О
о сд
сю
Изобретение относится к обработк зубчатых колес.
Известен способ обработки цилиндрических зубчатых колес многолезвийным червячным инструментом с нулевы профильным углом, режущие кромки которого, выполненные по прямым линям, взаимодействуют с обрабатываемы зубчатым колесом по общей касательной L1 3.
Однако при обработке червячными фрезами с нулевым профилем длина профилирующего участка каждого зуба инструмента уменьшается до нуля, т.е. профиль зуба инструмента теоретически контактирует с обрабатывавбелм эвольвентным профилем колеса всегда одной и той же точкой. Практически же из-за наличия припуска на обработку имеет место некоторый участок контакта кромки с обрабатываемым зубчатым колесом, узко локал зованный в одном и том же месте по высоте зуба инструмента. Это вызывает повышенный износ зубьев инструмента, снижение его стойкости, а также ухудшение качества и точности поверхности oбpaбaтывae щx зубьев колеса. Кроме того, этой конструкции присуща органическая погрешност профилирования, поскольку прямолине ный профиль в нормальном сечении характеризует конволютный червяк (а не теоретически необходимый эвольвентный), лежащий в основе езы.
Цель изобретения - повышение качества чистовой обработки эвольвентных зубчатых колес.
Поставленная цель достигается тем, что согласно способу обработки зубчатых колес многолезвийным червячным инструментом с нулевым про фильным углом, режущие кромки которого, выполненные по прямым линиям, взаимодействуют с обрабатываемым иубчатым колесом по общей касатель1Юй , режущие кромки на инструменте располагают по касательной к винтоЕОй линии, принадлежсццей основному цилиндру червячного инструмента,при этом инструмент устанавливают так, чтобы режущие кромки совпадали с образующими эвольвентной поверхности обрабатываемых зубьев.
Такое выполнение инструмента принципиально меняет как саму его конструкцию, так и характер его работы. Режущие кромки в виде прямых занимают положение касательных к винтовой линии, расположенной на основном цилиндре фрезы, т.е. режущие кромки повернуты на 90° относительно плоскости, нормальной к направлению витков, в плоскости, касательной к основному червяку инструмента.
Реализация такого инструмента обуславливает соверщенно новый процесс непрерывной обкаточной обработки многолезвийным инструментом. Профиль зубьев в поперечном направлении получается как огибающая следов траекторий движения режущих кромок, а в продольном направлении - копиро5 ванием прямолинейных режущих кромок. Способ базируется на технологической паре обрабатываемое колесо инструмент, у которых начальные цилиндры совпадают с их основными to цилиндрами. Исходные поверхности такой - обрабатываемая эвольвентная поверхность зуба колеса и исходная инструментальная - характеризуются линейчатым их контактом,
5 осуществляемым, по прямой линии образующей эвольвентных поверхностей.
Инструмент устанавливается своей осью под углом к оси обрабатываемого колеса так, что его прямолинейные режущие кромки в процессе обработки полностью совпадают в момент профилирования с прямолинейными образующими эвольвентной поверхности обрабатываемых зубьев (в их продольном Направлении ). Такой инструмент
5 имеет большие положительные значения углов наклона режущих кромок 7080° тогда как в известном инструменте согласно угол наклона режущих кромок соответствует углу подъема
0 червячной нарезки, что создает благо приятные условия для эффективного оснащения его твердым сплавом. С другой стороны, инструмент характеризуется уже не точечным, а линейным
5 касанием его с эвольвентной поверхностью зуба колеса.
