(54) ИНДУКТОР для НАГРЕВА ПЕРЕМЕЩАЕМЫХ ВНУТРИ НЕГО ЗАГОТОВОК
1
Изобретение относится к индукционному нагреву и может быть использовано в технике концевого нагрева для дальнейшей обработки давлением в нагретом состоянии, а также в технологии термообработки.
Известны устройства индукционного нагрева заготовок в щелевых индукторах, обеспечивающие равномерный нагрев ковдевой части Ц.
Основной недостаток устройств состоит в том, что при обжиме CTenetib деформации по длине в различных сечениях неощгаакова и равномерный нагрев кошщ детали приводит к уменьшении сопротивления деформирова1ШЮ, что обуславливает появление брака по гофрам, овальности, увеличение объема механической обработки после операции обжима. Кроме того, равномерный нагрев конца до максимальной технологической температуры приводит к повыщенному расходу электроз {ергии, снижению производительности и КПД процесса нагрева.
Наиболее близким к предлагаемому является т(дуктор для нагрева перемещаемых
внутри него заготовок, содержащий прикрепленную к каркасу oб roткy, витки которой установлены с переменным зазором друг от друга, увеличивающимся к разгрузочному концу индуктора, теплоизоляционный слой на рабочей поверхности витков и магнитопровод, охватывающий обмотку 2.
Однако данный шщуктор обеспеч 1вает максимальпуго. мощность в начале шадукторов, т.е. ускоренный нагрев заготовок, но не обеспечивает Д)1фференщ1рованного нагрева по длине концов заготовок по определенной эпюре распределеиня тел-тератур от торца к конечной зоне нагрева, т.е. качественного нагрева кондов заготовок.
Цель Ji3o6peTeiniH - повышение качества нагрева заготовок в щелевом 1тдукторе путем обеспечения дифференцирова1шого нагрева концов заготовок.
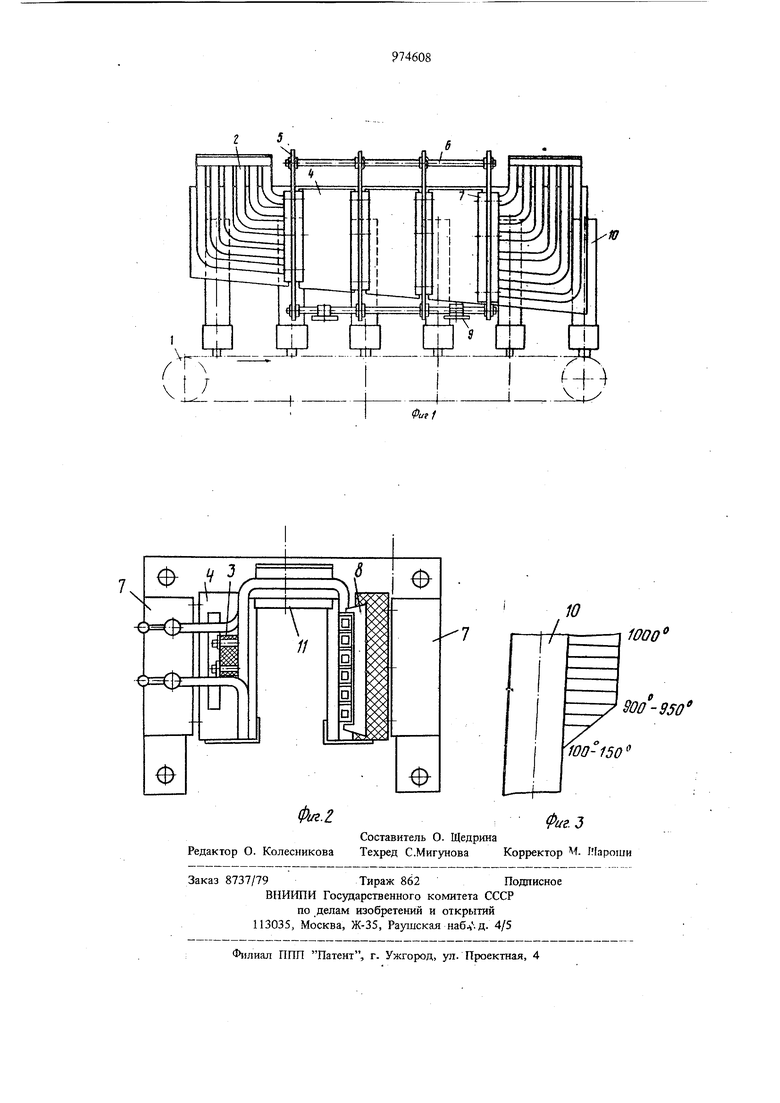
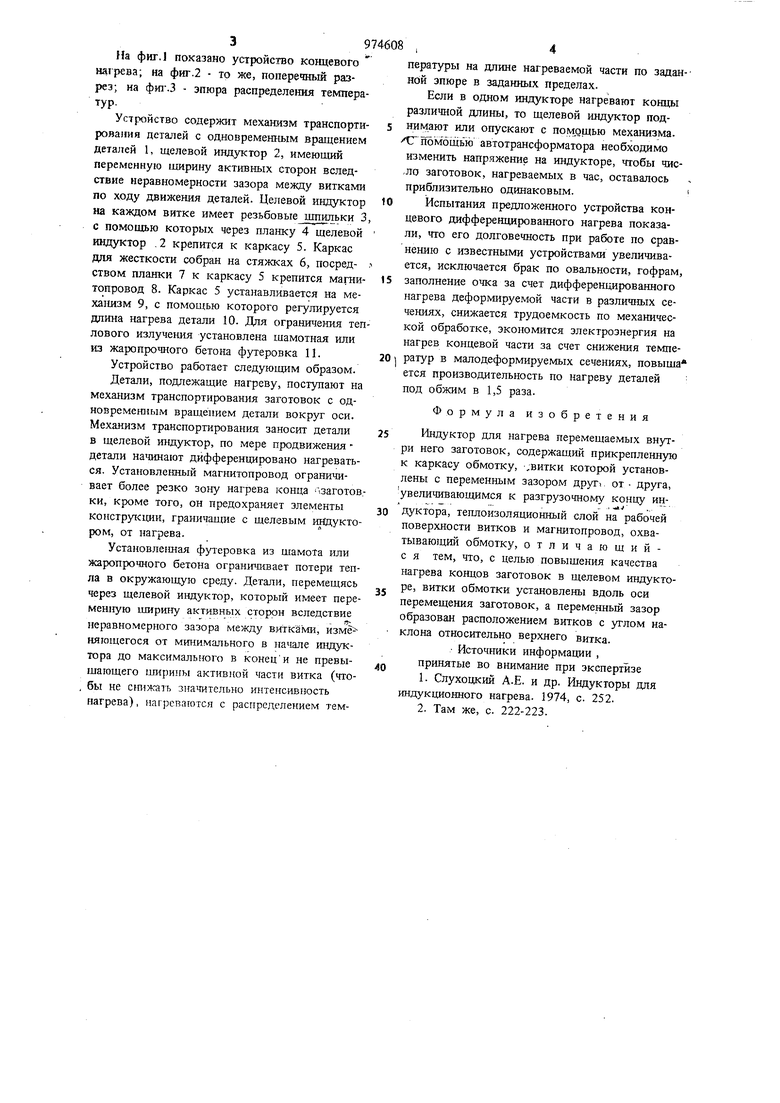
Поставленная цель достигается тем, что в индукторе DUTKH .обмотки установлены вдоль оси для пе1земещепил заготовок, а переменный зазор образовал расположе шем витков с углом наклона отнойгтельно верхнего втка. 397 На фиг.1 показано устройство концевого нагрева; на фиг.2 - то же, поперечный разрез; на фш.