1
(21)4772471/02 (22)22.12.89 (46)07,10.92. Бюл. №37
(71)Всесоюзный научно-исследовательский проектно-конструкторский и технологический институт электротермического оборудования
(72)О.Н. Турпак, Б.Г. Игнатьев. В.Н. Кривоносое и В.А. Степин
(56)Слухоцкий А.Е. Индукторы.- Л., 1979, с. 72.
Беляев А.Н. Высокочастотные термические устройства роторных и роторно-кон- вейерных линий. /Обзор № 976. - М.: ЦНИИинформации, 1979, с. 108. (54) УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ДЕТАЛЕЙ
(57)Установка содержит источник тока, к которому подключен петлевой проходной щелевой индуктор, установленный соосно с ротором (Р), выполненным в виде плоского
диска, и устройство загрузки деталей. Индуктор выполнен в виде двух катушек, вклю- ченных согласно и расположенных симметрично одна над другой относительно периферийной части Р, выполненного в виде медного кольца, разрезанного на радиальные лепестки, по оси которых выполнены по меньшей мере два отверстия (0) соединенных между собой прорезями, в наружное из которых вставлен магнитопро- вод, а внутренние служат для размещения обрабатываемых заготовок (3). Окружность, на которой размещены наружные 0, совмещена с осевой линией катушек, а внутренние 0 смещены к оси Р относительно катушек. Использование данной установки позволяет увеличить интенсивность электромагнитного поля и сократить время нагрева 3, т.е. увеличить линейную скорость перемещения 3 и соответственно производительность установки. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2003 |
|
RU2232822C1 |
| Вентильный электродвигатель | 1984 |
|
SU1346059A3 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| Устройство для индукционного нагрева | 1981 |
|
SU985075A1 |
| Установка индукционного нагрева перемещаемых деталей | 1991 |
|
SU1786688A1 |
| БЛОК ИНДУКЦИОННЫХ КАТУШЕК | 2006 |
|
RU2372753C2 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1970 |
|
SU285944A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2003 |
|
RU2254661C1 |
| ГЕНЕРАТОР ДЛЯ ВЕТРОВОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2022 |
|
RU2797718C1 |
Изобретение относится к индукционному нагреву металлов и может быть использовано в роторных линиях.
Известны индукционные установки с цилиндрическими индукторами методического действия, в которых одновременно нагревается несколько изделий.
Недостатком этих установок является невысокая производительность,
Известна установка для индукционного нагрева деталей, содержащая щелевой петлевой индуктор и установленный соосно с ним ротор в виде дисками с пазами для деталей, привод вращения ротора, источник
тока, соединенный с индуктором, устройство для загрузки деталей.
Недостатком этой установки является ограниченная производительность и недостаточная равномерность нагрева деталей, что связано с неравномерным по периметру детали полем. Поэтому для получения требуемой равномерности, а следовательно, и качества нагрева приходится увеличивать время нагрева, что приводит к снижению скорости перемещения детали и производительности установки.
Целью изобретения является повышение качества обработки путем обеспечения
VJ
СЬ О О VJ
сл
равномерности нагрева и повышение производительности. .
