ного напряжения высокочастотного источника питания индуктора на процесс Формирования, снижения энергозатрат, повышения точности размеров слитка и безопасности обслуживания и упрощения управления процессом, в устройство введены задат- чик и датчик напряжения, подсоединенный входом к индуктору, а выходом - через задатчик к фазоимпульс- ной системе управления выпрямителя.
3. Устройство по п.2, о т л н- ч а ю щ е е.с я тем,, что в качестве выпрямителя на тиристорах с фа- зоимпульсной системой управления использован трехфазный мостовой выпрямитель на тиристорах Ларионова, а в качестве тиристорного инвертора с системой управления и частотного регулирования применен трехмостовой тиристорный автономный инвертор со .встречно-параллельными диодами,одна диагональ моста которого образована коммутирующими дросселем и конденсатором, а другая - разделительным конденсатором, защитным дросселем и нагрузкой,- причем последняя подсоединена через входные дроссели мостов к выходным зажимам выпрямиИзобретение относится к металлургии и может найти примерение при литье алюминиевых сплавов в электромагнитный кристаллизатор, индуктор которого питается от тиристорного преобразователя частоты.
Целью изобретения является исключение влияния колебаний входного напряжения высокочастотного источника питания индуктора на процесс формирования, снижение энергозатрат повьшение точности заданных размеров слитка и безопасности обслуживания и упрощение управления процессом.
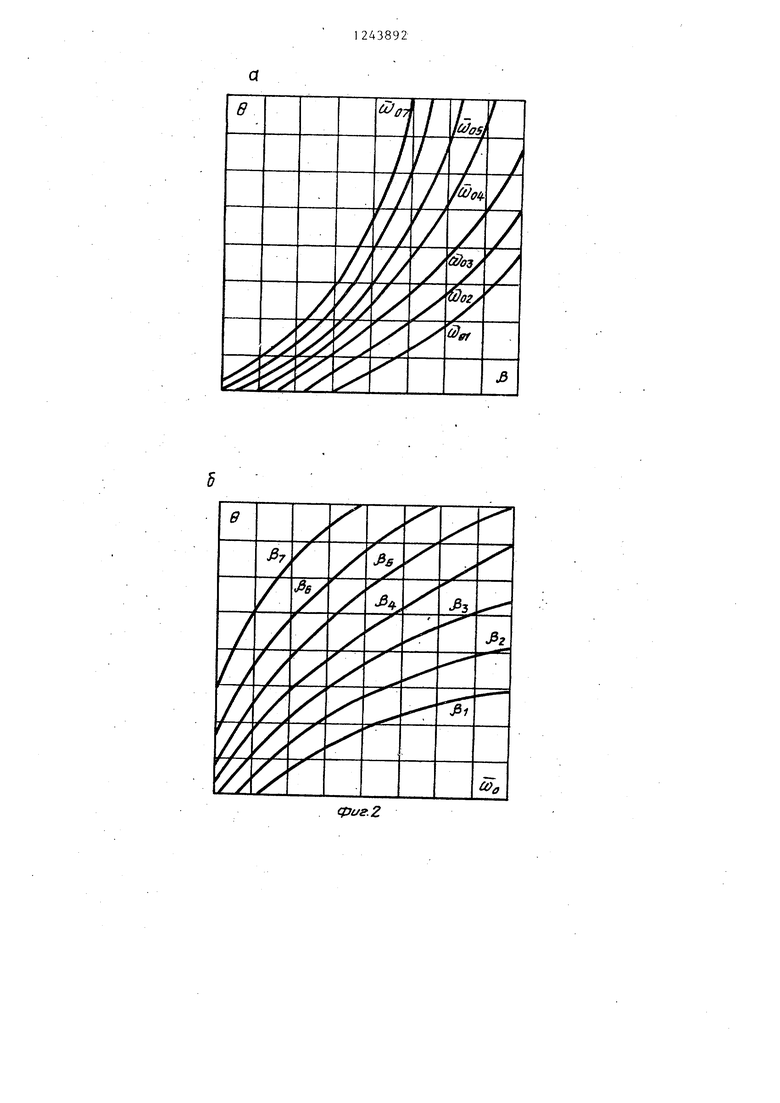
На фиг.1 приведена схема устройства, реализующая предлагаемый способ;, на фиг. 2ои8 - графики функции Q (иЗд,о(., p)j рассчитаиные на ЭВМ, на фиг.3 - схема формирования слитка в электромагнитный кристаллизатору на фи г.4 - электрическая принтеля, при этом нагрузка состоит из повышающего трансформатора, вторичная обмотка которого зашунтирована компенсирующей батареей конденсаторов и соединена через понижающий трансформатор с индуктором электромагнитного кристаллизатора.
