Изобретение относится к металло обработке, в частности к инструментам для чистовой обработки зубьев зубчатых колес.
Известна червячная фреза, режущие кромки которой выполнены прямолинейными.
Однако при работе такими фрезами не обеспечивается необходимое качество поверхности зубьев, особенно при нарезании колес из высокопрочных и вязких материалов.
Целью изобретения является повышение качества обрабатываемых зубьев за счет уменьшения высоты шероховатости .
Цель достигается тем, что в инструменте для чистовой обработки зубчатых колес, состоящем из корпуса и рабочих элементов, последние расположены вдоль прямолинейных образующих, представляющих qoбoй однополостные гиперболоиды вращения, осевые гиперболические сечения которых совпадают с обрабатываемыми профилями зубьев в расчетных точках , при атом рабочие элементы подпружинены относительно корпуса в направлении оси его вращения. Выполнение на рабочих элементах инструмента канавок.
образующих режущие кромки, направленных под острыми углами к радиусам, проведенным от оси вращения инструмента в точки их расположения, позволяет использовать инструмент в качестве шевинговального.
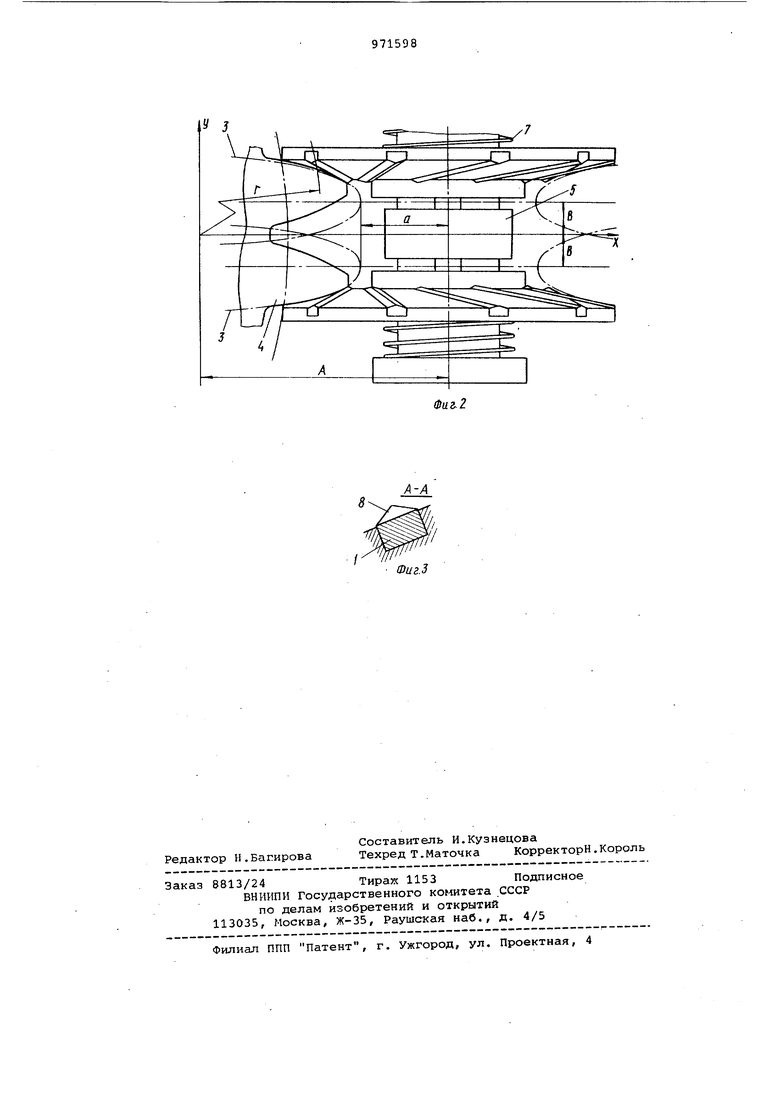
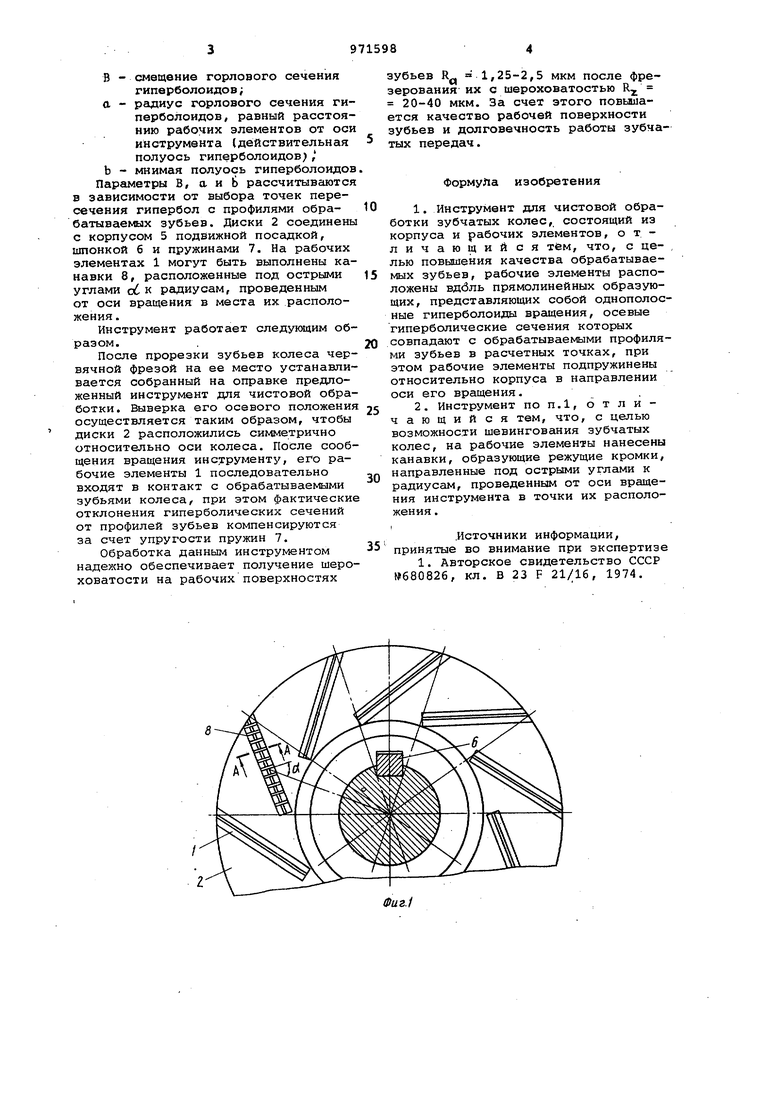
На фиг. 1 показан предлагаемый инструмент, поперечное сечение, на фиг. 2 - то же, вид сверху; на
10 фиг. 3 - сечение А-А на фиг. 1.
Рабочие элементы 1 закреплены на двух дисках 2 и расположены вдоль прямолинейных образующих однополосных гиперболоидов вращения, осевые 15 гиперболические сечения 3 которых совпадают в расчетных точках с профилями обрабатываемых зубьев зубчатого колеса 4 с радиусами делительной окружности г.
20
Уравнение гиперболического сечения в системе координат, начало которой совпадает с центром обрабатываемого колеса, а ось X перпендикулярна оси инструмента, имеед вид:
25
(X --А) (Y - В)
1
Ъ2.
а
где А - межосевое расстояние обрабатываемого колеса и инстру30мента;
В - смещение горлового сечения
гиперболоидов;
tt - радиус горлового сечения гиперболоидов, равный расстоянию рабочих элементов от оси инструмента (действительная полуось гиперболоидов) , b - мнимая полуось гиперболоидов Параметры В, а и Ь рассчитываются в зависимости от выбора точек пересечения гипербол с профилями обрабатываемых зубьев. Диски 2 соединены с корпусом 5 подвижной посадкой, шпонкой б и пружинами 7. На рабочих элементах 1 могут быть выполнены канавки 8, расположенные под острыми углами ci к радиусам, проведенным от оси вращения в места их расположения .
