(5) СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ДЕТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления многопозиционным объектом | 1989 |
|
SU1734074A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Автоматический самоцентрирующий поворотный патрон | 1986 |
|
SU1386379A1 |
| Силовой привод поворотного патрона | 1990 |
|
SU1712069A1 |
| Стенд для измерения частотных характеристик свойств веществ | 1982 |
|
SU1114981A1 |
| Измеритель параметров диэлектриков | 1983 |
|
SU1128196A1 |
| ЧАСТОТНО-МОДУЛИРОВАННЫЙ ПРЕОБРАЗОВАТЕЛЬ С ПОСЛЕДОВАТЕЛЬНО-ПАРАЛЛЕЛЬНЫМ РЕЗОНАНСОМ | 1992 |
|
RU2154886C2 |
| Устройство для многоточечного контроля температуры | 1987 |
|
SU1425469A1 |
| Устройство для магнитного каротажа | 1983 |
|
SU1130819A1 |
| Поворотный зажим | 1979 |
|
SU818764A1 |
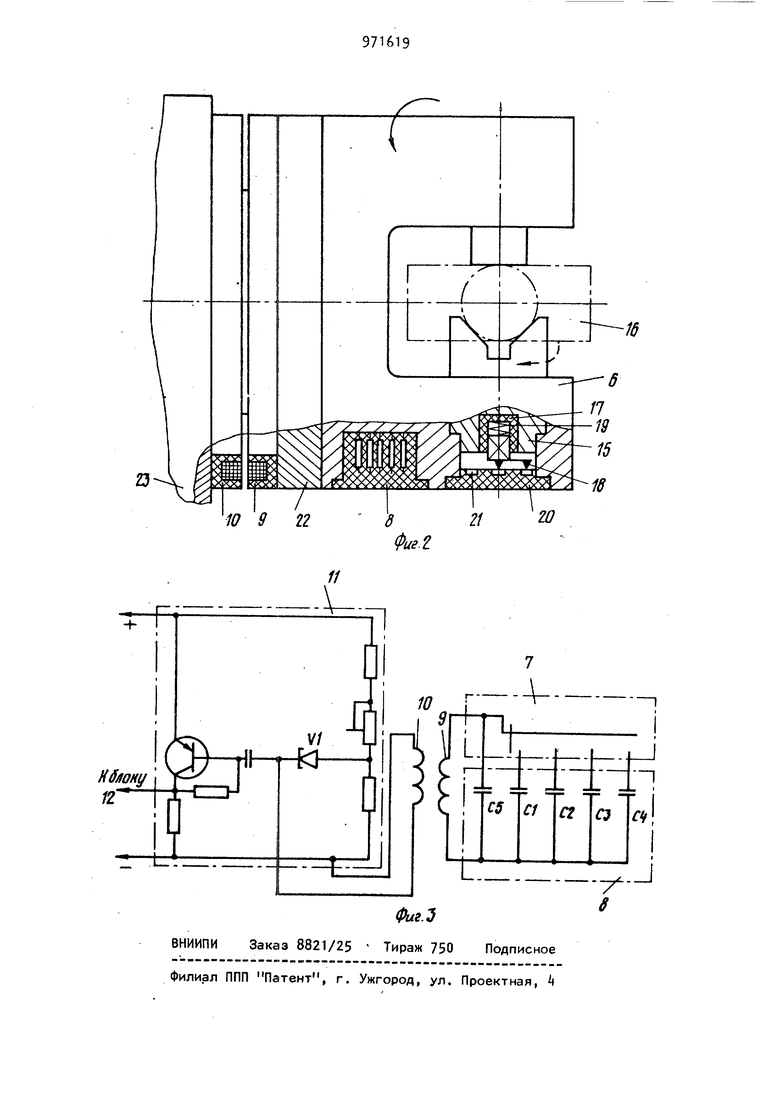
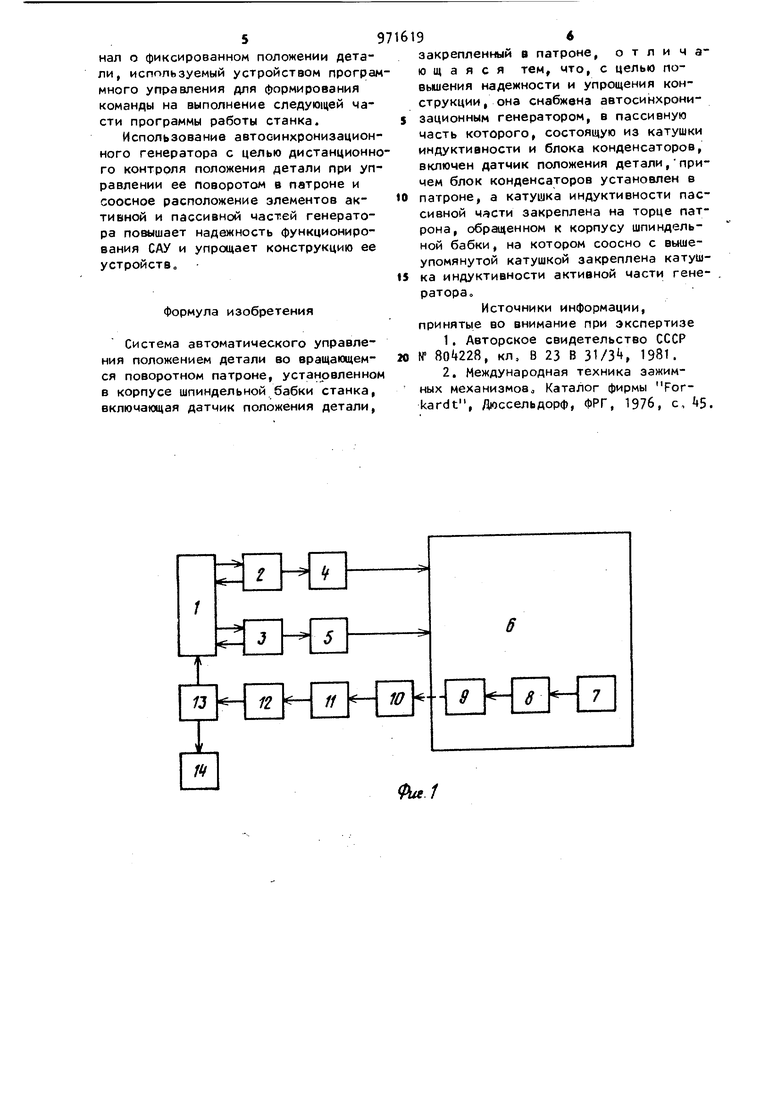
Изобретение относится к области машиностроения и может быть использовано в металлорежущих станках, оснащенных поворотными патронами для многосторонней обработки деталей с осями, пересекающимися под углом 90° В известных конструкциях поворотных патронов поворот детали осуществляется под действием толкателей, взаимодействующих с четырехгранниками поворотной цапфы Г13, При этом цикл поворота цапфы на 90° разделяется на два полуцикла: предварительный поворот на угол +5°- промежуточное положение цапфы и доворот на уго до 90° - фиксированное положение. В существующих системах автоматического управления (САУ) поворотными пат ронами отсутствует прямой и непрерывный контроль положения детали. Ий формацию о положении детали получают косвенным путем. Например, в патронах с гидроприводом для этой цели ис ;Пользуется репе давления. Известна также система автомати- ческого управления (САУ) положением детали в двухкулачковом поворотном патроне, которая содержит устройство управления приводом поворота, устройство программного управления станком и датчик положения детали, состоящей из бесконтактных переключателей, смонтированных на кронштейне над патроном и коммутируемых в процессе его вращения штырями, установленными на торце поворотной цапфы 2. . Недостатками указанной системы являются отсутствие непрерывного прямого контроля положения детали, что снижает надежность функционирования САУ, и необходимость фиксированного углового положения патрона в наладочном режиме, когда он не вращается, с цвль)Ю совмещения штырей на поворотной цапфе с бесконтактными переключателями, что требует допол397нительного привода и усложняет систему в целом Целью изобретения является повышение надежности функционирования