4. Устройство по п.2, о т л и- чающееся тем, что в качестве систе1чы автоматической стабилизации коэффициента мощности тиристорного инвертора использована система, содержащая датчики тока, включенные в цепи выходного тока инвертора и компенсирующей батареи конденсаторов, шунтирующей индуктор, выходы датчиков тока подсоединены к катодам пары стабилизаторов,аноды которых объединены, а между началом одного датчика тока и концом ;другого подключен делитель напряжения, выход которого образует одну диагональ диодного моста, который другой диагональю через резистор подсоединен к выходному конденсатор и резистору, соединенным через стабилитрон с входом системы управления и частотного регулирования инвертора.
ципиальная схема тиристорного трех- мостового автономного инвертора с встречно-параллельными диодами и выпрямителя; на фиг.5 - электрическая схема упрощенного устройства автоматической стабилизации коэффициента мощности тиристорного инвертора.
Сущность литья в электромагнитный кристаллизатор состоит в том, что металл при получении слитков удерясивается от растекания электромагнитными силами и одновременно охлаявдается водой, благодаря чему
поверхность слитка получается гладкой и не требует дополнительной механической обработки перед прокаткой.
Переменное электромагнитное поле тока высокой частоты, создаваемое
одновит ковый индуктором электромагнитного кристаллизатора, охватывающим
3
слиток, наводит в металле вихревые токи, которые, благодаря явлению поверхностного, эффекта, сосредотачи ваются в поверхностном слое слитка. Периметр слитка при этом образует замкнутый виток с током, взаимодействие которого с полем индуктора содает стягивающее давление на жидкий металл. Форма сечения получающего- ся слитка подобна форме индуктора, поэтому слитки могут иметь любую требуемую конфигурацию.
Для обеспечения точности заданных размеров слитка необходимо обеспечивать равенство между гидроста
тическим давлением расплава Р и электродинамическим давлением Р создаваемым электромагнитным полем
Гидростатическое давление расплава определяется высотой жидкой зоны расплава.
Электродинамическое давление расплава определяется, как
,(
) (,,Ь (1)
I - ток индуктораi
- число витков индуктора; в - высота индуктора; в - функция трех переменных, o критерий относительно частоты.
о
.
е
- 6 ft со - I
р
DL магнитная проницаемость вакуума;
электропроводность металла, D 1/R-, активное сопротивление металла;
круговая 4acToVa тока в индукторе, Ь частота тока высокой частоты индуктора, , коэффициент, р г f /г„,, радиус индуктора, расчетный радиус индуктора;
коэффициент, с(.. При постоянных конструктивных
ементах электромагнитного кристал- затора У и р постоянны, а критерий
носительной частоты определяется,
к
где
.Р
(2)
. f 2 IT Г
иР
е.
t
удельное электрическое сопротивление металла} высота металла, сечение металла.
С другой стороны критерий относительной частоты равен
t15
4 K b «P o|2 frJp.,f/R,
(3)
где
A, )U
о- ИР
0
5
0
Таким образом, учитывая (2) и (3) можно сделать вывод, что критерий относительной частоты зависит от частоты тока индуктора, удельного электрического сопротивления и активного сопротивления металла.
Индуктор электромагнитного кристаллизатора подключается в общем случае параллельно компенсирующей батареи конденсаторов, образуя нагрузочный контур, эквивалентное активное сопротивление которого определяется
L.,
R
5И
(4)
где L.. н
- R.
индуктивность нагрузочного контура;
емкость компенсирующей батареи конденсаторов; э квивалентное активное сопротивление индуктора с о металлом.
При заданных параметрах индуктора, слитка и частоты тока эквивалентное активное сопротивление индуктора с металлом R будет пропорционально изменению удельного электрического сопротивления металла. В свою очередь, изменение эквивалентного активного сопротивления индуктора с металлом вызывает и изменение эквивалентного активного сопротивления нагрузочного контура (4) Rj, что приводит к изменению напряжения
на нем
Р,
и
элек тродинамиче ского давления н, , нарушая точность заданных размеров слитка, снижая безопасность процесса литья, усложняя процесс управления разливкой.
