1
Изобретение относится к изготовлению железобетонных изделий различных видов и сложности, с отделкой и комплектацией дополнительными материалами и изделиями и может быть использовано при строительстве и реконструкции заводов крупнопанельного домостроения.
Цель изобретения - повышение производительности и снижение тpyдoe - кости.
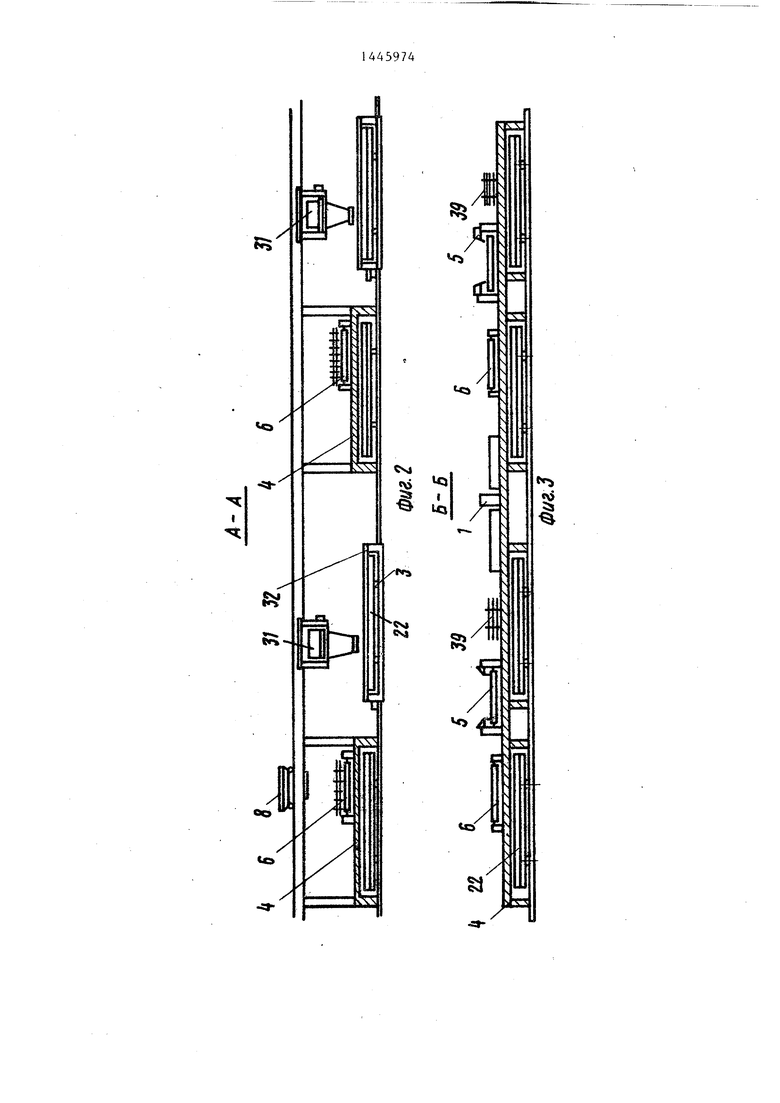
На фиг. 1 изображен предлагаемый комплекс, вид сверху; на фиг. 2 - разрез А-А на фиг. 1j на фиг. 3 - разрез Б-Б на фиг. 1; на ф,иг. 4 - (гранспортно-технологический поток п изделиям вида - наружные стены.
Технологический комплекс содержит линии 1 изготовления арматуры, специализированные по видам обработки и вытянутые вдоль производственного корпуса, расположенные параллельно линии 2 отделки и комплектации с конвейерами перемещения изделий и специализированные по видам изделий (наружные стены,. перекрытия, внутренние стены, добор ные элементы). Между линия1 ш 1 изготовления арматуры и линиями 2 отделки и комплектации изделий расположены поперечно им линии 3 формования соответственно специализированные по видам изделий, между ннгда расположены туннельные камеры 4 термообработки, на которых размещены линии 1 изготовления армйтуры, на камерах расположены также линии 5 сборки объемных каркасов с кондукторами и транспортеры-накопители 6 для подачи арматуры к линиям формования. Бетонно-смесительньй узел 7 связан с линиями формования трактазяи 8 подачи бетонной смеси. Линии 1 изготовления арматуры включают устройства: правильно-отрезные 9, электростыковой сварки 10, резки 11 и гибки 12 арматуры, сварки сеток 13 транспортные и контейнеры.
