Изобретение относится к электротехнике, а именно к технологии подгонки моточных изделий из резистивноемкостного микропровода.
Известен способ подгонки моточных изделий типа RC-структур из коаксиального микропровода, осуществляемый путем чередующейся смотки небольших отрезков микропровода с каркаса и измерения параметров провода, оставшегося на каркасе 1.
Недостатком известного способа является большая трудоемкость, которая составляет 70-80% всей трудоемкости изготовления изделия.
Наиболее близким к изобретению по технической сущности является способ подгонки моточных изделий,осуществляемый путем сматывания с подгоняемого резистора излишнего участка провода при непрерывном измерении сопротивления сматываемого провода без разрушения изоляции, использовании его в качестве вспомогательного резистора, включаемого совместно с подгоняемлм в измерительную схему, и прекращении сматывания в момент равенства сопротивпения вспомогательного резистора и
заданного сопротивления участка провода, по.Е лежащего сматыванию ,2j,
Однако при смотке провода наряду с изменением постоянной времени изготовляемой структуры из-за неоднородности погонной постоянной времени провода меняется и соотношение между активной и реактивной составляющими как самой подгоняемой структу10ры, так и вновь образованный смотанным проводом. Это обстоятельство а также обязательное условие непрерывности и коаксиальной оболочки провода делает изготовление извест15ным способом RC-структур высокой точности практически невозможным.
Цель изобретения - повышение точности изделий из коаксиального мик5Q ропровода.
Поставленная цель достигается тем, что согласно способу подгонки, включающему перемотку лишнего про вода с подгоняемого изделия на дополнительный каркас при непрерывном
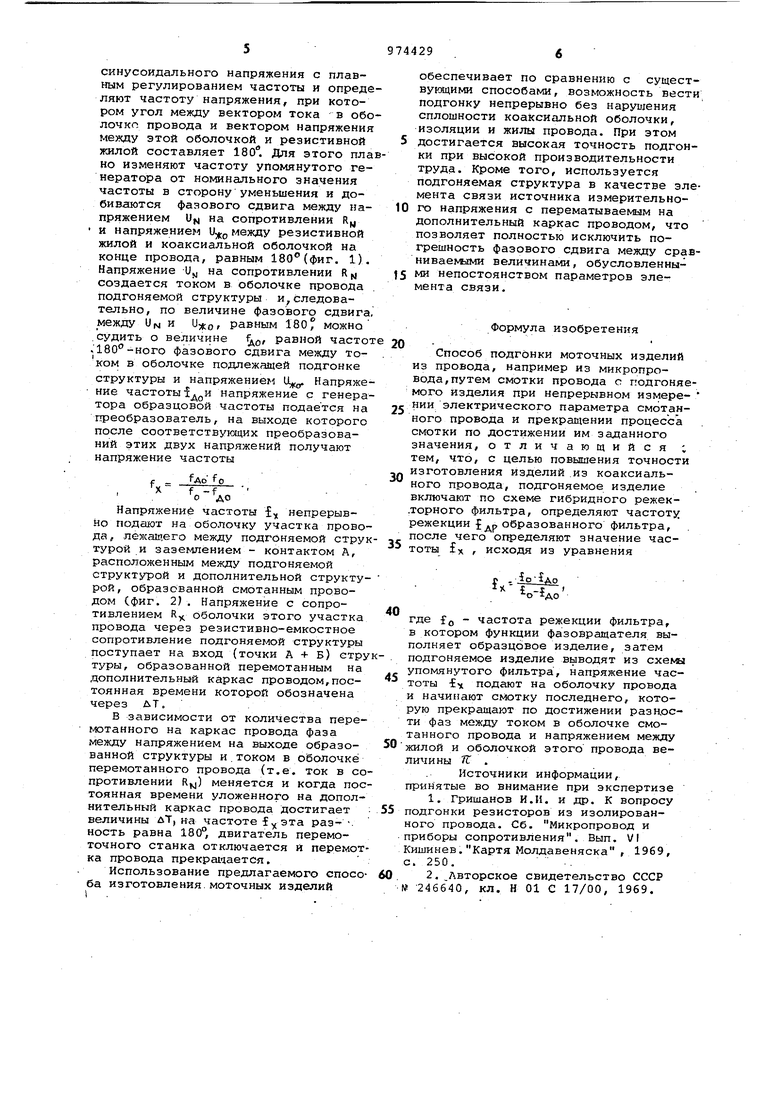
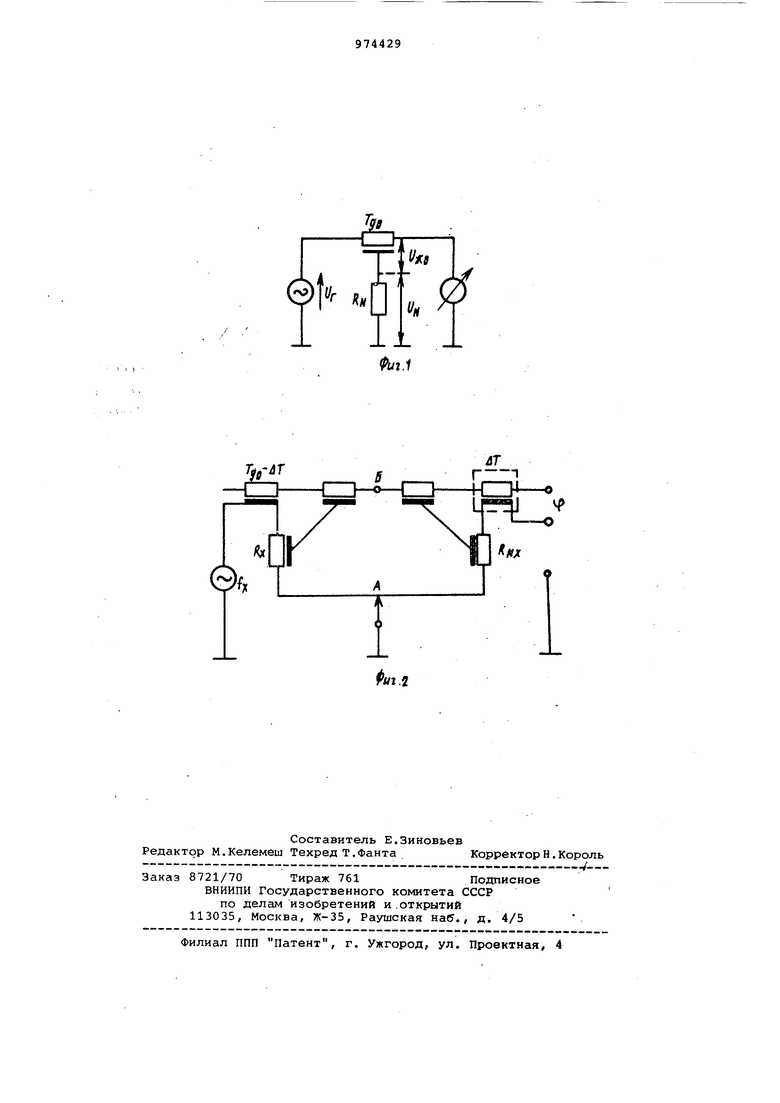
25 измерении, параметров образованного смотанным проводом изделия, определяют частоту напряжения 180-ного фазового сдвига между током в оболочке провода подгоняемого изделия 30 и напряжением между оболочкой и реэис.тивной жияой этого провода, пр образовывают напряжение этой частоты и Напряжение частоты режекции фильт ра If, аналогичного фазового сдвига между аналогичными величинами образ цового изделия в активную величину, , например напряжение частоты 1б-1до которое в процессе подгонки нёпре-рывно подают на оболочку провода подгоняемого изделия и ведут до дос.