Указанная цель достигается тем, что в установке для индукционного нагрева деталей, содержащей щелевой петлевой индуктор и установленный соосно с ним ротор в виде диска с пазами для деталей, привод вращения ротора, источник тока, соединенный с индуктором, устройство для загрузки деталей, й ндуктор выполнен в виде катушек, согласий соединенных и ус андвлён- зазором одна над другой, и MarWronposoflOB, ротор выполнен в виде установленного соосно на диске медного кольца с радиальными прорезями и с равномерно расположёнными по концентричным окружностям между радиальными прорезями отверстиями, соединенными между собой дополнительными радиальными прорез ямй, а Магштопроводы размещены в отверстиях кольца, расположенных по наруж- ной б крчужнЬстй, при этом оси отверстий, расположённые по внутренней окружности, ебосны осям пазов диска, а периферийная часть кольца с магнитопроводами разме- ще на в зазо ре между катушками,причем тчаг нЧШпршбд убта
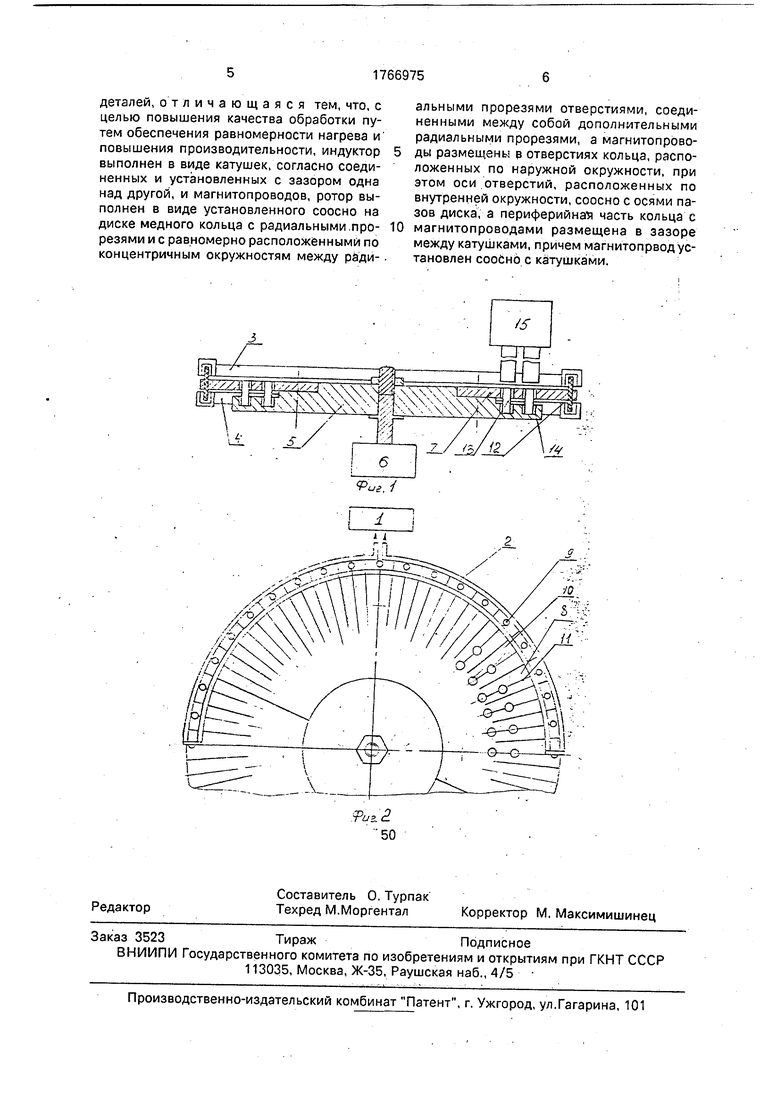
. фиг. 1 и фиг. 2 представлены поперечный з рёз предл а га ёмШ устанрвки и ее (.. ...
- УстЗНЬв к сЪ дёржит источник тока 1, к которому НЬдключе н щелевойпетлевой индуктор 2Vвь1НЬл йённьШ в виде двух катушек 3 и 4, вйШчШйШ Гл1асн6: и располржен- н ьШ сим иётрйчШ Ь й :н ад другой относительно пёр йф ёрй и ной части ротора 5., Индуктор 2 yetай6Ш ё н с брсно с ротЬррм 5, выполнен в видё пЛоскбгб диска, снабженного приводом вращения 6 вокруг оси. Периферийная часть ротора 5 выполнена в виде медного кольца 7, разрезанного на радиальные лепестки 8, по оси которых выполнены по меньшей мере два отверстия 9 и 10, соединенные между собой допрлнительн.ы- мй Г р6рёзямй 11. v-u , : : , ;.: ,..., ,.
В отверстия, расйо ложённые на наружной б кружно стй19, вставлены магнитолрр- воды 12, а бҐв ёрст йя , рёсположенные по вн утрёнМей Ъ крУжШЬТй 10, служат для размещения обрҐбаты ваемь1х деталей f3. v,....: ОкруЖй8йт 1На кЬторойГра.. верстия 9 сГб1м ёЩёШ;с осевбй линией катушек 3 и А ,аЈ дт верстй я 1Ь смещен ы к оси ротора 5 otrfocweritHci катушек З.и А. В роторе 5 вып блн ёйьТ кругл ые пазы..14, которые служат для центровки 6бра&ать1ваемых деталей во в нут ёй ни х отверстиях 10. Кро- , усҐаШв ка с од ёржит устройство 15 для загрузки деталей.
