Изобретение относится к обработке металлов давлением и может быть использова- но в машиностроительных отраслях народного хозяйства для разделения сортового проката на мерные заготовки безотходным методом.
Известен способ разделения сортового проката, осуществляемый сдвигом при активном поперечном зажиме проката, когда разрезаемый пруток зажимают с помощью полувтулочных ножей и зажимных полувтулок и перед окончательной отрезкой заготовки ее предварительно надрезают.
Однако недостаточный уровень качества среза снижает точность отрезаемых заго- товок ввиду большой плоскости трещинообразования при надрезе сдвигом, а используемый принцип переменного поперечного зажима разрезаемого прутка усложняет и удорожает используемую оснастку и, в свою очередь, также отрицательно сказывается на качестве резки ввиду
вероятных погрешностей зажима, вызванных, например, отклонением формы или размера проката.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является спосо б разделения сортового проката, при котором прокат редуцируют с изменением формы его поперечного сечения по обе стороны от плоскости разделения, причем при редуцировании, осуществляемом перед плоскостью разделения, прокату придают форму поперечного сечения, периметр которого образован плавно сопряженными чередующимися выпуклыми и вогнутыми относительно центра проката дугами и имеет не менее шести осей симметрии.
Наличие дополнительной операции по окончательной калибровке отрезанной заготовки (повторное редуцирование) и необходимость повышенного усилия резания ввиду двухсторонней, охватывающей пло(Л
С
х|
СА)
N vj
сл
скость разделения, схемы редуцирования приводят к снижению качества среза и геометрической точности получаемой заготовки вследствие увеличения зоны пластической деформации и депланирова- ния торцовых поверхностей при окончательной калибровке отрезанной заготовки, что затрудняет получение точных по массе заготовок, необходимых для последующей объемной штамповки.
Отсутствие предварительного надреза ухудшает условия реза, обуславливая появление в зоне реза трещин, наплывов и тому подобных дефектов, а получаемая при предварительном редуцировании форма попе- речного сечения проката не обеспечивает надежного зажима проката при односторонней схема зажима, что также приводит к ухудшению качества среза.
Кроме того, двухстороннее редуцирова- ние, необходимость дополнительных мер по снижению рабочих усилий и форма поперечного сечения в виде чередующихся плав- /юсопряженных выпуклых и вогнутых дуг усложняет и удорожает изготовление ис- пользуемой оснастки.
Цель изобретения - повышение объемной точности отрезаемых заготовок.
Поставленная цель достигается тем, что согласно способу разделения сортового проката на мерные заготовки, включающему зажим проката редуцированием с изменением формы его поперечного сечения и окончательное отделение очередной заготовки, редуцированием прокату придают форму поперечного сечения в виде правильного многоугольника, перед окончательным отделением заготовки осуществляют надрез по периметру многоугольника поворотом отредуцированной части проката вокруг своей оси.
Окончательное отделение очередной заготовки может быть осуществлено в положении ее надрезки или одновременно с над- резкой последующей, или сдвигом, или кручением, или одновременно сдвигом и кручением.
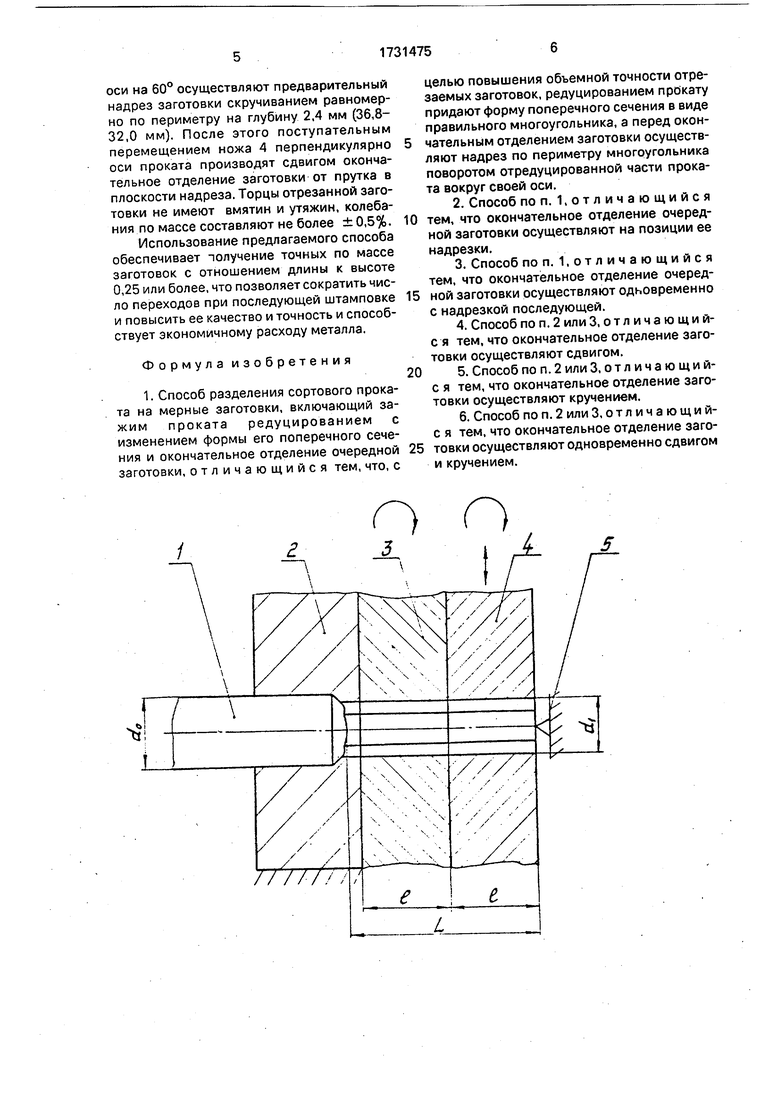
На чертеже дана схема, поясняющая способ разделения сортового проката.