тижения противоФазности между током в оболочке смотанного провода и напряжением между этой оболочкой и резистивной жилой этого провода, прич подгоняемое изделие используют в ка честве элемента связи удаляемого с него провода с источником напряжения частоты. Установлено, что произведение по стоянной времени структур с распред ленными параметрами RC-0-типа и час тоты f до напряжения, при которой фазовый сдвиг между током в слое с нулевым сопротивлением, т.е„ 0-слое (например коротко замкнутой оболочк провода) структуры и напряжением ме ду этим слоем и резистивной жилой п вода равен IT , величина постоянная и равная .1,766, т.е. N.f 1,766 const (1) С учетом (1) можем записать T-f дТ-f 1,766, о о АО до . где Тр - постоянная времени образцо вого моточного изделия (RC-0-структуры); f - частота напряжения при ко° торой фазовый сдвиг между током в коаксиальной оболочке провода и напряжение между этой оболочкой и резистивной жилой равенТГ; Т и f- соответственно те же велиЛс АО чины изделия, подлежащего подгонке; Т и f - соответственно те же величины изделия, обрс1зуемого перемотанным на дололнител ный каркас проводом. Произведение Т-Г преобразуем К видуАО АО. VAo VATHV f)T fo+AT.VT Af - лТ- uf 1,766 (2) С учетом равенства 1,766 О уравнение (2) принимает вид Л.Т- TpAf - дТ- Af 0, откуда Умножая правую и левую части этого уравнения на f,, получим Т. f, T,.. 1,766,, ткуда f „1 766 °- f , fo(fo-Af) V Тр. f .-af . fotfo-tfe- WJ fpf. . AC это частота напряжения, на которой во время перемотки провода ведется непреры,вный контроль фазового cдвиJa между вектором тока в коаксиальной оболочке сматываемого провода и вектором напряжения между этой оболочкой и резистивной жилы этого же провода и перемотка прекращается при достижении упомянутого фазового сд.вига значения величины , Относительная погрешность подгонки Sn. изделия по этому способу, следовательно, определяются относительной погрешностью измерения величины ДТ и относительным перемотом сГн изделия после ее термообработки и связаны соотношениемгГ-Л- J йТ л( лТ) 1 &( йТ ) °п- н-с1и -тГ -Тт О о л(дТ) - абсолютная погрешность измерения лТ, Например, при и dj, 3% (худший случай) rfr,l%O% 0,03%,, . На фиг. 1 изображена эквивалентная электрическая схема устройства для реализации предлагаемого способа в режиме определения ISO -Horo фазового сдвига между током в коаксиальной оболочке провода, подлежащего подгонке, изделия и напряжением между этой оболочкой и резистивной жилой, На фиг. 2 - эквивалентная электрическая схема устройства для реализации способа подгонки. Подгоняемое моточное изделие устанавливают в токопроводящие центры перемоточного станка. Конец провода от каркаса подгоняемой структуры отсоединяют, очищают от коаксиальной оболочки, пропускают, через заземленный контакт и присоединяют к токовыводу дополнительного каркаса, на который перематывают лишний провод