Представляя в.(1) значение тока , получим выражение для оп- редел ния электродинамического давления
Р,.((и,„,,р). (5)
Н
Таким образом, изменение удельного электрического сопротивления металла приводит к изменению эквивалентного активного сопротивления нагрузочного контура Рэн; напряже- ния Уц на нем и функции трёх fiepe- мешГых 0(ii o ,о6, ).
Сущность предлагаемого способа управления непрерывной и полунепрерывной разливкой металлов формированием слитка электромагнитным полем тока высокой частоты индуктора заключается в следующем.
При нахождении подцона с металлом в зоне индуктора высокочастотный источник питания настраивается на резонансную частоту тока индуктора, при котором он вьщает максимальную мощность и обеспечивает на индукторе некоторое фиксированное напряже- ние,- обеспечивающее равновесие гидростатического давления расплава Р и электродинамического давления поля РЗ и предотвращающее растекание и выплескивание металла.
По мере выхода поддона из зоны индуктора в этой зоне все больший объем.будет занимать расплав и при выходе поддона из этой зоны в индукторе будет находиться только расплав с корочкой, которая образуется при охлаждении слитка.
Таким образом, в начале формирования слитка индуктор с металлом имел эквивалентное активное сопротивление R, а нагрузочный контур - R 5н л По мере выхода поддона из зоны индуктора эквивалентное активное сопротивление индуктора с металлом увеличивается снижая критерий относительной частоты (3), а значит и функции 0(Мо ,о(., f i)3J , а также эквивалентное активное сопротивление нагрузочного контура (4
.Снижение эквивалентного активного, сопротивления нагрузочного контура приводит к уменьшению напряжения на индукторе, что совместно со снижением функции трех переменных Э приводит к уменьшению электродинамического давления Р (5)и нарушению равновесия между гидростатическим давлением расплава и электродинамическим давлением поля Р Р Для устранения этого эффекта при
выходе поддона из зоны индук-тора Изменяют (увеличивают) напряжение на нем (например, путем изменения выходного напряжения высокочастотного источника питания индуктора) на
величину, пропорциональную увеличению эквивалентного активного сопротивления индуктора с металлом (уменьшению эквивалентного активного сопротивления нагрузочного контура),
устанавливая необходимое равновесие между Р и 7 г Э7 поддерживая при этом резонансную частоту тока индуктора.
При колебаниях напряжения на индукторе, вызванных изменением входного напряжения высокочастотного источника питания индуктора, стабилизируют напряжение на нем (на уровне фиксированного напряжения) путем изменения напряжения на промежуточном узле постоянного напряжения высокочастотного источника питания,используя, например, фазоимпульсный способ управления.
Таким образом, управляя напряжением на индукторе путем его изменения на величину, пропорциональную .изме, нению эквивалентного активного сопротивления индуктора с металлом,
удается: повысить точность заданных размеров слитка и безопасность обслуживания, так как- в ходе всего технологического процесса будет обеспечено равновесие между гидростатическим давлением расплава и электродинамическим давлением поля, снизить энергозатраты на формирование слитка, так как в ходе изменения напряжения высокочастотный источник будет выДавать максимальную, мощность за счет поддержания резонансной частоты тока индуктора (номинальный режим работы источника)i исключить влияние колебаний выходного напряжения высокочастотного источника питания на
процесс формирования за счет регулирования Ъго выходного напряжения посредством изменения напряжения промежуточного звена постоянного напряжения.
Устройство для реализации способа (фиг.1) образовано тиристорным
частотнорегулируемым преобразователем, состоящим из выпрямителя 1 на
тиристорах с фазоймпульсной системой 2 управпения и тиристорного инвер- .тора 3 с системой 4 управления и час .тотного регулирования , выход которого подключен к индуктору 5, зашунти- рованному компенсирующей батареей 6 ,енсаторов, При этом в цепи выходного тока преобразователя и компенсирующей батареи 6 конденсаторов включены датчики 7 и 8 тока, подключенные выходами к системе 9 автоматической стабилизации коэффициента мощности тиристорного инвертора 3,
а выход последнего соединен с системой 4 частотного управления инвертора 3 задатчиком 10 и датчиком 11 напряжения, подключенным входом к индуктору 5, а выходом через задат- чик 10 - к фазоймпульсной системе 2 управления выпрямителя 1,
Схема формирования слитка в элек- тромагнитный кристаллизатор (фиг.З) образована индуктором 5, форма которого соответствует конфигурации отливаемого слитка, водяуым коллектором 12, расположенным под индуктором 5,экраном 13, находящимся над ин- дуктором, системой подачи и распре- деления жидкого металла 14 и поддоном 15, установленньм на литейной машине 16.
