1
Изобретение относится к электрическому нагреву и может найти применение при индукционной плавке металла и других электротехнологических процессах, требующих взаимодействия электромагнитных полей высокой и низкой частоты.5
Известны устройства для плавки и электромагнитного перемешивания жидкого металла, в которых металл нагревают до расплавления, а затем с целью интенсивного перемешивания и улучшения качества метал- Q ла на жидкий металл воздействуют электромагнитным полем низкой частоты 1 и 2.
Однако поле низкой частоты создают с помощью статоров, что значительно усложняет конструкцию плавильной печи, увеличивает габариты и вес.5
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для плавки и электромагнитного перемешивания металла, содержащее индуктор с батареей компенси- о рующих конденсаторов, подключенный одновременно к выходным зажимам двух однотипных статических преобразователей частоты, задающие генераторы в канале управления выходной частотой каждого преобразователя и регулятор частоты тока в индукторе 3.
Недостатком устройства является то, что компенсация реактивной мощности индуктора на низкой частоте требует значительного увеличения емкости компенсирующей батареи, что наряду с применением силовой коммутационной аппаратуры приводит к увеличению веса, габаритов и стоимости устройства.
Активная мощность, выделяющаяся в расплаве в процессе перемешивания на низкой частоте, ниже тепловых потерь печи, поэтому расплав быстро охлаждается и требуется периодическое подключение высокочастотного генератора для подогрева расплава, что ограничивает длительность непрерывного перемешивания и усложняет процесс управления плавкой.
Цель изобретения - упрощение конструкции и управления процессом плавки за счет применения явлений биений электрических колебаний для электромагнитного перемешивания металла.
Поставленная цель достигается тем, что устройство для плавки и электромагнитного перемешивания металла, содержащее индуктор с батареей компенсирующих конденсаторов, подключенный одновременный к выходным зажимам двух однотипных статических преобразователей частоты, задающие генераторы в канале управления выходной частоты каждого преобразователя и регулятор частоты тока в индукторе, снабжено задатчиком частоты биений и двумя сумматорами, при этом выход одного задающего генератора через ключ соединен с синхронизирующим входом другого задающего генератора, а управляющие входы задающих генераторов через свои сумматоры связаны с выходом регулятора частоты тока в индукторе и с инвертированными друг относительно друга выходами задатчика частоты биений.
Применение явления биений позволяет отказаться от компенсации реактивной мощности индуктора на низкой частоте, а следовательно, упростить конструкцию устройства.