Линии 2 отделки и комплектации с транспортным конвейером для изделий включают технологические посты и оборудование для отмывки фактуры 14, шпаклевки 15, сушки 16, ванесе ния фактурного покрытия 17, установки столярки 18, контейнеры 19 с ком плектуняцими изделиями и манипуляторами 20 для их установки и аппаратурами 21 для герметизации панелей.
o
5
0
5
0
5
0
5
0
Линии 3 формования с конвейерами и размещенными на них формами 22 содержит расположенные в технологической последовательности посты распалубки с кантователем 23 форм и перекладчиком 24 изделий на линию 2 отделки чистки 25, смазки 26, укладки фактурного слоя 27 с контейнерами 28 фактурных материалов и установками 29 приготовления фактурного раствора, укладки объемных арматурных каркасов 30, укладки бетонной смеси нижнего слоя с бетоноукладчиком 31, виброплощадкой 32, укладки утеплителя 33 с вспенивателем 34 и композиционным смесителем 35, укладки бетонной смеси верхнего слоя с формовочной машиной 36, отделки поверхности с заглаживающей машиной 37.
Туннельные пропарочные камеры 4 связаны с линиями 3 формования передаточными тележками 38.
Линии 5 сборки объемных каркасов с кондукторами, контейнеры 39 исход- ;ной арматуры и транспортеры-накопители для подачи объемных каркасов к постам укладки в формы расположены на камерах 4.
На камерах термообработки расположены также установки приготовления фактурного раствора 29, вспениватель 34, композиционный смеситель 35 утеплителя, а также линия 40 съема, чистки, смазки и установки проемообразо- вателей.
Технологический комплекс работает следующим образом.
Арматурная сталь поступает на линии 1 изготовления арматуры по видам обработки. На линиях и станках 9-13 производят изготовление и обработку деталей и элементов арматурных каркасов, которые в контейнерах 39 подаются на линии 5 сборки объемных каркасов с кондукторами, собранные арматурные каркасы транспортером-накопителем 6 подаются к посту укладки в форму 30.
Изготовление железобетонных изделий осуществляют следующим образом.
Форма 22 с готовым изделием передается из камеры термообработки на передаточную тележку 38, где снимаются проемообразователи и производится чистка и смазка на специальной линии 40. Форма с изделием передается на пост распалубки кантователем 23, где переводится в вертикальное
положение, а изделие снимается с формы перекладчиком 24 и подается им на линию отделки и комплектации.Пустая форма передается на следующий пост 25, где производится чистка, затем форма поступает на пост 26 смазки, где проивзодят установку про- емообразователей с линии 40. Очищенная и смазанная форма подается на пост 27, где производится укладка фактурных материалов из контейнеров 28 и раствора из установки 29. Затем форма перемещается на пост 30, где
ЛИЙ и поступает на посты 14, где производится отливка фактурного слоя. На следующем посту 15 осуществляется шпаклевка внутренней стороны панелей, на посту 16 - сушка, на посту 17 - нанесение фактурного покрытия, на посту 18 - установка столярных изделий, которые доставляются в контейнерах 19 и устанавливаются манипуляторами 20, на посту 21 - герметизация панелей с помощью нагнетания специального состава. После чего изделие транспортируется на склад гото
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Конвейерная линия для изготовления бетонных и железобетонных строительных изделий | 1975 |
|
SU642175A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для виброэлектробетонирования изделий | 1985 |
|
SU1588552A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
