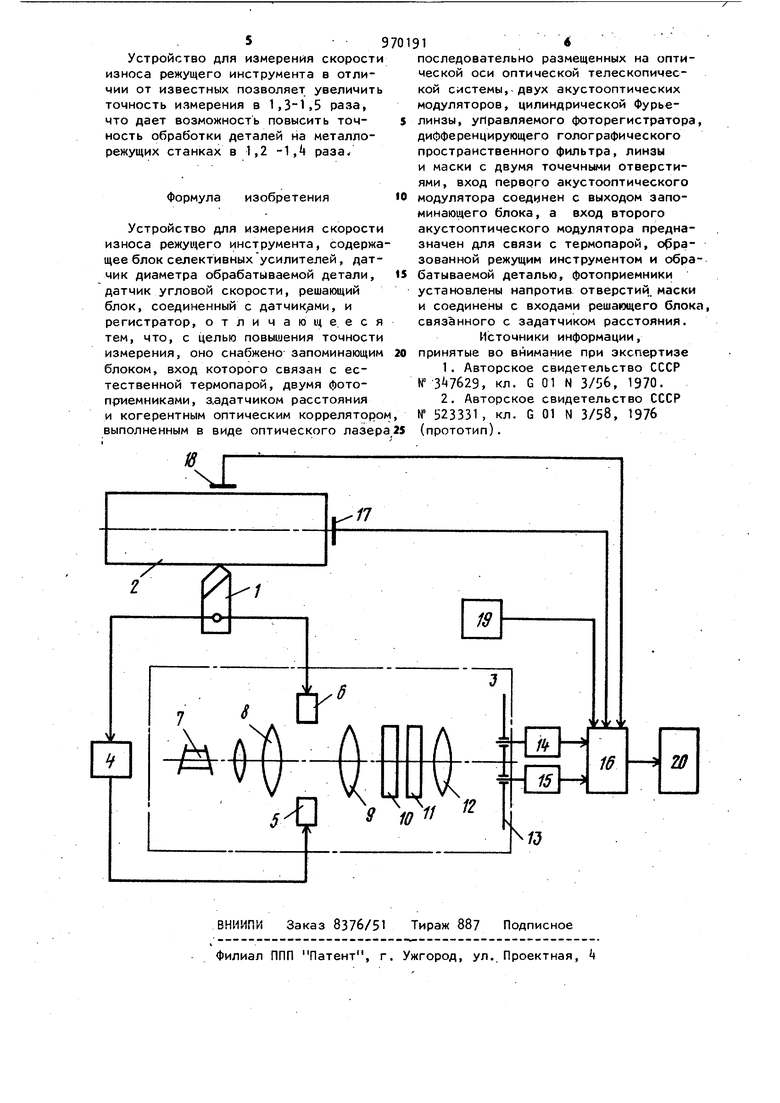
диаметра обрабатываемой детали, датчик углорой скорости, решающий блок, соединенный с датчиками, и регистра тор, снабжено запоминающим блоком, вход которого связан с естественной термопарой, двумя фотоприемниками, задатчиком расстояния и когерентным оптическим коррелятором, выполненным в виде оптического лазера, после довательно размещенных на оптической оси оптической телескопической системы, двух акустооптических модуляторов, цилиндрической Фурье-линзы, управляемого фоторегистратора, дифференцирующего голографического пространственного фильтра, линзы и маски с двумя точечными отверстиями вход первого акустооптического модулятора соединен с выходом запоминающего блока, а вход второго акустооптического модулятора предназначен для связи с термопарой, образованной режущим инструментом и обрабатываемой деталью, фотоприемники уста новлены напротив отверстий маски и соединены с входами решаю1цего блока, связанного с задатчиком расстояния. На чертеже представлена блок-схема устройства. Устройство для измерения скорости износа режущего инструмента состоит из термопары режущий инструмент 1 обрабатываемая деталь 2, два выхода которой параллельно подсоединены к когерентному оптическому коррелято ру 3- Первый выход термопары соединен через запоминающий блок к первому акустооптическому модулятору 5, второй - непосредственно к второму акустооптическому модулятору б.Когерентный оптический коррелятор 3 содержит лазер 7,на оптической оси которог последовательно расположены оптическая телескопическая система 8, два акустооптических модулятора 6 и 5 цилиндрическая Фурье-линза 9 в задней фокальной плоскости которой помещен управляемый фоторегистратор 10. За управляемым фоторегистратором расположен дифферренцирующий гологра фический пространственный фильтр 11, сопряженный линзой 12 с маской 13, имеющей два точечных отверстия. Напротив отверстий маски 13 когерентного оптического коррелятора 3 установлены два фотоприемника И и 15, соединенные с входами решающего блока 16. Датчик 17 угловой скорости, датчик 18 диаметра обрабатываемой детали и задатчик 19 расстояния подсоединены к решающему блоку 16 и регистратору 20. Устройство работает следующим образом. С термопары начальный сигнал, полученный от неизношенного инструмента, подается на заполняющий блок t, с которого сигнал периодически подается на когерентный