САУ и упрощение конструкции ее устройств Указанная цель достигается тем, мто САУ имеет в своем составе автосинхронизационный генератор, пассивная часть которого включена в датчик положения детали и установлена в корпусе патрона, что позволяет осуществлять прямой контроль как фиксированных, так и промежуточных положений детали, а также тем, что устройства связи активной и пассивной частей генератора расположены соосно и это позволяет управлять поворотом детали как в процессе вращения патрона, так и в неподвижном его состоянии при любом угловом положении На фиг, 1 приведена блок-схема САУ на фиг. 2 - конструктивное размещение элементов датчика положения и устройства связи активной и пассив ной частей автосинхронйзационного генератора в поворотном патроне; на фиГо 3 - электрическая схема генератораВ состав САУ входит устройство программного управления станком , управляющие команды от которого поступают на устройства управления за.жимом детали 2 и ее поворотом 3, управляющие соответственно приводом за жима и приводом поворота 5 детали в патроне В поворотном патроне 6 ра мещены контактный переключатель 7 и пассивная часть автосинхронизационно го генератора, включающая в себя бло конденсаторов 8 и катушку индуктивности 9 выполняющих роль пассивного резонансного контура Переключатель 7 блок конденсаторов 8 и катуш ка индуктивности 9 образуют датчик положения детали Активная часть генератора вынесена из патрона и состоит из катушки индуктивности 10 и мультивибратора 11, собранного на ту нельном диоде / (фиг 3). Катушки индуктивности 9 и 10 являются устройствами связи активной и пассивной частей автосинхронизационного генера тора. Для преобразования выходного сигнала автосинхронизационного генератора в САУ используются преобразователь .частота - напряжение 12 и дешифратор 13в Для определения положения детали в поворотном патроне система содержит блок индйкацим Т, На нижней части поворотной цапфы 15,несущей обрабатываемую деталь 16,установлена изоляционная втулка 17с подвижным контактом 18, поджимаемым пружиной 19 к неподвижной части 20 переключателя 7 о Выводы конденсаторов с помощью проводов, приложенных в корпусе, подключены к ламелям 21 и к катушке 9, установленной. на торце планшайбы 22 патрона Соосно с катушкой 9 на корпусе шпиндельной балки 23 с зазором установлена неподвижная катушка 10, входящая в релаксационную часть генератора САУ работает следующим образом. Перед поворотом цапфа 15, а вместе с ней и деталь 16 занимают в патроне одно из четырех фиксированных положений (0°, 90, 180°, 270°), При этом посредством подвижного контакта 