с подгоняемой структуры. Гибкий трковывод каркаса подгоняемой структуры имеет гальваническую связь с металлизированной поверхностью каркаса, через которую осуществляются электрический контакт с закороченной оболочкой провода, уложенного в обмотку. Закорачивание оболочки провода придает подгоняемой структуре свойства структуры типа RC-OR RC-0. Гибкий токовывод каркаса соединяют с резистором RJJJ . Подобное соединение структуры и резистора приводит к образованию режекторного фильтра. Ко входу образованного фильтра подключают генератор синусоидального напряжения с плавным регулированием частоты и опреде ляют частоту напряжения, при котором угол между вектором тока в обо лочко провода и вектором напряжения между этой оболочкой и резистивной жилой составляет 180. Для этого пла но изменяют частоту упомянутого генератора от номинального значения частоты в сторону уменьшения и добиваются фазового сдвига между напряжением DHJ на сопротивлении Rg и напряжением между резистивной жилой и коаксиальной оболочкой на конце провода, равным 180(фиг. 1). Напряжение -Uy на сопротивлении R создается током в оболочке провода подгоняемой структуры и,следовательно, по величине фазового сдвига между UN и , равным 180J можно . судить о величине д, равной часто ЛВО -ного фазового сдвига между током в оболочке подлежжцей подгонке структуры и напряжением Ц Напряже ние частоты 1ддИ напряжение с генера тора образцовой частоты подается на преобразователь, на выходе которого после соответствующих преобразований этих двух Напряжений получают напряжение частоты с До fp Х f -f о до Напряжение частоты f непрерывно подают на оболочку участка провода , лежащего между подгоняемой струк турой и зазеютением - контактом А, расположенным между подгоняемой структурой и дополнительной структурой, образованной смотанным проводом (фиг. 2), Напряжение с сопротивлением Ry оболочки этого участка провода через резистивно-емкостное сопротивление подгоняемой структуры поступает на вход (точки А + Б) стру туры, образованной перемотанным на дополнительный каркас проводом,постоянная времени которой обозначена через ДТ. В зависимости от количества перемотанного на каркас провода фаза между напряжением на выходе образованной структуры и.током в оболочке перемотанного провода (т.