оптический коррелятор 3. Текущий сигнал подается на второй акустооптический модулятор 6. Когерентное монохроматическое излучение лазера 7 оптической телескопической системой 8 расширяется до размеров рабочей входной аппаратуры. При воздействии сигналов от акустооптических модуляторов 5 и 6 на когерентное излучение происходит наложение двух пространственных оптических сигналов, и Фурье-линзой 9 на управляемом фоторегистраторе 10 формируется амплитудно-фазовые спектры, соответствующие начальным и текущим сигналам. Фоторегистратор 10 регистрирует результирующее интерферационное поле, представляющее собой взаимокорреляционную функцию начального и текущего сигналов. Дифференцирующим голографическим пространственным фильтром 11 вычисляется первая производная взаимокорреляционной функции, и с помо1цью линзы 12 масштабируется в плоскости расположения маски 13 распределение осве1ченности на взаимокорреляционной функции. Изменение освещенности, являющейся информативным параметром об износе, режущего инструмента, измеряется двумя фотоприемниками И и 15, установленными за точечными отверстиями в маске 13. Электрические сигналы от фотоприемников 1 и 15, предварительно усиленные, подаются в решающий блок 16, где по отношению разности сигналов фотоприемников 1 и 15 к расстоянию между точечными отверстиями определяют угол, характеризуюи ий угол наклона взаикГокорреляционной функции. Величина, скорости износа режущего инструмента пропорциональна углу наклона взаимокорреляционной функции, который корректируется по сигналам от датчика 18, диаметра обрабатываемой детали, и датчика 17 угловой скорости и фиксируется на регистраторе 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления металлорежущим станком | 1981 |
|
SU1000157A1 |
| Устройство для измерения скорости износа режущего инструмента | 1984 |
|
SU1188581A1 |
| Акустооптический коррелятор | 1984 |
|
SU1171818A1 |
| Устройство управления процессом резания | 1983 |
|
SU1122430A1 |
| УСТРОЙСТВО ОБРАБОТКИ СИГНАЛОВ В АКУСТООПТИЧЕСКОМ КОРРЕЛЯТОРЕ С ВРЕМЕННЫМ ИНТЕГРИРОВАНИЕМ | 2003 |
|
RU2244334C1 |
| Акусто-оптический коррелятор | 1980 |
|
SU888727A1 |
| АКУСТООПТИЧЕСКИЙ ПРИЕМНИК СЛОЖНЫХ СИГНАЛОВ | 2004 |
|
RU2265281C1 |
| ДИНАМИЧЕСКИЙ ОПТИЧЕСКИЙ КОРРЕЛЯТОР | 1991 |
|
RU2022326C1 |
| Устройство управления процессом резания | 1986 |
|
SU1393531A1 |
| ОПТИЧЕСКИЙ КОРРЕЛЯТОР | 2002 |
|
RU2212054C1 |
