(54) СПОСОБ РЕЗКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ПРОКАТА | 1990 |
|
RU2036752C1 |
| Способ резки проката | 1982 |
|
SU1077723A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| СПОСОБ РЕЗКИ РЕЛЬСОВ ЛЕЗВИЙНОЙ ПИЛОЙ | 2002 |
|
RU2239685C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2240899C1 |
| Способ резки заготовок преимущественно круглых | 1976 |
|
SU660790A1 |
| Способ резки проката | 1981 |
|
SU1004028A1 |
| Способ резки труб | 1981 |
|
SU1004027A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
1
Изобретение относится к прокатному оборудованию, в частности к пилам для резки проката.
Известен способ резки проката двумя пильными дисками, расположенными по разные стороны от оси сечения проката, при котором один диск выполняет операцию нарезки, а другой - окончательной резки с перекрытием в момент резания периферией диска оси сечения проката 1.
Недостатком известного способа является неравномерный и преждевременный износ пильных дисков.
Цель изобретения - повышение стойкости пильных дисков.
Для достижения поставленной цели операции надрезки и окончательной резки, выполняемые каждым диском, чередуют.
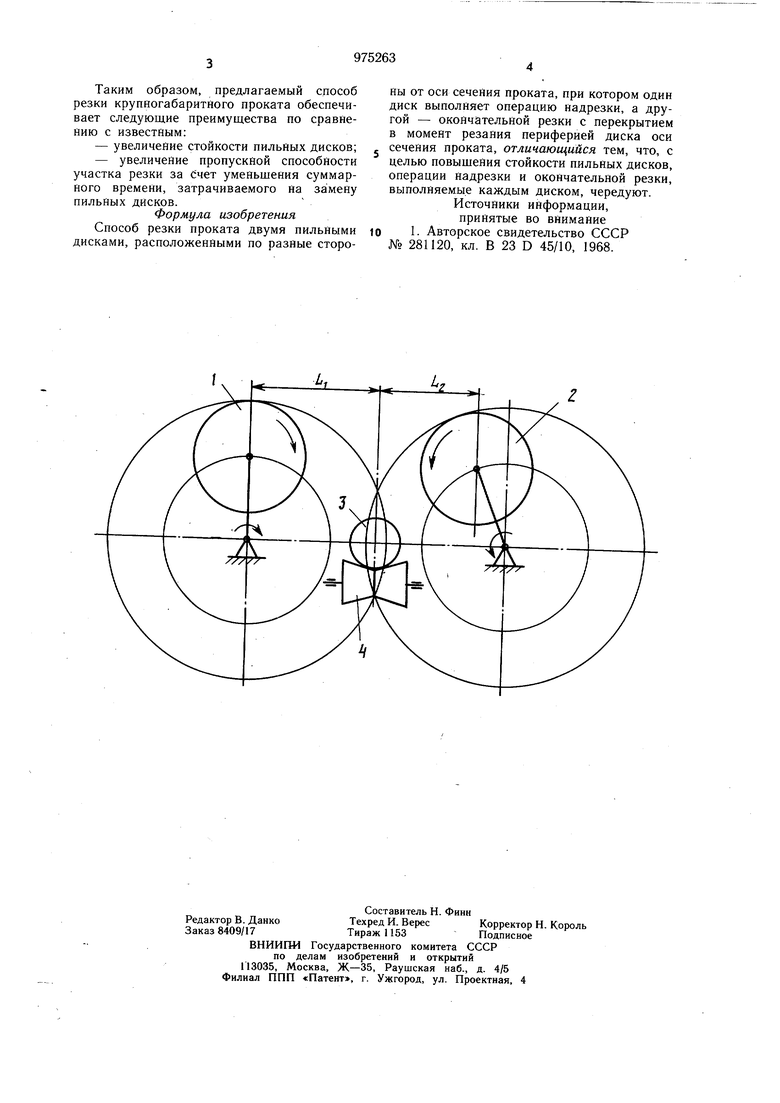
На чертеже представлена схема осуществления предлагаемого способа.
Способ осуществляется следующим образом.
Пильные диски 1 и 2 диаметром 1000 мм, вращающиеся с окружной скоростью 100 м/с, расположены по разные стороны от верти-/ каль.ной оси сечения проката (( 300) и на различных расстояниях Lj и Ц (1800 мм
и 1000 мм) от центра проката, соотношение которых обеспечивает независимую-подачу обоих дисков на всех стадиях осуществления процесса резания. При этом траектории движения периферии дисков перекрывают 5 центр разрезаемого сечения. После выдачи команды на рез оба диска перемещаются по круговой траектории с одинаковой скоростью 1 м/с в направлении к прокату 3, лежащему на рольганге 4, причем первым в заготовку вхоДит диск 2.
Последовательно, вначале диск 2, а затем диск 1 со скоростью 1 м/с врезаются в заготовку, осуществляют ее разрезание и затем на ускоренной подаче порядка 4 м/с
5 отводятся по круговой траектории на новые исходные положения с помощью автоматической системы управления. Для первого диска новое исходное положение характеризуется расстоянием от вертикальной оси проката L2, для второго - L.Следующий рез
° выполняется при вхождении в заготовку вначале диска 1, а затем 2. Весь цикл повторяется, и диски становятся в исходные положения, соответствующие для диска 1 расстоянию LI, для диска 2 - L.
Таким образом, предлагаемый способ резки крупногабаритного проката обеспечивает следующие преимущества по сравнению с известным:
-увеличение стойкости пильных дисков;
-увеличение пропускной способности участка резки за Счет уменьшения суммарного времени, затрачиваемого на замену
пильных дисков.
Формула изобретения
Способ резки проката двумя пильными дисками, расположенными по разные стороны от оси сечения проката, при котором один диск выполняет операцию надрезки, а другой - окончательной резки с перекрытием в момент резания периферией диска оси сечения проката, отличающийся тем, что, с целью повышения стойкости пильных дисков, операции надрезки и окончательной резки, выполняемые каждым диском, чередуют. Источники информации, принятые во внимание 1. Авторское свидетельство СССР № 281120, кл. В 23 D 45/10, 1968.
