормоз и пару облегчающих отверстий, при этом способ включает:
обеспечение первой опоки и второй опоки;
размещение первой литейной модели надрессорной балки в первой опоке и размещение второй литейной модели надрессорной балки во второй опоке, при этом вторая литейная модель надрессорной балки образует все элементы наружной поверхности каждой пары башмачных карманов;
заполнение первой опоки материалом литейной формы вокруг первой литейной модели надрессорной балки и заполнение второй литейной модели надрессорной балки материалом литейной формы вокруг второй литейной модели надрессорной балки, при этом материал литейной формы содержит химический связующий материал;
отверждение литейной формы;
удаление первой литейной модели надрессорной балки из материала литейной формы с образованием нижней половины литейной формы и удаление второй литейной модели из материала литейной формы с образованием верхней половины литейной формы, при этом нижняя половина литейной формы и верхняя половина литейной формы имеют разделительную линию, которая центрирована между частями литейной формы, которые образуют отверстия окна под тормоз и облегчающие отверстия, и при этом разделительная линия выполнена таким образом, что башмачные карманы образованы в нижней половине литейной формы;
установку одного или более стержней, образующих внутреннюю область литой надрессорной балки, в нижнюю половину литейной формы;
закрывание литейной формы;
обеспечение течения расплава материала в литейную форму через по меньшей мере один питатель, при этом по меньшей мере один питатель расположен в центральной области литейной формы;
удаление отливки рессорной балки из литьевой формы;
удаление излишков материала с отливки надрессорной балки; и
проведение финишной обработки отливки надрессорной балки;
при этом количество излишков материала, удаленного с отливки составляет менее 15% материала отливки надрессорной балки;
шероховатость поверхности литой надрессорной балки меньше чем среднеквадратичное 750 микродюймов;
шероховатость поверхности пары башмачных карманов меньше чем среднеквадратичное 500 микродюймов; а
угол литейного уклона боковой стенки башмачного кармана не превышает 3/4 градуса;
при этом литейную модель надрессорной балки и один или более стержней выполняют таким образом, что граница ошибки расстояния между соответствующими внутренними и наружными направляющими рейками литой надрессорной балки находится в диапазоне ±0,063 дюйма;
один или более стержней образуют один или более стержневых отпечатков для расположения одного или более стержней в нижней половины литейной формы; а
расстояние между одним или более стержневых отпечатков и поверхностью нижней половины литейной формы, ближайшей к одному или более стержневых отпечатков, меньше или равно 0,03 дюйма,
причем пара отверстий окна под тормоз выполняет функцию стержневых отпечатков для поддерживания стержня основного корпуса в литейной форме;
при этом углы литейного уклона соответствующих внутренних и наружных направляющих реек не превышают 3/4 градуса;
граница ошибки углов башмачного кармана находится в диапазоне ±0,5°;
при этом отношение материала литейной формы к материалу отливки, заливаемому в литейную форму меньше чем 3:1,
разделительная линия литьевой формы расположена в месте расположения разделительной линии одного или более стержней; и
отливка надрессорной балки имеет боковые стенки, толщина которых однородна по обе стороны от разделительной линии.
13. Способ по п. 12, в котором литейную модель надрессорной балки и один или более стержней выполняют таким образом, что граница ошибки толщины стенки литой надрессорной балки находится в диапазоне ±0,02 дюйма.
14. Способ по п. 12, в котором химический связующий материал представляет собой смоляной связующий материал.
15. Способ по п. 14, в котором смоляной связующий материал представляет собой фенольный уретан.
| US 20040031413 A1, 19.02.2004 | |||
| МОГИЛЕВ В.К., ЛЯСС О.И | |||
| Справочник литейщика | |||
| М., Машиностроение, 1988, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| US 5752564 A, 19.05.1998 | |||
| WO 2008154712 A1, 24.12.2008. | |||