Устройство для реализации способа (фиг.4), в котором в качестве выпрямителя 1 на тиристорах с фазоймпульсной системой 2 управления использован трехфазный мостовой выпрямитель на тиристорах Ларионова, а в качестве тиристорного инвертора. 3 с системой 4 управления и частотного регулирования использован трехмос- товой 17, 18, 19 тиристорный автономный инвертор (тиристоры) 20, 21,22, 23 со встречно-параллельными диодами 24, 25, 26, 27, одна диагональ моста которого образована коммутирующими
дросселем 28 и конденсатором 29, а другая - разделительным конденсатором 30, защитным дросселем 31 и нагрузкой 32 и подключена через входные дроссели 33 мостов 17, 18 и 19 к выходным зажимам выпрямителя 1. При этом нагрузка 32 состоит из повьппаю- щего трансформатора 34, вторичная обмотка которого зашунтирована компенсирующей батареей 35 конденсаторов
и связана через понижающий трансфор243892 В
матор 36 с индуктором 5 электромагнитного кристаллизатора.
Устройство для реализации способа по п.2, в котором в качестве устрой- 5 ства автоматической стабилизации . коэффициента мощности тиристорного
инвертора 1 использовано устройство, i содержащее датчики 7 и В тока, включенные в цепи выходного тока инвер- 10 тора 1 (датчик 7 тока) и компенсирующей батареей 6 конденсаторов (датчик 8 тока), шунтирующей индуктор 5,выходы которых подключены к катодам стабилитронов 37, 38 и 39, аноды ко- 15 торых объединены, а между началом одного датчика и концом другого датчика 8 подключен делитель напряжения на сопротивления 40 и 41, выход которого образует одну диагональ диодно- 20 го моста 42 (диоды 43, 44, 45, 46), который другой диагональю через резистор 47 подключен к выходному конденсатору 48 и резистору 49, связанному через стабилитрон 50 с вхо- 25 дом системы 2 управления и частотного регулирования инвертора 1.
Устройство работает следующим образом.
В начале процесса управления не- 30 прерывной и полунепрерьшной разливкой металлов поддон 15 находится в зоне индуктора 5.
Включают тиристорный частотно-регулируемый преобразователь и на под- 25 дон подают расплав металла.
Датчики 7 и В выходного тока преобразователя и компенсирующей батареи 6 конденсаторов (датчик В) выдают сигналы на устройство 9 автома- Q тической стабилизации коэффициента мощности, которое, воздействуй на систему 4 управления и частотного регулирования инвертора 3,настраивает последний на резонансную частоту - тока индуктора 5.
С помощью фазоймпульсной системы 2 управления, сигнал на которую поступает с датчика 11 напряжения череэ задатчик 10, устанавливают на выходе jj выпрямителя 1, а значит и на индукторе 5 фиксированное напряжение, обеспечивающее равновесие гидростатического давления расплава Рр и электродинамического давления поля РЭV предотвращая растекание и выплес- . киванй е металла.
Таким образом, в начале процесса управления, когда поддон с распла91
BOM находится в зоне индуктора 5 и индуктор 5 с расплавом имеют эквиbi
валентное активное сопротивление R,
а нагрузочный контур (индуктор 5 с расплавом, и компенсирующая батарея 6 конденсаторов) - тирис- торный частотно-регулируемьш преобразователь Бьвдает максимальную для дай- ного состояния индуктора 5 с металлом мощность и фиксированное напряжение на индукторе 5, обеспечивающее равновесие гидростатического и электродинамического давлений.