18в цепь резонансного контура подключены один из четырех конденсаторов С1-С4 и конденсатор С5 блока конденсаторов 8 При поступлении команды от устройства программного управления 1 осуществляется первый полуцикл поворота детали, в конце которого контакт 18 сходит в ламели 21 на изоляционный участок неподвижной части 20 переключателя 7 И, отключая соответствующий конденсатор от цепи резонансного контура, изменяет его собственную .частоту Это приводит к задержке момента очередного переключения туннельного диода мультивибратора 11 и изменению частоты на его выходе, что вызывает изменение по амплитуде постоянного напряжения на выходе преобразователя частота напряжение 12 Дешифратор 13 фиксирует это изменение и выдает в устройство программного управления 1 и на блок индикации сигнал о промежуточном положении детали. Сформированная в устройстве программного управления команда поступает в устройство управления поворотом 3, которое переключает привод поворота 5 на выполнение второго полуцикла доворота детали до фиксированного положения При довороте детали на угол до 90° подвижный контакт 18 подключает в цепь резонансного контура следующий конденсатор, изменяя собственную частоту контура. Автосинхронизационным генератором, преобразователем частота-напряжение 12 и дешифратором 13, срабатываюи4ими аналогично первому полуциклу, формируется си1-
нал о фиксированном положении детали, используемый устройством программного управления для формирования команды на выполнение следующей части программы работы станка.
Использование автосинхронизационного генератора с целью дистанционного контроля положения детали при управлении ее поворотом в патроне и соосное расположение элементов активной и пассивной частей генератора повышает надежность функционирования САУ и упрощает конструкцию ее устройство
Формула изобретения
Система автоматического управления положением детали во вращающемся поворотном патроне, установленном в корпусе шпиндельной бабки станка, включающая датчик положения детали.
закрепленный в патроне, отличающаяся тем, что, с целью повышения надежности и упрощения конструкции, она снабжена автосинхронизационным генератором, в пассивную часть которого, состоящую из катушки индуктивности и блока конденсаторов, включен датчик положения детали,причем блок конденсаторов установлен в
патроне, а катушка индуктивности пассивной части закреплена на торце патрона, обращенном к корпусу шпиндельной бабки, на котором соосно с вышеупомянутой катушкой закреплена катушка индуктивности активной части генератора.
Источники информации, принятые во внимание при экспертизе