Установка работает следу юЩйм образом. . , -fril:;,.:.-..v;:. ;- г
Ротор 5 вращается вокруг оси приводом
6с постоянной скоростью. Загрузочное устройство 15 устанавливает детали в отверстия 10 и они 4effTpHpyluTeW B riap xJ4. От источника тока 1 через индуктор 2 протекает переменный ток, который создаёт пёременной электромагнитное поле в зазоре индуктора..$ JH ;
При йходе ма г йтопроьвода зазор индуктора 2 под действием поля в лепестке 8 йндуайруется т&к:,1 кШрый НрЬтёШт по
внутренней поверхности отверстия 9, прорези 11 и отверстия 10, т.е. вокруг детали 13. В детали соответственно наводится вих- ревый ток, под действием которого происхр- . дит нагрев детали 13 п р1й движении
лепестка 8 в зазоре индуктора 21 Высота нагреваемого участка определяется толщиной медного кольца 7 При Ёыходе лепестков 8 из зазЬр амйндуктора 2 происходит выгрузка деталей 13 из бтв ёрстйй ТО. Крнструкция индуктора позволяет сконцентрировать магнитный поток в зазоре между катушками 3 и 4 на пЗр й ферйинр й части ротора. Т.к. -§бГ1йёШЙйх ofbe p f Ш ёпест- ков перпендикулярно плоскости медного
кольца устшов йёньГйь б па юЩй /маУнитр- проводы. этб Ноз вШЖЬ Ме1н1ьШть;по р рассеяния ндукто ра. РавШШЬр йрЪгь нагрева обеспечивается также тем; что поверх х-ЯосТь - ётШй огйбает вй /т нн
поверхностью лепесткаис 1 йн15мёрнйм за- зором, что З йа ч Тё ль й р учЪёГ м п и помещении д ёлТ нё по д|5Ґд1:тбе н;нр в индуктор, где fрудйо обес Нёчит равНрмер- ность зазора, а .йо ,(-, м-..-.,1.,-
На установке проводили рекристалли- зационный отжиг деталей типа полого цилиндра, колпачка и нагрев под закалку поверхностей деталей типа оси.
Установка удовлетворяет требованиям
технологического процесса по качеству отжига, имеет в 6 p a ebHb m fe nl HSBQfln- тельность и- обебНё а ЩйкртнреГ снижение удельньг ЙИёргЬ;| Йт 1 пр сравнению с прототйпйм. РазбрВс 1йе 5дости у
деталей снизился на 22-38 %. 7 жесткостьшнсТрукЦШ; Й хЪ||о Шё охлаждения поЁй сй Лй: Нада йоЩь ;и ёе зОПаСНОСТЬ. К ;;0 гОН6ТЭ -А е МОЯ :вТг-И :--
.,Mii-vf KSRNi i.ii i y;::-..
Фор мул а и з ;, , Установк а Для йн дуЩ1 н огНШг|ре,. деталей, co4ep«aiaa erieBorf f e дуктор и у-ста новл еннШ с1р§с(Ш с4нйм ротор4 в виде диска с Па ЗШй дйя : $Шёй1 привод вращения ротора, источник тока, соединен- jHbiu с индуктором, устройство для выгрузки
деталей, отличающаяся тем, что, с целью повышения качества обработки путем обеспечения равномерности нагрева и повышения производительности, индуктор выполнен в виде катушек, согласно соединенных и установленных с зазором одна над другой, и магнитопроводов, ротор выполнен в виде установленного соосно на диске медного кольца с радиальными прорезями и с равномерно расположенными по концентричным окружностям между ради0
альными прорезями отверстиями, соединенными между собой дополнительными радиальными прорезями, а магнитопрово- ды размещены в отверстиях кольца, расположенных по наружной окружности, при этом оси отверстий, расположенных по внутренней окружности, соосно с осями пазов диска, а периферийная часть кольца с магнитопроводами размещена в зазоре между катушками, причем магнитопрвод установлен соосно с катушками.
W, /