По мере выхода поддона из зоны индуктора 5 эквивалентное активное сопротивление индуктора 5 с металлом увеличивается , так как увеличивается удельное электрическое сопротивление металла р, снижая, во- первых, критерий относительной частоты, а значйт и функции 6 (Со , oJ., |5 }. (см.фиг,2), во-вторых, эквивалентное активное сопротивление нагрузочного контура. Снижение эквивалентного активного сопротивления нагрузочного контура приводит к уменьшению напряжения на индукторе 5, 4to совместно со снижением функции трех переменных в приведет к уменьшению электродинамического давления Р и нарушению равновесия между гидростатически / давлением расплава и электродинамическим давлением поля индуктора 5,
Для устранения этого эффекта при выходе поддона из зоны индуктора 5 изменяют (увеличивают) напряжение на . нем путем изменения выходного напряжения выпрямителя 1 с помощью фазо- импульсной системы 2 управления.Сигнал с датчика 11 напряжения становится меньше заданного значения за- датчика 10, который и воздействует на фазоимпульсную систему 2 управления выпрямителя 1, повьшая выходное напряжение последнего, а значит и напряжение на индукторе 5 на величину, пропорциональную увеличению Эквивалентного активного сопротивления индуктора 5 с металлом., В результате устанавливается необходимое равновесие Р - Р , при этом тиристор- ный частотно-регулируемый преобразователь с помощью устройства 9 автоматической стабилизации коэффициента мощности поддерживает в индукторе 5 .резонансную частоту тока.
4389210
При колебаниях напряжения на ин- дукторе 5, вызванных изменением входного (питающего) напряжения тирис- торного частотно-регулируемого пре- 5 образователя, изменяют и поддерживают его, на заданном уровне с помощью фазоимпульсной системы 2 управления выпрямителем 1. При колебаниях напряжения на индукторе 5 сигнал с дат- 10 чика 11 напряжения поступает на за- датчик 10 и сравнивается там с фиксированным напряжением. Если сигнал с датчика 11 напряжения становится меньше заданного фиксированного зна- 15 чения, то с задатчика 10 поступает сигнал на фазоимпульсную систему 2 управления, которая, отрабатывая, повьш1ает выходное напряжение выпрямителя 1, а значит и индуктора 5 до 20 фиксированного значения. Аналогично отрабатывает система при превышении напряжения.
Таким образом, управляя напряжением на индукторе путем его изменения 25 на величину, пропорциональную изменению эквивалентного активного сопротивления индуктора с металлом, удается: повысить точность заданных размеров слитка и безопасность об- 30 служивания, так как в ходе всего
технологического процесса будет обеспечено равновесие между гидростатическим давлением расплава и электродинамическим давлением поля; снизить « энергозатраты на формирование слитка, так как в ходе изменения напряжения тиристорный частотно-регулируемый преобразователь будет выдавать максимальную для данного состояния на- 40 грузочного контура мощность за счет поддержания резонансной частоты тока индуктора;.исключить влияние колебаний выходного напряжения тиристор- ного частотно-регулируемого преобра- j зователя на процесс формирования за счет регулирования его выходного напряжения посредством изменения вы-- ходного напряжения выпрямителя.
На фиг.З показан процесс формиро- „ вания слитка.
Жидкиз4 металл (расплав) поступает из с истемы 14 подачи и распреде- I леция на поддон -15. Индуктор 5, питаемый от тиристорного частотно-ре- 55 гулируемого преобразователя, создает электромагнитное поле. При взаимодействии поля индуктора 5 с наведенными 15 шздком металле вихревыми то11
ками возникают силы отталкивания, удерживающие металл на некотором расстоянии от индуктора, в результате чего размер слитка г становится
меньше размера индуктора г
и
и жидкрй металл не соприкасается с формообразователен (индуктором). Охлаждение слитка производится подачей воды из коллектора 12 вначале на подд 15, затем непосредственно на боковую поверхность слитка.
При опускании слитка с помощью литейной машины 16, поддон 15 выходи из зоны индуктора и в индукторе до конца технологического цикла будет находиться затвердевшая часть слитка с расплавом. .
Фронт кристаллизации (граница между жидкой и твердой зонами слитка на его боковой поверхности) перемещается вверх, в результате чего пояс охлаждения () находится всегда ниже зтого фронта на расстоянии Ь , Высота затвердевшей части слитка (корочки) Ь зависит в значительной степени от скорости литья, в меньшей степени от расхода воды и практически не зависит от ее температуры. Фронт кристаллизации должен находиться на уровне оси индуктора, где напряженность поля максимальна.
Устойчивость процесса разливки достигается при высоте жидкой зоны Vi 30-40 мм и при наличии экрана 13, Экран 13 представляет собой замкнутое кольцо из немагнитного материала, толщина которого постепенно увеличивается к верху. Экран 13 обеспечивает требуемый закон ослабления электродинамического давления по высоте, соответствующей закону ослабления гидростатического давления, а также уменьшает пульсацию и
циркуляцию расплава, оказываюпще- вредное влияние на формообразование и структуру металла.