Прямолинейная режущая кромка, расположенная по касательной к винтовой линии на начальном цилиндре инструмента, в момент профилирования должна быть касательна и к винтовой линии зуба обрабатываемого колеса, расположенной на его основном цилиндре, являющемся начальным цилиндром обработки колеса. Известно, что
5 касательная к винтовой линии зуба на основном цилиндре эвольвентного колеса совпадает с прямолинейной образующей винтовой эвольвентной поверхности. А поэтому прямолиней0 ные режущие кромки инструмента в процессе обработки полностью совпадают в момент профилирования с прямолинейными образуняцими эвольвент-, ной поверхности обрабатываемых зубьс ев в их продольном направлении. Длина режущих кромок должна выбираться из условия перекрытия ею величины продольной подачи инструмента на оборот колеса, т.е. минимальная длина кромки должна быть не менее
величины продольной подачи инструмента.
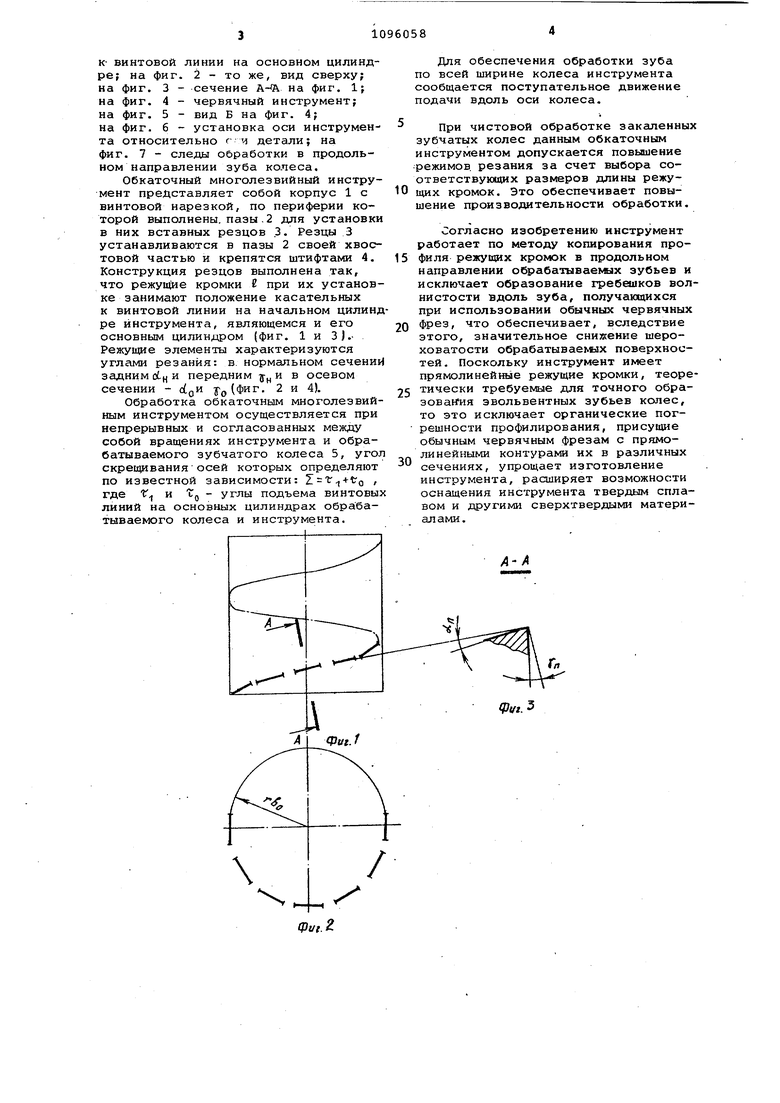
На фиг. 1 представлена схема инструмента, у которого режущие 5 кромки располагаются по касательной
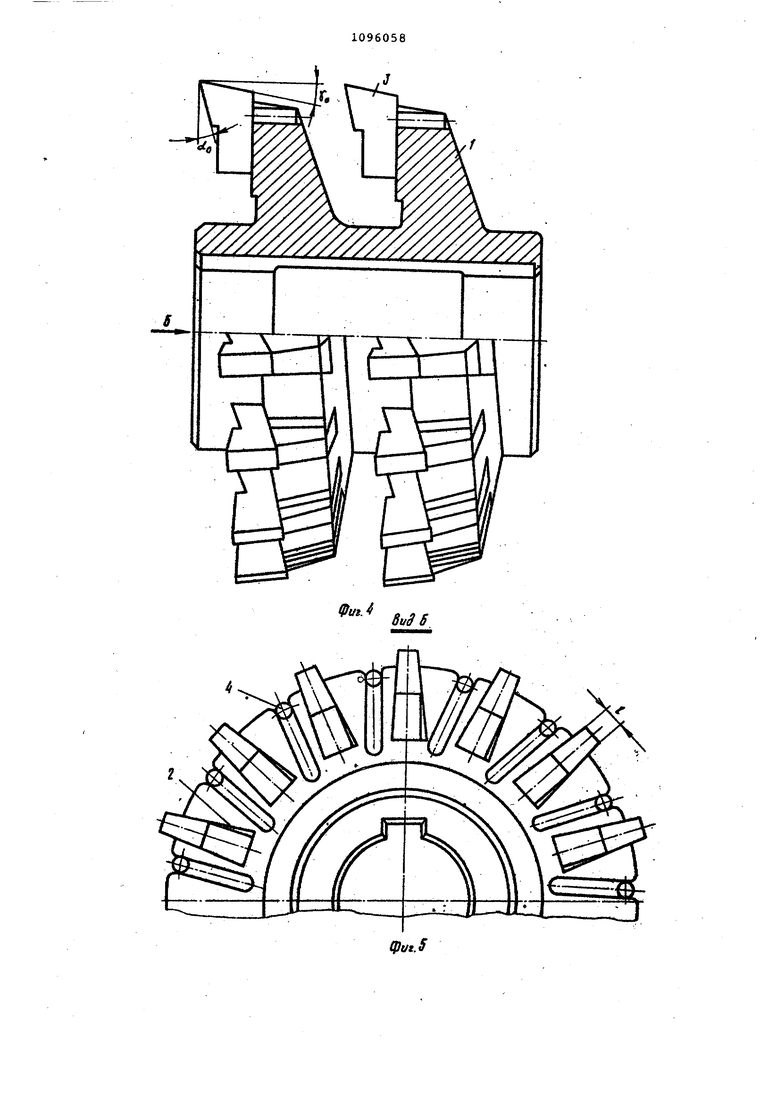
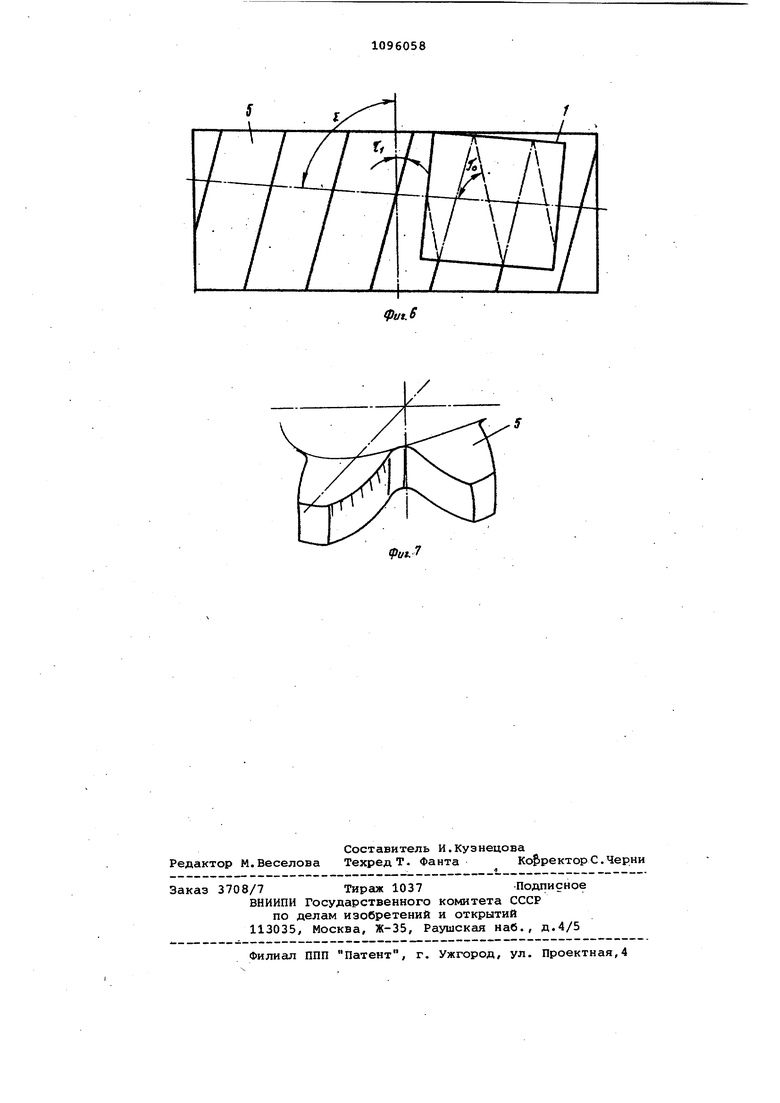
к- винтовой линии на основном цилиндре; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А- на фиг. 1; на фиг. 4 - червячный инструмент; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - установка оси инструмента относительно г ч детали; на фиг. 7 - следы Обработки в продольном направлении зуба колеса.