Пруток 1 сортового проката с помощью подающего устройства (не показано) вводят в неподвижный нож 2 используемого штампа, являющийся одновременно матрицей для редуцирования. При этом пруток редуцируют с диаметра do, придавая ему форму многоугольника в поперечном сечении, до диаметра di сечения. Вид многоугольника определяют исходя из условий последующего назначения заготовки и в зависимости от свойств разрезаемого материала, в частности пластичности и твердости. Например, для мягкого материала сечение редуцирования может быть четырехугольным, для материала повышенной твердости восьмиугольным и т.д.
Редуцированную часть прутка 1 вводят в отверстие первого подвижного втулочного ножа 3 и его поворотом на определенный угол делают предварительный надрез прутка равномерно по периметру на глубину, определяемую разностью между описанной и вписанной окружностями многоугольника редуцирован.ного сечения. Заданную глубину надреза обеспечивают углом поворота ножа 3, который благодаря тому, что его отверстие под заготовку адекватно редуцирующему отверстию в матрице 2, обеспечивает поворот отрезаемой части относительно оси проката.
Затем надрезанную часть вводят в последующий подвижный втулочный нож 4 до упора 5 и, сообщая ему поступательное движение, производят окончательное отделение заготовки от прутка сдвигом. После этого цикл повторяют.
Окончательное отделение заготовки может быть произведено и любым другим образом (выбирается в зависимости от технологических условий резки), например скручиванием для материала повышенной твердости.
Полученный на первой операции равномерный по всему периметру надрез при окончательной отрезке на второй операции сдвигом или кручением позволяет перемещать заготовку на глубину надреза без осевого усилия на режущую кромку ножа. Отсутствие осевого усилия на режущей кромке ножа исключает вероятность налипания металла на торцовую поверхность ножа и появление заусенцев на торце заготовки,
Пример. Предлагаемый способ используют для получения точных по массе заготовок, предназначенных для последующей объемной штамповки таких деталей автомобилей и прицепов, как низкие и накидные гайки, конические опорные шайбы и др., имеющие отношения высоты к диаметру менее 0,5.
Круглый пруток 1 диаметром 37,0 мм из стали 20Г2Р ТУ 14-1-28-11-79 подают в матрицу 2, где его редуцируют с изменением формы поперечного сечения с круга на шестиугольник, у которого диаметр описанной окружности 36,8 мм и диаметр вписанной окружности 32 мм. Затем отредуцированную часть прутка 1 вводят в шестигранные отверстия ножей 3 и 4 до упора 5 и поворотом ножа 3 вокруг своей
оси на 60° осуществляют предварительный надрез заготовки скручиванием равномерно по периметру на глубину 2,4 мм (36,8- 32,0 мм). После этого поступательным перемещением ножа 4 перпендикулярно оси проката производят сдвигом окончательное отделение заготовки от прутка в плоскости надреза. Торцы отрезанной заготовки не имеют вмятин и утяжин, колебания по массе составляют не более ± 0,5%. Использование предлагаемого способа обеспечивает получение точных по массе заготовок с отношением длины к высоте 0,25 или более, что позволяет сократить число переходов при последующей штамповке и повысить ее качество и точность и способствует экономичному расходу металла,
Формула изобретения
1. Способ разделения сортового проката на мерные заготовки, включающий зажим проката редуцированием с изменением формы его поперечного сечения и окончательное отделение очередной заготовки, отличающийся тем, что, с
целью повышения объемной точности отрезаемых заготовок, редуцированием прбкату придают форму поперечного сечения в виде правильного многоугольника, а перед окон- нательным отделением заготовки осуществляют надрез по периметру многоугольника поворотом отредуцированной части проката вокруг своей оси.
2.Способ по п. 1,отличающийся тем, что окончательное отделение очередной заготовки осуществляют на позиции ее надрезки.
3.Способ по п. 1,отличающийся тем, что окончательное отделение очередной заготовки осуществляют одьовременно с надрезкой последующей.
4.Способ по п. 2 или 3, отличающийся тем, что окончательное отделение заготовки осуществляют сдвигом.
5. Способ поп. 2 илиЗ, отличаю щи й- с я тем, что окончательное отделение заготовки осуществляют кручением.
6. Способ по п. 2 или 3, отличающий- с я тем, что окончательное отделение заготовки осуществляют одновременно сдвигом и кручением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| Штамп для резки проката круглого поперечного сечения | 1983 |
|
SU1151380A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| СПОСОБ ТОЧНОЙ РЕЗКИ СДВИГОМ В ХОЛОДНОМ состоянии | 1973 |
|
SU388816A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Установка для ломки прутков наМЕРНыЕ зАгОТОВКи | 1978 |
|
SU841806A1 |
| Способ разделения сортового проката | 1985 |
|
SU1274867A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| Способ резки круглого проката | 1980 |
|
SU887086A1 |
Использование: разделение сортового проката на мерные по объему заготовки. Сущность изобретения: разделяемый прокат перед окончательной отрезкой заготовки предварительно надрезают скручиванием равномерно по периметру. Перед надрезкой прокату редуцированием придают форму поперечного сечения в виде правильного многоугольника. 5 З.П.ф- ЛЫ, 1 ИЛ.
О О
| Способ резки профиля | 1982 |
|
SU1044438A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ резки круглого проката | 1980 |
|
SU887086A1 |