Электрическая принципиальная схе- ма тиристорного трехмостового автономного инвертора с встречно-параллельными диодами и выпрямителя, (фиг,4) работает следующим образом.
Разделительные конденсаторы 30 мостов .17, 18 и 19 нормально заряже ны через входные дроссели 33, защит ные дроссели 31 и нагрузку 32 до напряжения выпрямителя 1 с фазоим- пульсной системой 2 управления.
24389212
Пусть коммутирующие конденсаторы 29 мостов 17, 18 и 19 имеют полярность напряжения, указанную на . фиг.4.
5 При,включении тиристоров 20 и 22 мостов 17, 18 и 19 (путем подачи импульсов управления от системы 4 управлений и частотного регулирования) происходит заряд коммутирующих 10 конденсаторов 29 через коммутирующие дроссели 28, защитные дроссели 31 и нагрузку 32, формируя прямую полуволну тока нагрузки 32.
Параметры инвертора рассчитаны 15 так, что процесс имеет колебательный характер. После того, как напряжение на коммутирующих конденсаторах 29 станет вьш1е напряжения разделительных конденсаторов 30 (выходного 0 напряжения выпрямителя 1) и колебательный ток, текущий через тиристоры 20 и 22, пройдет через нуль,они выключаются. Тогда через диоды 24, 26 и нагрузку 32 начнет протекать
5 ток в обратном направлении, формируя обратную полуволну тока нагрузки 32, до тех пор, пока коммутирующие конденсаторы 29 не разрядятся до напряжения меньшего, чем выходное напря0 жение выпрямителя 1, и диоды 24,26 выключаются, В течение промежутка времени, пока ток проводят диоды 24 и 26, на тиристорах 20 и 22 имеется небольшое обратное напряжение
5 и они успевают восстановить свою управляемость . Далее включаются тиристоры 21,23 мостов 17, 18 и 19, а после их выключения - диоды 25 и 27, Таким образом, в течение одного
цикла работы всех тиристоров и диодов в нагрузке 32 формируются два полных периода синусоидального напряже5
0
5
ния.. Благодаря тому, что три моста ра,ботают параллельно на одну нагрузку 32, мощность такого источника возрастает, что может позволить исполь-- зовать его для разшсвки металлов в крупногабаритные слитки.
С целью повышения эффективности использования конденсаторов компенсирующей батареей 5 конденсаторов по реактивной мощности используют по- вьштающий трансформатор 34, так как выходное напряжение мостовых автономных инверторов с встречно-параллельными диодами невелико и составляет половину выходного напряжения выпрямителя.
В связи с тем, что индуктор 5 электромагнитного кристаллизатора рассчитан и работает на пониженных напряжениях от 40 до 110 В, необходимо использовать дополнительно понижающий трансформатор 36.
Регулировка выходного напряжения данного преобразователя осуществляется путем регулирования выходного напряжения выпрямителя 1 с помощью фазоимпульсной системы 2 управления, а регулировка мощности - с помощью системы и управлени и частотного регулирования мостов 17, 18 и 19 автономного инвертора. Электрическая схема устройства (фиг.5) автоматической стабилизации коэффициента мощности тиристор ного инвертора работает следующим образом.
Напряжения с токовых датчиков 7 и 8, будучи сдвинуты по фазе на угол, равный 90 эл.град. (сигналы датчиков тока нагрузки и тока компенсирующей батареи конденсаторов) поступают на цепочку стабилитронов 37, 38 и 39, где происходит ограничение их по амплитуде и сложение Полученная ступенчатая кривая выпрямляется диодные мостом 42. Скваность полученных импульсов пропорциональна коэффициенту мощности нагрузки инвертора 1 (индуктор 5, копенсирующая батарея 6 конденсаторо После интегрирования цепочкой ре
2
14
зистор 47 - конденсатор 48 сигнал поступает на стабилитрон 50 и в задающий генератор системы 2 управления и частотного регулирования инвертора 1, изменяя его частоту.Сигнал, поступающий на систему 2, зависит только от угла сдвига фазы между выходным током инвертора и напряжением на нагрузке.
Таким образом, при изменении угла сдвига фаз между выходньм током и током компенсирующей батареи конденсаторов изменяется и выходной сигнал - напряжение управления, что,
приводит к понижению или повьшению частоты задающего генератора системы управления и частотного регулирования, осуществляя автоматическую ста- билизаи 1ю коэффициента мощности тиристорного инвертора.
