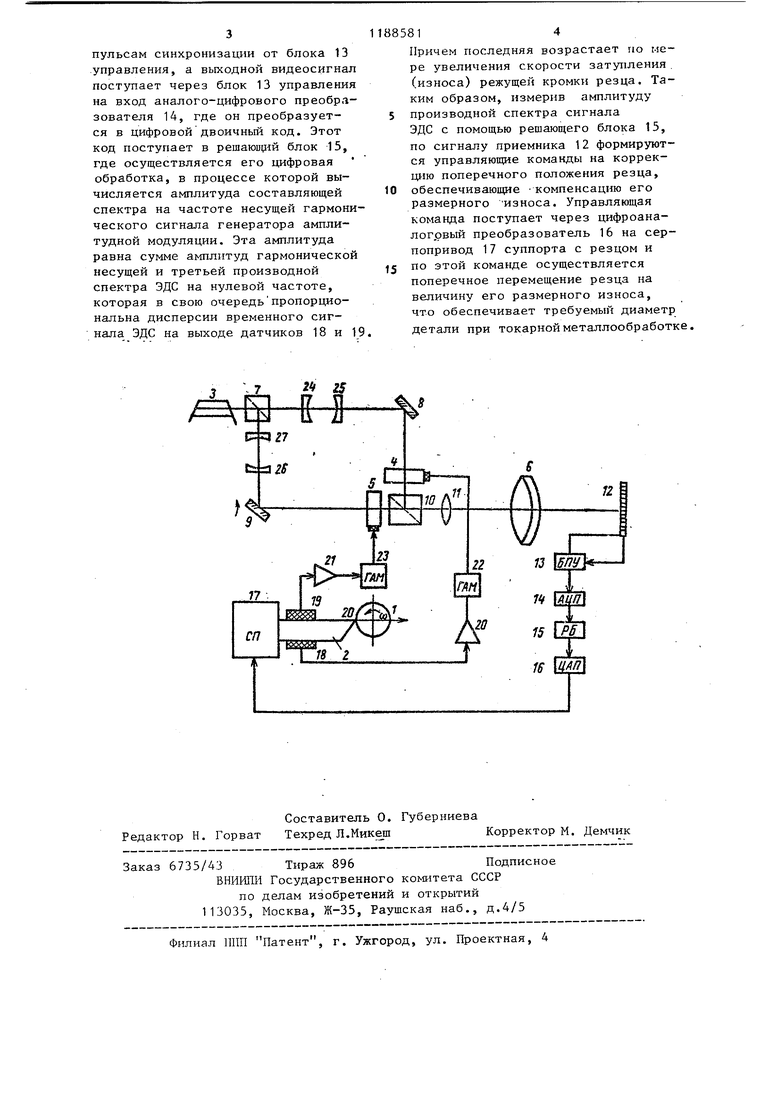
1 Изобретение относится к металлообработке и может быть использовано для исследования скорости износа режущего HUCTpyMetiTa, а так же в системах управления процессов обработки деталей на металлорежунщ станках гибких автоматизированных производственных систем. Цель изобретения - повышение то ности измерения. На чертеже приведена функционал ная блок-схема устро11ства для изме ния скорости износа режущего инструмента. Устройство содержит термопару деталь 1 - режущий инструмент 2, закрепленный на суппорте станка (непоказан), лазер 3, два акустооптических модулятора 4,, 5 и Фурьеобъектив 6. Устройство снабжено ин терферометром Маха-Цандера, представляющим собой первую пр-изму-куб 7, два зеркала 8, 9 и вторую призму-куб 10, расположенными на одной оптической оси, фокусирующей линзой 11 и однокоординатным прием ником 12 зарядовой связи, последов тельно соединенными блоком 13 управления, аналого-цифровым преобразователем 14, ре иающим блоком 15 цифроаналоговым преобразователем 1 и сервоприводом 17, поперечной подачи суппорта режущего инструмента Выход блока 13 управления связан со входом однокоординатного приемника 12 зарядовой связи. Интерферометр Маха-Цандера оптически связан с лазером 3 и Фурье-объекти вом 6, Устройство снабжено последовательно соединенными двумя датчиками 18 и 19 ЭДС резания, расположен ными на суппорте режущего инструмента, двумя усилителями 20, 21 и двумя генератора1у и 22 и 23 ампли тудной модуляции, выходы которых соединены с входами первого и втор го акустооптических модуляторов 4 и 5, двумя парами полупрозрачных зеркал 24, 25 и 26, 27, причем каж дая пара и соответствующий акустооптический модулятор расположены в плечах интерферометра Маха-Цандера Устройство работает следующим образом. Выходные сигналы ЭДС от датчиков 18 и 19 поступают через усилит 12 ли 20 и 21 на входы генераторов 22 и 23 амплитудной модуляции, где ими осуществляется амплитудная модуляция высо сочастотной гармонической несущей, частота которой равна резонансной частоте работы акустооптических модуляторов. Таким образом, на входы акустооптических модуляторов 4 и 5 поступают амплитудно-модулированные сигналы ЭДС, которые возбуждают в них акустические пространственные волны в виде фазовой дифракционной решетки. Далее выходной световой поток лазера 3 разделяется призмой-кубом 7 в двух взаимно перпендикулярных направлениях и распространяется в обоих плечах интерферометра МахаЦандера, образованного призмамикубами 7 и 10, зеркалами 8 и 9. На пути распространения первого пучка расположены полупрозрачные сферические зеркала 24 и 25, а пути второго пучка - зеркала 26 и 27. Путем юстировки этих зеркал формируются на их выходе гауссовые пучки генерации высших поперечных мод, которые описываются, как известно , соответствующими полиномами Гаусса-Эрмита. Для обработки сигналов ЭДС в первом плече интерферометра формируется гауссовый пучек третьего порядка в виде ТЕМоз моды, а во втором плече - гауссовый пучек первого порядка в виде ТЕМ, моды. Эти пучки освещают акустооптическими модуляторами 4 и 5 соответственно,, а прошедшие через них световые потоки совмещаются второй призмойкубом 10 и фокусируются линзой 11 и Фурье-объективом 6 на однокоординатный приемник 12 зарядовой связи. Поскольку оба пучка когерентны;, на приемнике 12 они интерференционно взаимодействуют на вычитание, что достигается путем угловых поворотов зеркал 8 (либо 9) при сборке и юстировке оптической системы устройства, Из-за дифракции световых пучков (На фазовых решетках акустооптических модуляторов 4 и 5 распределение светового поля на приемнике 12 является третьей производной спектра сигнала ЭДС, т.е. спектр сигнала ЭДС дифференцируется по пространственной частоте. ЭтоТ; спектр принимает приемник 12 по