Изобретение относится к производству железобетонных изделий различных видов и сложности. Цель изобретения - повьшение производительности, качества изделий и технологичности производства. Технологический комплекс содержит линии изготовления арматуры 1, специализированные по видам обработки и вытянутые вдоль производственного корпуса, расположенные параллельно линии отделки и комплектации с конвейерами перемещения изделий 2, специализированные по видам изделий. Между линиями изготовления арматуры и линиями отделки и комплектации изделий расположены поперечно им линии формования с конвейерами, также специализированные по видам изделий. Параллельно им расположены туннельные камеры тер-- мообработки 4, которые проходят также по линиям изготовления арматуры 1, на камерах расположены линии сборки объемных каркасов 5 с кондукторами и транспортеры-накопители 6 для подачи арматуры к линиям формования. Бетоносмесительный узел 7 связан с линиями формования трактами подачи бетонной смеси. 4 ил. § (Л с: 4 4 Сл СО VI Lpib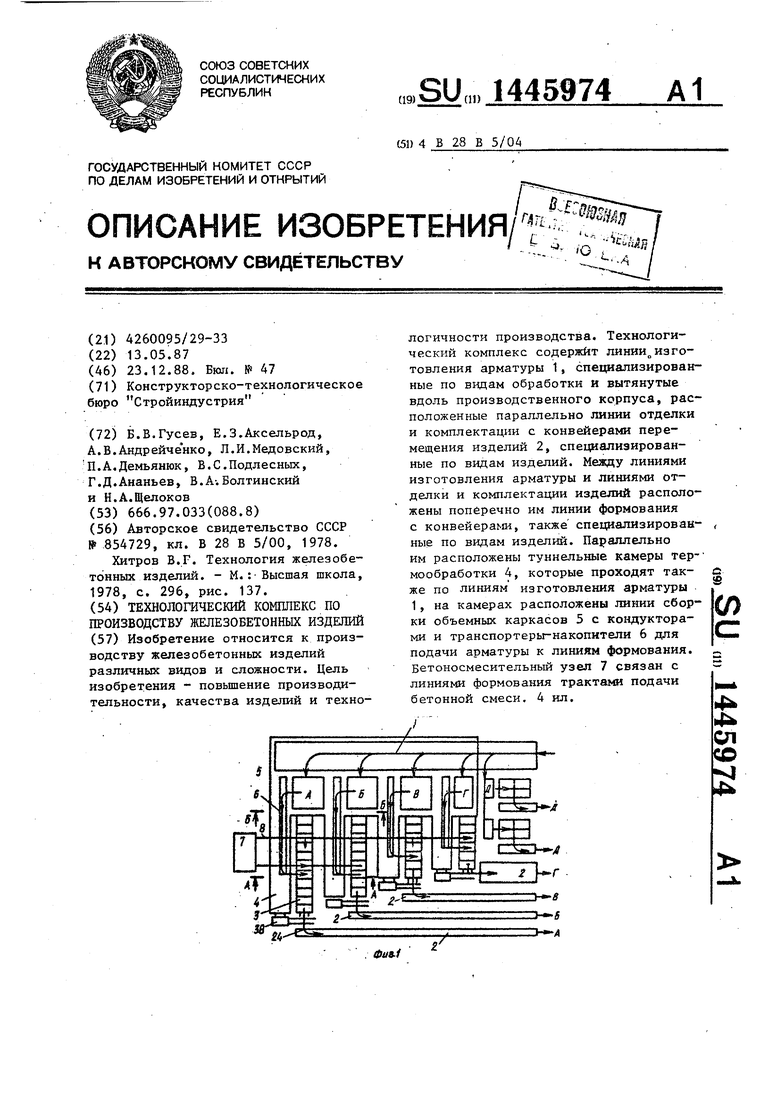
производится укладка арматурного кар- 15вой продукции.(
каса, поступающего с транспортера- Взаимное размещение линий исоединакопителя 6, форма с каркасом пода-некие их устройствами в единый техноется на пост укладки бетонной смесилогический комплекс позволяют повы
нижнего слоя, где бетоноукладчиком 31 производятся укладка бетонной смеси и ее уплотнение виброплощадкой 32. Подача бетонной смеси в бетоноукладчик осуществляется по тракту 8 с бетонно-смесительного узла 7. Далее форма поступает на пост 33 уклад ки утеплителя, который предварительно вспенивается во вспенивателе 34 и перемешивается с клеющим веществом в смесителе 35. Затем форма подается на пост укладки бетонной смеси верхнего слоя, которая осуществляется формовочной машиной 36, после чего на следующем посту осуществляют заглаживание верхней поверхности машиной 37. После заглаживания поверхности форма с изделием поступает в туннельную камеру 4 термообработки, которая проходит по линиям изготовления арматуры, а затем с помощью передаточной тележки 39 передается на параллельную ветвь камеры и, возвращаясь к началу линии, проходит полный цикл термообработки. Распалубленное изделие перекладчиком 24
передается на транспортньй конвейер линии 2 отделки и комплектации изде
сить производительность комплекса в 2,5 раза и снизить трудоемкость в 2,0-2,5 раза.
Формула изобретения
Технологический комплекс по производству железобетонных изделий, содержащий технологические линии изготовления арматуры и сборки арматурных каркасов, формования, отдел- ки, туннельные камеры термообработки и транспортные пути, отличающийся тем, что, с целью повышения производительности и снижения трудоемкости, линии отделки и формования размещены взаимно перпендику- лярнб и связаны между собой путями с установленными на них перекладчиками, а линии сборки арматурных каркасов снабжены транспортерами-накопителями, посредством которых соединены с линиями формования, причем транспортеры-накопители размещены на термокамерах параллельно линиям формования, а линии изготовления арматуры расположены параллельно линиям
отделки.
X
X
I
Ч
g
t
/
/
SJ
M
E
kX
ix:
4
r
SC4
es
§5
vo
/1
13
X
3S
| Технологический комплекс по производству железобетонных изделий | 1979 |
|
SU854729A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Хитров В.Г | |||
| Технология железобетонных изделий | |||
| - М.:-Высшая школа, 1978, с | |||
| ДЖИНО-ПРЯДИЛЬНАЯ МАШИНА | 1920 |
|
SU296A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