Обкаточный многолезвийный инструмент представляет собой корпус 1 с винтовой нарезкой, по периферии которой выполнены, пазы .2 для установки в них вставных резцов .3. Резцы 3 устанавливаются в пазы 2 своей хвостовой частью и крепятся штифтами 4. Конструкция резцов выполнена так, что режущие кромки И при их установке занимают положение касательных к винтовой линии на начальном цилиндре инструмента, являющемся и его основным цилиндром (фиг. 1 и 3J.Режущие элементы характеризуются углами резания: в. нормальном сечениИ задним cL и передним „к в осевом сечении - о(фиг, 2 и 4).
Обработка обкаточным многолезвийным инструментом осуществляется при непрерывных и согласованных между собой вращениях инструмента и обрабатываемого зубчатого колеса 5, угол скрещивания осей которых определяют по известной зависимости:
где Г,
Ьд - углы подъема винтовых
линий на основных цилиндрах обрабатываекюго колеса и инструмента.
.2
Для обеспечения обработки зуба по всей ширине колеса инструмента сообщается поступательное движение подачи вдоль оси колеса.
При чистовой обработке закаленных зубчатых колес данным обкаточным инструментом допускается повышение режимов, резания за счет выбора соответствующих размеров длины режуO щих кромок. Это обеспечивает повышение производительности обработки.
Согласно изобретению инструмент работает по методу копирования про5 филя режущих кромок в продольном направлении обрабатываемых зубьев и исключает образование гребешков волнистости вдоль зуба, получающихся при использовании обычных червячных фрез, что обеспечивает, вследствие
0 этого, значительное снижение шероховатости обрабатываекых поверхностей. Поскольку инструмент имеет прямолинейгале режущие кромки, теоретически требуемые для точного обра5зования эвольвентных зубьев колес, то это исключает органические погрешности профилирования, присущие обычным червячным фрезам с прямолинейными контурами их в различных
0 сечениях, упрощает изготовление инструмента, расширяет возможности оснащения инструмента твердым сплавом и другими сверхтвердыми материалами.
АА
/
фиъ.
6чд5
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| Червячная фреза | 1979 |
|
SU814610A1 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1970 |
|
SU271253A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2151671C1 |
| Червячная фреза | 1981 |
|
SU990445A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Червячная фреза | 1987 |
|
SU1530353A1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС многолезвийным червячным инструментом с нулевым про
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU191324A1 |