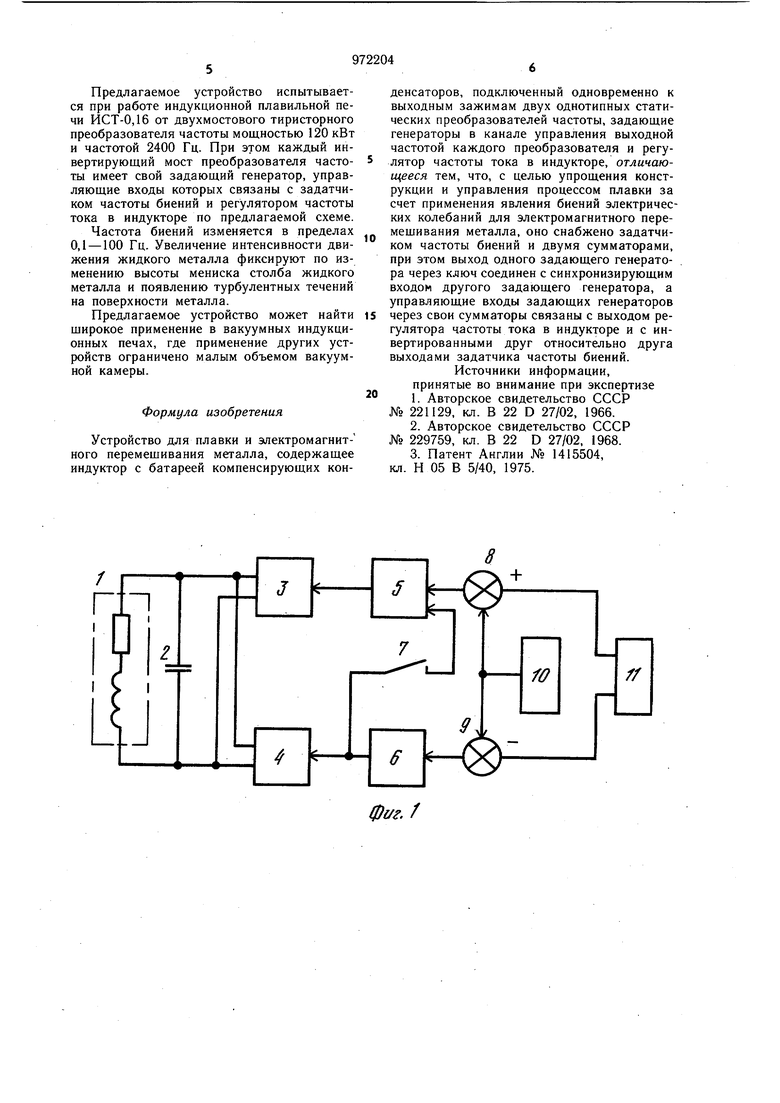
На фиг. 1 представлена функциональная схема предлагаемого устройства; на фиг. 2- осциллограмма результирующего тока в индукторе (iy).
Устройство содержит индуктор 1 плавильной печи, зашунтированный батареей компенсирующих конденсаторов 2 и подключенный одновременно к выходным зажимам двух однотипных статических преобразователей 3 и 4 частоты с регулируемой частотой выходного тока, задаваемой соответственно задающими генераторами 5 и 6, при этом выход задающего генератора 6 через ключ 7 связан с синхронизирующим входом задающего генератора 5, а управляющие входы задающих генераторов 5 и 6 через сумматоры 8 и 9 связаны с выходом регулятора 10 частоты тока в индукторе и с инвертированными друг относительно друга выходами задатчика 11 частоты биений.
Устройство работает следующим образом.
До момента расплавления шихты t tj выходной сигнал задатчика 11 частоты биений равен нулю, а ключ 7 замкнут. В этом режиме задающие генераторы 5 и 6, управляемые сигналом с регулятора 10, работают с одинаковой частотой (JQ и синхронно за счет синхронизирующего воздействия выходных импульсов генератора 6 на генератор 5 через ключ 7. Через индуктор протекает переменный ток с частотой (, которая выбирается из условия резонанса в колебательном контуре, образованном индуктором 1 и батареей компенсирующих конденсаторов 2, и передачи в индуктор максимальной мощности от статических преобразователей 3 и 4 частоты.
После расплавления щихты (t ti) ключ 7 размыкается и устанавливается определенный сигнал на выходе задатчика 11 частоты биений. В этом режиме на управляющий вход генератора 5 подается сигнал с сумматора 8, равный сумме сигналов регулятора 10 и задатчика 11 частоты биений, в результате чего генератор 5, а следовательно, и преобразователь 3 частоты начинают работать с частотой cji 0)0 +-R-. На управляющий вход генератора 6 подается сигнал с сумматора 9, равный разности сигналов с регулятора 10 и задатчика 11 частоты биений, в результате чего генератор 6 и преобразователь 4 частоты начинают работать с. частотой cJi cjp - Я .
В индукторе в результате сложения двух колебаний с разными частотами a5i и возникает квазигармоническое колебание, называемое биением.
Основная частота биения равна полусумме частот составляющих колебаний cJi + + cJi/2 (cJo (cJo -Л) 1/2 cJo, Отсюда следует, что частота высокочастотных колебаний в индукторе не изменилась, следовательно, не требуется изменения емкости батареи компенсирующих конденсаторов для поддержания резонанса в колебательном контуре 1-2.
Период биения определяется разностью частот составляющих колебаний Т 2л/((а ,-а52) 2Ги/(аГ +Л) - (cJo-Л) -i/A.
