Изобретение относится к полупро водниковой технике, в частности к устройствам для изготовления светодиодов.
Известны устройства для изготовления светодиодов методом химического травления 1,
Недостатками этих устройств являются низкая точность изготовления, сложность технологических процессов, необходимость значительного количества вспомогательного оборудования для перенесения и крепления обрабатываемых деталей.
Известны также устройства для изготовления светодиодов, состоящие из подвижнбго полого цилиндра, установленного над опорой и соединенного с 11СТОЧНИКОМ энергии 2.
1при известном изготовлении светодиодЬв вскрытие р-п переходов и резку пластин осуществляют ультразвуковым способом, а пол сферы изготавливают отдельно, например методом шлифовки.
Недостатком известных устройств является то, что при неравнс(ерности глубины залегания р-п перехода в пределео одной пластины вскрытие f)-n переходов осуществляется с запасом по глубине, что приводит к ухудшению КПД светодиодов и к разбросу индикатрис излучения. Как показали исследования, у светодиодов, изготовленных с помощью известного устройства, максимум индикатрисы отклоняется от оси корпуса светодиода больше, чем на 11°- у 50% светодиодов и больше, чем на 30 - у 10%
10 светодиодов.
Кроме того, после вскрытия р-п переходов из пластины вырезают цилиндрические заготовки, противоположный вскрытию торец которых обраба15тывают, например, шлифовкой в виде полусферы. При этом центры получаемых полусфер, центры цилиндров и центры области вскрытия мезоструктур неизбежно смещены относительно друг
20 друга вследствие трех пространственно смещенных разнородных технологических операций.
Целью изобретения является повышение точности и упрощение техноло25гического процесса изготовления светодиодов .
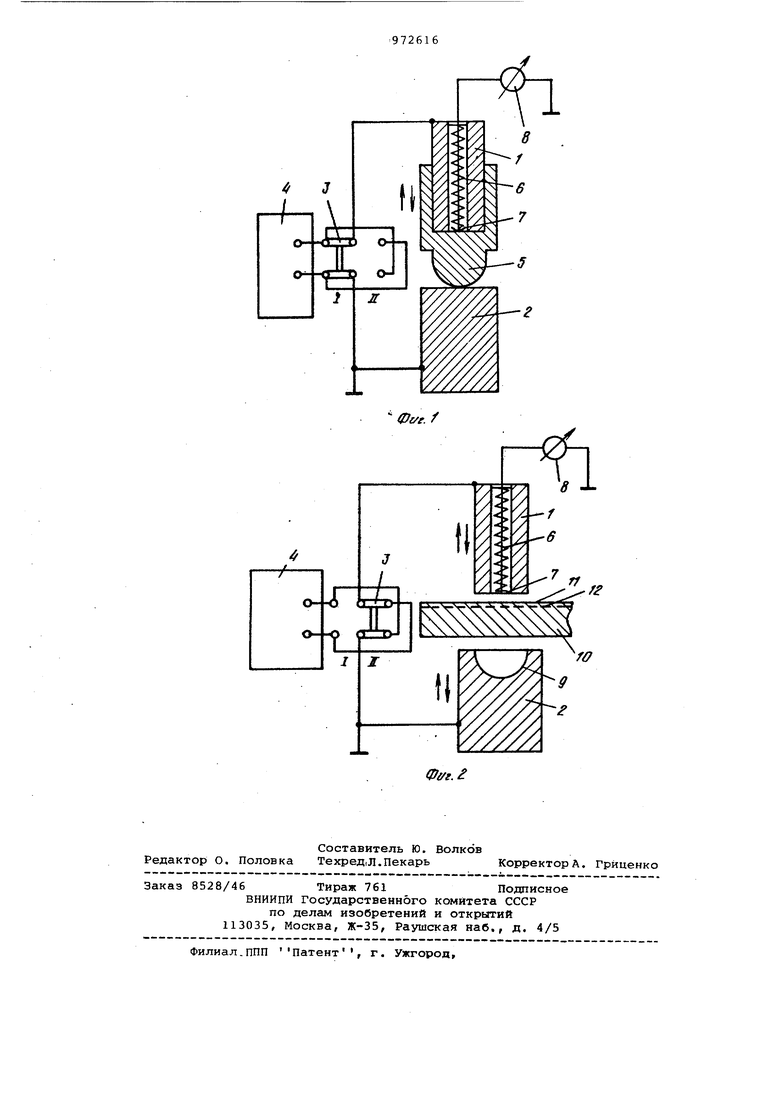
Поставленная цель достигается тем, что устройство для изготовления светодиодов, содержащее опору, рабо30чий электрод, выполненный в виде подвижного полого цилиндра, установленного с регулируем1лм зазором над опорой, источник энергии для ра бочего электрода, снабжено дополнительным съемным электродом со сфери ческой рабочей поверхностью, размещенным на подвижном полом цилиндре и coocHtJM с «им, при этом источник энергии для рабочегоэлектрода выполнен в виде однополярного электр искрового генератора, а рабочий электрод и опора являются соответст венно первым и вторым электродами генератора. На фиг.1 представлена принципиал ная схема устройства; на фиг,2 схема устройства без -съемного элект рода . Устройство состоит из проводящег подвижного полого цилиндра 1, установленного над опорой 2. Цилиндр- 1 электрически соединен через переклю чатель 3 с однополярным электроискр вым генератором 4, Цилиндр 1 являет ся рабочим электродом .