В качестве тиристорного частотно- регулируемого преобразователя будет использован преобразователь с выпрямителем по мостовой схеме Ларионова на тиристорах ТЛ2-200-10 по два тиристора в плече с фазоимпульсной системой управления, а-в качестве тиристорного инвертора - трехмостовой автономньй инвертор с встречно- параллельными диодами (тиристоры 1:4-125-10 по три в плече и диоды ВЧ-200--10 по одному диоду в плече) и системой управления и частотного регулирования.





| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разливки металла в электромагнитный кристаллизатор | 1983 |
|
SU1375403A1 |
| Способ управления размером слитка при разливке металла в электромагнитный кристаллизатор | 1984 |
|
SU1174155A1 |
| АВТОНОМНЫЙ ИНВЕРТОР | 2005 |
|
RU2280942C1 |
| Индукционная установка для нагреваМЕТАллОВ | 1979 |
|
SU851791A1 |
| Устройство для регулирования уровня расплава в кристаллизаторе установки непрерывной разливки | 1982 |
|
SU1080920A1 |
| ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ И СПОСОБ УПРАВЛЕНИЯ ИМ | 2014 |
|
RU2562254C1 |
| Автономный инвертор | 1976 |
|
SU604108A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ КОМБИНИРОВАННОГО ЭЛЕКТРОТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА НА ОСНОВЕ ПОСЛЕДОВАТЕЛЬНЫХ ИНВЕРТОРОВ НАПРЯЖЕНИЯ | 2007 |
|
RU2342808C1 |
| УСТРОЙСТВО КОСВЕННОГО ИНДУКЦИОННОГО НАГРЕВА ПОРОШКОВЫХ ИЗДЕЛИЙ | 1996 |
|
RU2113939C1 |
| Система автоматического управления режимом варки оптического стекла в ванной печи | 1982 |
|
SU1071582A1 |


1. Способ управления разливкой металла, включающий формирование слитка электромагнитным полем тока высокой частоты индуктора, обеспечивающим равновесие гидростатического давления расплава и электродинамического давления поля, путем изменения напряжения на индукторе, о т- личающийся тем, что, с целью исключения влияния колебаний входного напряжения высокочастотного источника питания индуктора на-процесс формирования, снижения энергозатрат, повьшения точности размеров слитка и безопасности обслужив ания и упрощения управления процессом, разливку металлов начинают при фиксированном напряжении на индукторе, обеспечивающим равновесие гидростатического давления расплава и электродинамического давления поля, и изменяют это напряжение на величину, пропорциональную изменению эквивалентного активного сопротивления индуктора с металлом при выходе поддона- из его зоны, поддерживая в течение всего процесса разливки резонансную частоту тока индуктора. 2. Устройство управления разливкой металла, содержащее тиристорный частотно-регулируемый преобразователь, состоящий из выпрямителя на тиристорах с фазоимпульсной системой управления и тиристорного ин- в ертора с системой управления и частотного регулирования, выход которого подсоединен к индуктору, за- шунтированному компенсирующей ба- тареей конденсаторов, при этом в цепи выходного тока преобразователя и компенсирующей батареи конденсаторов включены датчики тока, подсоединенные выходами к системе автоматической стабилизации коэффициента мощности тиристорного инвертора, а .вьпсрд последнего соединен с системы частотного регулирования системы управления инвертора, о т л и- чающееся тем, что, с целью исключения влияния колебаний вхрдо $ ю 4 со 00
:
А
1
со
фс/г.2
1
ГЗ
сриг.5
Редактор М. Бандура
Составитель А. Абросимрв
Техред О.Сопко Корректор Л. Пилипенко
Заказ 3748/13 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| Способ управления пусковым режимом установки непрерывной разливки металлов | 1975 |
|
SU519275A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ разливки металла в электромагнитном поле | 1973 |
|
SU616051A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ управления непрерывной и полунепрерывной разливкой металлов | 1972 |
|
SU537750A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кацнельсон С.М | |||
| и др | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - Тезисы докл | |||
| Всесоюзного научно-технического семинара | |||
| Разработка и промышленное применение полупроводниковых преобразователей для индукционного нагрева металлов | |||
| Уфа,1974j с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство автоматической стабилизации коэффициента мощности тиристорного инвертора | 1974 |
|
SU568129A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