З - эпюра распределения температур. Устройство содержит механизм транспортироваиия деталей с одновременным вращением деталей 1, щелевой индуктор 2, имеющий переменную ширину активных сторон вследствие неравномерности зазора между витками по ходу движения деталей. Целевой индуктор на каждом витке имеет резьбовые шпильки 3 с помощью которых через планку 4 щелевой индуктор . 2 крепится к каркасу 5. Каркас для жесткости собран на стяжках 6, посредством планки 7 к каркасу 5 крепится магнитопровод 8. Каркас 5 устанавливается на механизм 9, с помощью которого регулируется длина нагрева детали 10. Для ограничения теп лового излучения установлена шамотная или из жаропрочного бетона футеровка 11. Устройство работает следующим образом. Детали, подлежащие нагреву, поступают на механизм транспортирования заготовок с одновременным вращением детали вокруг оси. Механизм транспортирования заносит детали в щелевой индуктор, по мере продвижения детали начинают дифференцировано нагреваться. Установленный магнитопровод ограничивает более резко зону нагрева конца .заготов ки, кроме того, он предохраняет злементы конструкции, граничащие с щелевым ийдуктором, от нагрева. Установленная футеровка из щамота или жаропрочного бетона ограничивает потери тепла в окружающую среду. Детали, перемещясь через щелевой индуктор, который имеет пере менную ширину активных сторон вследствие неравномерного зазора между виТками, измё няющегося от минимального в начале индуктора до максимального в конеци не превытающего ширины активной части витка (что. бы не ст1жать значительно интенсивность нагрева), яагреваюгся с распределением температуры на длине нагреваемой части по заданной эпюре в заданных пределах. Если в одном индукторе нагревают концы различной длины, то щелевой индуктор поднимают или опускают с помощью механизма. ГгШмощью автотрансформатора необходимо изменить напряжение на индукторе, чтобы число заготовок, нагреваемых в час, оставалось приблизительно одинаковым. Испытания предложенного устройства концевого дифференцированного нагрева показали, что его долговечность при работе по сравнению с известными устройствами увеличивается, исключается брак по овальности, гофрам, заполнение