Отсюда следует, что период биения обратно пропорционален сигналу с задатчика частоты биений. С частотой 25 периодически по косинусоидальному закону изменяется амплитуда тока в индукторе, а следовательно, и сила, действующая в радиальном направлении на стол жидкого металла, в результате этого стол металла периодически с частотой 2SI сжимается и растекается.
Задавая частоту J из условия механического резонанса данной массы металла, можно значительно активизировать процесс перемещивания, а изменяя частоту Л, можно управлять интенсивностью движения жидкого металла.
Действующее значение тока в индукторе в режиме биений, определяемое из выраже™я
cos Jlt-sin cJ(,tdt,
где амплитуда тока в индукторе при синхронной работе преобразователей частоты,
равно 1м/2 при cj Л,что в Y2 раз меньще действующего значения тока в индукторе в режиме синхронной работы преобразователя частоты. Следовательно, активная мощность, передаваемая в металл в режиме биений, в 2 раза ниже мощности в режиме синхронной работы преобразователей частоты. Однако эта мощность превышает мощность тепловых потерь индукционной печи, что обеспечивает перегрев расплава до заданной температуры и позволяет осуществлять непрерывное перемещивание расплава. Обычно в процессе обработки расплава мощность, потребляемая плавильной печью, составляет 20- 40% от номинальной мощности. Предлагаемое устройство испытывается при работе индукционной плавильной печи ИСТ-0,16 от двухмостового тиристорного преобразователя частоты мощностью 120 кВт и частотой 2400 Гц. При этом каждый инвертирующий мост преобразователя частоты имеет свой задающий генератор, управляющие входы которых связаны с задатчиком частоты биений и регулятором частоты тока в индукторе по предлагаемой схеме. Частота биений изменяется в пределах 0,1 -100 Гц. Увеличение интенсивности движения жидкого металла фиксируют по изменению высоты мениска столба жидкого металла и появлению турбулентных течений на поверхности металла. Предлагаемое устройство может найти щирокое применение в вакуумных индукционных печах, где применение других устройств ограничено малым объемом вакуумной камеры. Формула изобретения Устройство для плавки и электромагниткого перемещивания металла, содержащее индуктор с батареей компенсирующих конденсаторов, подключенный одновременно к выходным зажимам двух однотипных статических преобразователей частоты, задающие генераторы в канале управления выходной частотой каждого преобразователя и регулятор частоты тока в индукторе, отличающееся тем, что, с целью упрощения конструкции и управления процессом плавки за счет применения явления биений электрических колебаний для электромагнитного перемещивания металла, оно снабжено задатчиком частоты биений и двумя сумматорами, при этом выход одного задающего генератора через ключ соединен с синхронизирующим входом другого задающего генератора, а управляющие входы задающих генераторов через свои сумматоры связаны с выходом регулятора частоты тока в индукторе и с инвертированными друг относительно друга выходами задатчика частоты биений. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 221129, кл. В 22 D 27/02, 1966. 2.Авторское свидетельство СССР № 229759, кл. В 22 D 27/02, 1968. 3.Патент Англии № 1415504, кл. Н 05 В 5/40, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционного нагрева металла | 1986 |
|
SU1403389A1 |
| Индукционная плавильная установка | 1983 |
|
SU1145494A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ФУТЕРОВКИ ИНДУКЦИОННОЙ ПЛАВИЛЬНОЙ ПЕЧИ | 2005 |
|
RU2320945C2 |
| Индукционная плавильная установка | 1989 |
|
SU1684939A1 |
| Способ управления разливкой металла и устройство для его осуществления | 1985 |
|
SU1243892A1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2267238C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ЭЛЕКТРОСЕТИ ОТ КОЛЕБАНИЙ РЕАКТИВНОЙ НАГРУЗКИ И УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ РЕАКТИВНОЙ НАГРУЗКИ | 1994 |
|
RU2126580C1 |
| Индукционная плавильная установка | 1983 |
|
SU1103364A1 |
| Установка индукционной плавки металлов | 2021 |
|
RU2778339C1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА И СПОСОБ УПРАВЛЕНИЯ УСТРОЙСТВОМ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 2002 |
|
RU2231905C2 |

//
fO
л
мЭ
ф1/г. /
Фиг.г