устройства и снабжен дополнительным съемным электродом 5 со сферическ.ой рабочей поверхностью. Вторым рабочим электродом устройства является опора 2, также связанная через переключатель 3 с генератором 4, В полости цилинд ра 1 установлен снабженный пружиной 6 контактный датчик. Подвижный полый цилиндр 1 и. съемный электрод 5 являются электродами-инструментами для формообразования. Датчик 7 соединен с электроизмерительным прибором Устройство работает следующим образом. Включают электроискровой генератор 4 и, перемещая цилиндр 1 в сторону опоры 2, электродом 5 изготовляют в опоре полусферическую лунку 9 (фиг,2), соосную с цилиндром 1. Затем удаляют электрод 5, располагают на опоре 2 (в зазоре между цилиндром 1 и опорой 2) полупроводниковую пластину 10 контактом к р-области таким образом, чтобы контакт 11 был обращен в сторону цилиндра 1 и образовал с ним технол гический зазор, необходимый для прецизионной электроискровой обработки. Переключатель 3 устанавливают в положение 1, включают электр искровой генератор 4 и, перемещая цилиндр 1 в сторону опоры 2, вскрывают мезаструктуру, .. Установленный в полости циличдра 1 датчик 7 контактирует с р-область образуя цепь 4-3-1-11-7-8. По ука эанной цепи течет ток до тех пор, пока цилиндр 1 не достигает границы р-п перехода 12, В момент вскрытия р-п перехода ток через электроизме рительный прибор 8 резко уменьшаетс ;так как в этот момент к р-п перехо приложено напряжение в обратном направлении. При этом пробоя р-п перехода не происходит благодаря шунтированию тока сопротивление электроизмерительного прибора 8, В момент вскрытия р-п перехода переключателем 3 отключают гед1ератора 4, После этого пластину 10 прижимают к цилиндру 1 и отодвигают от электрода 2 на величину зазора, необходимого для дальнейшей электроискровой обработки. Переключатель 3 устанавливают в положение II. Процесс обработки идет по обычной схеме электроискровой обработки, в результате изготавливается полусфера на пластине 10, точно центрированная относительно вскрытой мезаструктуры. Улучшение технико-экономических показателей светодиодов, изготовленных по данной технологии, заключается в следующем: максимум индикатрисы