пульсам синхронизации от блока 13 управления, а выходной видеосигнал поступает через блок 13 управления на вход аналого-цифрового преобразователя 14, где он преобразуется в цифровой двоичный код. Этот код поступает в решаюи ий блок 15, где осуществляется его цифровая обработка, в процессе которой вычисляется амплитуда составляющей спектра на частоте несущей гармонического сигнала генератора амплитудной модуляции. Эта амплитуда равна сумме амплитуд гармонической несущей и третьей производной спектра ЭДС на нулевой частоте, которая в свою очередьпропорциональна дисперсии временного сигнала ЭДС на выходе датчиков 18 и 19
85814
Причем последняя возрастает по мере увеличения скорости затупления (износа) режущей кромки резца. Таким образом, измерив амплитуду
5 производной спектра сигнала
ЭДС с помощью решающего блока 15, по сигналу приемника 12 формируются управляющие команды на коррекцию поперечного положения резца,
10 обеспечивающие -компенсацию его размерного износа. Управляющая команда поступает через цифроаналогрвый преобразователь 16 на серпопривод 17 суппорта с резцом и
5 по этой команде осуществляется поперечное перемещение резца на величину его размерного износа, что обеспечивает требуемый диаметр детали при токарной металлообработке,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления процессом резания | 1986 |
|
SU1393531A1 |
| Устройство для программного управления металлорежущими станками | 1985 |
|
SU1315236A1 |
| Система управления металлорежущим станком | 1981 |
|
SU1000157A1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ КВАНТОВЫЙ КОМПЬЮТЕР (ВАРИАНТЫ) | 2023 |
|
RU2813708C1 |
| Устройство управления процессом резания | 1983 |
|
SU1122430A1 |
| Многоканальная система адаптивного управления металлорежущими станками | 1979 |
|
SU885973A1 |
| Устройство компенсации погрешностей металлообработки | 1985 |
|
SU1349966A1 |
| Устройство компенсации погрешностей обработки на металлорежущих станках | 1986 |
|
SU1706836A1 |
| Устройство для мониторинга виброакустических характеристик протяженных объектов | 2024 |
|
RU2830211C1 |
| Устройство для измерения скорости износа режущего инструмента | 1981 |
|
SU970191A1 |
УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СКОРОСТИ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА, содержащее термопару деталь режущий инструмент, закрепленный . в суппорте станка, лазер, два акустооптических модулятора и Фурье-объектив, отличающееся тем,что с целью повышения точности измерения, оно снабжено расположенными на одной оптической оси интенферометром Маха-Цандера, фокусирующей линзой, последовательно соединенными однокоординатным приемником зарядовой связи, блоком управления, аналогоцифровым преобразователем, решающим блоком, цифро-аналоговым преобразователем и сервоприводом поперечной подачи суппорта режущего инструмента, выход блока управления связан с входом однокоординатного приемника зарядовой связи, интерферометр Маха-Цандера оптически связан с лазером и Фурье-объективом, однокоординатный приемник зарядовой связи расположен в плоскости фокусировки Фурье-объектива, поканально и последовательно соединенными двумя S датчиками ЭДС резания, расположен(Л ными на суппорте режущего инструмента, двумя усилителями и двумя генераторами амплитудной модуляции, выходы которых соединены с входами первого и второго акустооптических модуляторов, двумя парами полупрозрачных зеркал, причем каждая пара и соответствующий акустооптический модулятор расположены в плечах ин00 00 терферометра Маха-Цандера. ел 00
| Устройство для измерения скорости износа режущего инструмента | 1974 |
|
SU523331A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения скорости износа режущего инструмента | 1981 |
|
SU970191A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