е. ток в со противлении R) меняется и когда пос тоянная времени уложенного на дополнительный каркас провода достигает величины ДТ,на частоте f эта раз- ность равна 180° двигатель перемоточного станка отключается и перемот ка провода прекраиается. Использование предлагаемого спосо ба изготовления, моточных изделий обеспечивает по сравнению с существующими способами, возможность вести подгонку непрерывно без наруи1ения сплошности коаксиальной оболочки, изоляции и жилы провода. При этом достигается высокая точность подгонки при высокой производительности труда. Кроме того, используется подгоняемая структура в качестве элемента связи источника измерительного напряжения с перематываемым на дополнительный каркас проводом, что позволяет полностью исключить погрешность фазового сдвига между сравниваемыми величинами, обусловленными непостоянством параметров элемента связи. Формула изобретения Способ подгонки моточных изделий из провода, например из микропровода, путем смотки провода с подгоняемого изделия при непрерывном измереНИИ электрического параметра смотанного провода и прекращении процесса смотки по достижении им заданного значения, отличающийся ; тем, что, с целью повышения точности изготовления изделий из коаксиального провода, подгоняемое изделие включают по схеме гибридного режек.торного фильтра, определяют частоту режекции f др образованного фильтра, после чего определяют значение частоты fx , исходя из уравнения f- до 1 А о ), t Г I где fo - частота режекции фильтра, в котором функции фазовращателя выполняет образцовое изделие, затем подгоняемое изделие выводят из схемы упомянутого фильтра, напряжение частоты -ЕХ подают на оболочку провода и начинают смотку последнего, которую прекращают по достижении разности фаз между током в оболочке смотанного провода и напряжением между жилой и оболочкой этого провода величины 7Г . Источники информации, принятые во внимание при экспертизе 1. Гришанов И.Н. и др. К вопросу подгонки резисторов из изолированного провода. Сб. Микропровод и приборы сопротивления. Вып. VI Кишинев. Картя Молдавеняска , 1969, с. 250. 2. Авторское свидетельство СССР 246640, кл. Н 01 С 17/00, 1969.
i/«
4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подгонки моточных изделий из провода | 1979 |
|
SU974430A1 |
| Способ изготовления моточных изделий | 1979 |
|
SU855756A1 |
| Устройство для подгонки проволочных резисторов | 1980 |
|
SU918982A1 |
| Способ изготовления моточных изделий | 1973 |
|
SU588565A1 |
| Способ изготовления моточных изделий из изолированного провода | 1979 |
|
SU792330A1 |
| Способ изготовления моточных изделий из коаксиального провода | 1976 |
|
SU606173A1 |
| Устройство для подгонки резисторов из изолированного провода | 1979 |
|
SU765890A1 |
| Способ изготовления моточных изделий из изолированного провода | 1979 |
|
SU792331A1 |
| УСТРОЙСТВО для ПОЛУАВТОМАТИЧЕСКОЙ ПОДГОНКИ в НОМИНАЛ СОПРОТИВЛЕНИЯ ПРОВОЛОЧНЫХ РЕЗИСТОРОВ | 1973 |
|
SU388305A1 |
| Режекторный @ -фильтр | 1983 |
|
SU1109880A1 |
r
IТ