отклоняется от оси корпуса -светодиода не более, чем на 3°- у 90% светодиодов; такое улучшение параметров связано с повышением точности изготовления и достигнуто благодаря тому, что полусфера соосна с мезаструктурой, центр полусферы перпендикулярен р-п переходу, а вскрытие р-п перехода осуществляется до плоскости р-п перехода; КПД светодиодов на несколько процентов выше; токи утечки в несколько раз меньше; формообразование полупроводникового элемента светодиода осуществляется на одном и том же оборудовании. Формула изобретения Устройство для изготовления светодиодов, содержащее опору, рабочий электрод, выполненный в виде подвижного полого цилиндра, установленного с регулируемым зазором над опорой, источник энергии для рабочего электрода, отличающеес я тем, что, с целью повышения точности изготовления и уп{)ощения технологического процесса, оно снабжено дополнительным съемным электродом со сферической рабочей поверхностью, размещенным на подвижном полом цилиндре и соосным с ним, при этом источник энергии для рабочего электрода выполнен в виде однополярного электроискрового генератора, а рабочий электрод и опора являются соответственно первым и вторым электродами генератора. Источники информации, принятые во внимание при экспертизе 1,Полупроводниковые источники света,Инв. № 47/94, Институт электроники, М,, 1969, с, 3-40, 2.Курносов А,И,, Юдин В.В, Технология и оборудование производства полупроводниковых приборов. Л,, Судостроение, 1971, с, (прототип),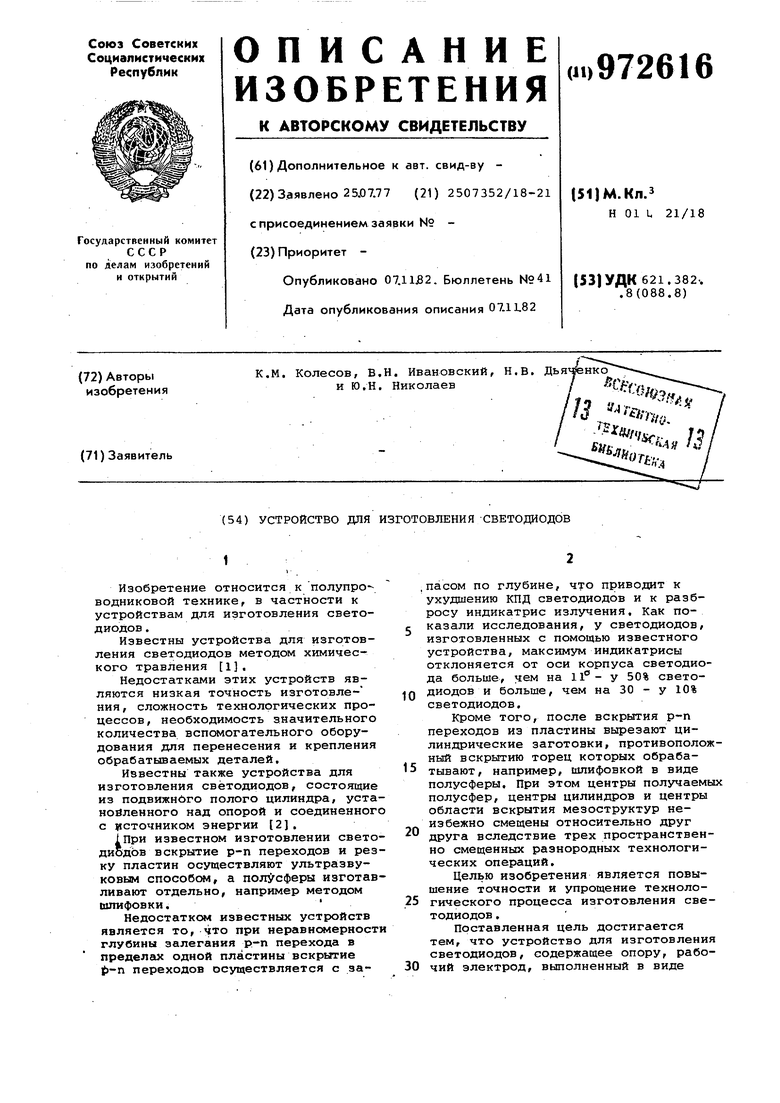
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АТТЕСТАЦИИ ЭЛЕКТРОИСКРОВЫХ ДЕФЕКТОСКОПОВ ИЗОЛЯЦИИ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2681434C1 |
| СВЕТОИЗЛУЧАЮЩИЙ ДИОД | 2003 |
|
RU2231171C1 |
| ПОЛУПРОВОДНИКОВЫЙ ИЗЛУЧАЮЩИЙ ДИОД | 1999 |
|
RU2179353C2 |
| ПОЛУПРОВОДНИКОВЫЙ ИЗЛУЧАЮЩИЙ ДИОД | 2001 |
|
RU2200358C1 |
| ПЬЕЗОСТИМУЛЯТОР | 1999 |
|
RU2161051C1 |
| КОНСТРУКЦИЯ И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО МИКРОМЕХАНИЧЕСКОГО РЕЛЕ С ПОДВИЖНЫМ ЭЛЕКТРОДОМ В ВИДЕ СТРУКТУРЫ С ПЬЕЗОЭЛЕКТРИЧЕСКИМ СЛОЕМ | 2011 |
|
RU2481675C2 |
| ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2527108C2 |
| Устройство для электроискровой обработки растений | 1980 |
|
SU898968A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛА С ОДНОСТОРОННИМИ КОНТАКТАМИ ДЛЯ МОЩНОГО СВЕТОДИОДА | 1997 |
|
RU2156015C2 |
| Способ создания диодных оптоэлектронных пар, стойких к гамма-нейтронному излучению | 2020 |
|
RU2739863C1 |