Инструмент работает следуклдим образом.
После прорезки зубьев колеса червячной фрезой на ее место устанавливается собранный на оправке предложенный инструмент для чистовой обработки. Выверка его осевого положения осуществляется таким образом, чтобы диски 2 расположились симметрично относительно оси колеса. После сообщения вращения инструменту, его рабочие злементы 1 последовательно входят в контакт с обрабатываемыми зубьями колеса, при этом фактические отклонения гиперболических сечений от профилей зубьев компенсируются за счет упругости пружин 7.
Обработка данным инструментом надежно обеспечивает получение шероховатости на рабочих поверхностях
зубьев R 1,25-2,5 мкм после фрезерования их с шероховатостью R 20-40 мкм. За счет этого повышается качество рабочей поверхности зубьев и долговечность работы зубчатых передач.
Формула изобретения
1.Инструмент для чистовой обработки зубчатых колес,, состоящий из корпуса и рабочих элементов, отличающийся тем, что, с целью повышения качества обрабатываемых зубьев, рабочие злементы расположены вдбль прямолинейных образующих, представляющих собой однополосные гиперболоиды враицения, осевые гиперболические сечения которых совпадают с обрабатываемыми профилями зубьев в расчетных точках, при зтом рабочие элементы подпружинены относительно корпуса в направлении оси его вращения.
2.Инструмент по п.1, отличающийся тем, что, с целью возможности шевингования зубчатых колес, на рабочие элементы нанесены канавки, образующие режущие кромки, направленные под острыми углами к радиусам, проведенным от оси вращения инструмента в точки их расположения .
.Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №680826, кл. В 23 F 21/16, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИПЕРБОЛОИДНЫХ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2341357C2 |
| Способ изготовления зубчатых колёс | 2024 |
|
RU2840513C1 |
| ГРЕБЕНЧАТАЯ ФРЕЗА | 2006 |
|
RU2323069C2 |
| Зубчатая передача | 1990 |
|
SU1744346A1 |
| Способ изготовления гиперболоидных зубчатых колес | 1991 |
|
SU1819196A3 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| Способ нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов без обкатки путем профильного копирования на зубофрезерных станках | 1949 |
|
SU90414A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| Гиперболоидная зубчатая передача | 1986 |
|
SU1372128A1 |