очка за счет дифференцированного нагрева деформируемой части в различных сечениях, снижается трудоемкость по механической обработке, экономится электроэнергия на нагрев концевой части за счет снижения температур в малодеформируемых сечениях, повыща ется производительность по нагреву деталей под обжим в 1,5 раза. Формула изобретения Индуктор для нагрева перемещаемых внутри него заготовок, содержащий прикрепленную к каркасу обмотку, -.витки которой установлены с переменным зазором другк от друга, увеличивающимся к разгрузочному концу ин, - ., , j дуктора, теплоизоляционный слой на рабочей поверхности витков и магнитопровод, охватывающий обмотку, отличающийс я тем, что, с целью повышения качества нагрева концов заготовок в щелевом индукторе, витки обмотки установлены вдоль оси перемещения заготовок, а переменный зазор образован расположением витков с наклона относительно верхнего витка. Иcтoч шки информации , принятые во внимание при экспертизе 1.Слухоцкий А.Е. и др. Р1ндукторы для индукционного нагрева. 1974, с. 252. 2.Там же, с. 222-223.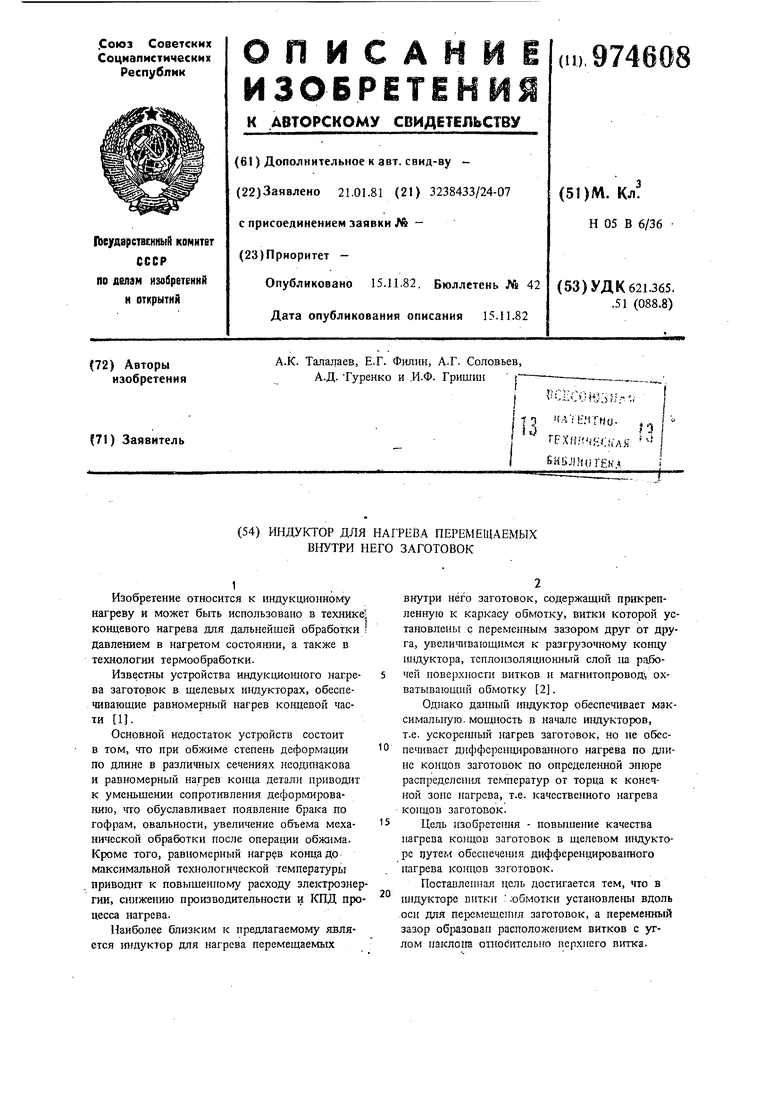
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционного методического нагрева ферромагнитных заготовок | 1981 |
|
SU984065A1 |
| Устройство для термообработки плоских деталей | 1988 |
|
SU1615195A1 |
| Способ индукционного нагрева длинномерных заготовок | 1982 |
|
SU1120024A1 |
| А. И. Косырев, А. Ф. Астахов, А. Ф. Белов, В. А. Цыценко,В. В. Сорокин и В. К. Александров | 1969 |
|
SU249506A1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Установка для индукционного нагрева деталей | 1989 |
|
SU1766975A1 |
| Устройство для нагрева деталей кольцевой формы | 1986 |
|
SU1501310A1 |
| СПОСОБ СЛИВА ВЯЗКОГО ПРОДУКТА В ХОЛОДНОМ СОСТОЯНИИ ИЗ КОТЛА ЖЕЛЕЗНОДОРОЖНОЙ ЦИСТЕРНЫ И УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НИЗКОТЕМПЕРАТУРНОГО НАГРЕВА СТЕНОК КОТЛА ЖЕЛЕЗНОДОРОЖНОЙ ЦИСТЕРНЫ | 1991 |
|
RU2014280C1 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ СТЫКОВ, НАПРИМЕР, ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2001 |
|
RU2200764C2 |
| Индукционное нагревательное устройство | 1980 |
|
SU907878A1 |