(54) ШП5ШТОВАЯ СВАЯ
1
Изобретение относится к строительству гидротехнических сооружений и может быть использовано в качестве элементов шпунтового ограждения зигзагообразног типа.
Известна илтунтовая свая двутаврового типа, ..включающая, полки и замковые элементы в виде утолщения на кромках полок 1.
Недостаток этой шпунтовой сваи состоит в сложности технологии сборки шпунтовых ограждений из-за необходимости приварки специального замкового профиля К одному из соседних шпунтов.
Наиболее близкой К предлагаемой по технической сущности и достигаемому результату является шпунтовая свая, включающая ствол, выполненный в плане в виде ломаной;линии с замковыми элементами rfo концам 2 .
К недостаткам известного шпунта относится нетехнологичность изготовления, связанна1Я с тем, что при изготовлений способами прокатки могут иметь место скручивания раската на выходе из клети, обусловленные неидентичным взаимодействием с валками кромок раската, имеющих различную форму. Кроме того, отдаленное расположение
замкового соединения от стенки профиля шпунта вызывает опасность нарушения связи между шпунтами при воздейс вии усилий, направленных вдоль стенки профиля шпунта.
Цель изобретения - повышение технологичности изготовления.
Указанная цель достигается тем, что в шпунтовой свае, включающей
10 ствол, выполненный в плане в виде ломаной.линии с замковыми элементами по концам, ствол в плане выполнен в виде неравнобокого уголка, полки которого сопряжены под углом 90-120,
15 причем замковый элемент, размещенный на конце одной п.олки, обращен внутрь уголка, а замковый элемент, размещенный на конце, другой полки, расположен перпендикулярно этой полке.
20 Большая полка может быть выполнена с продольными гофрами.
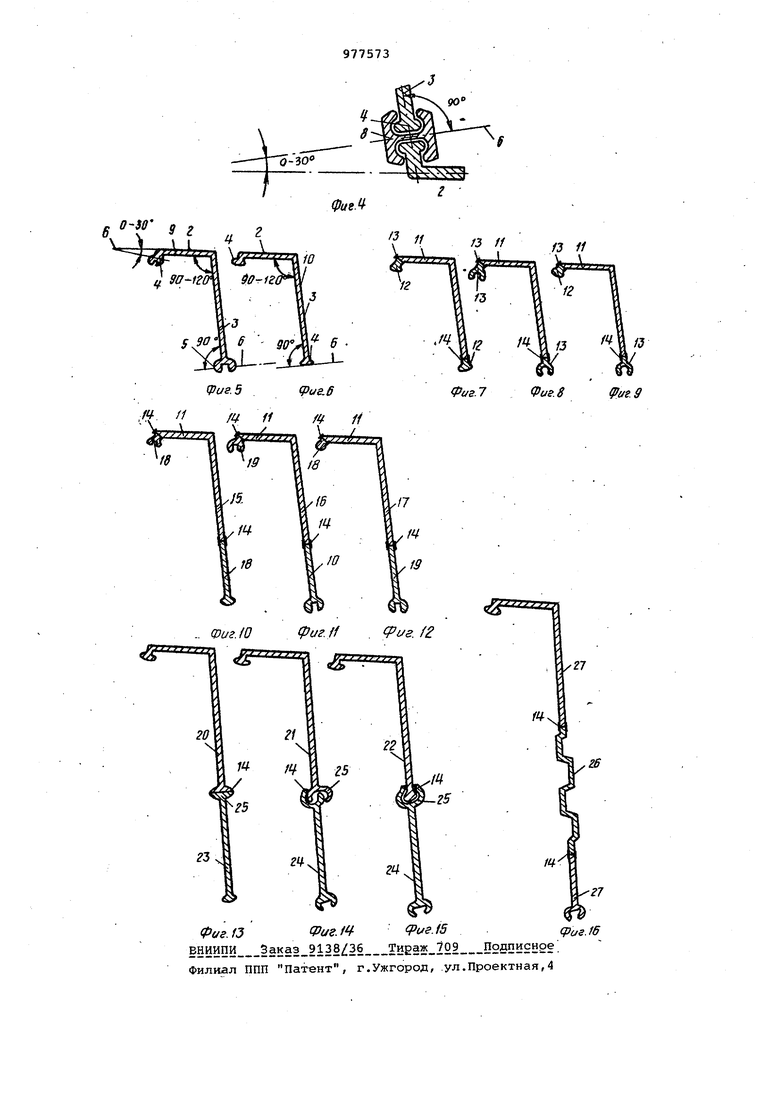
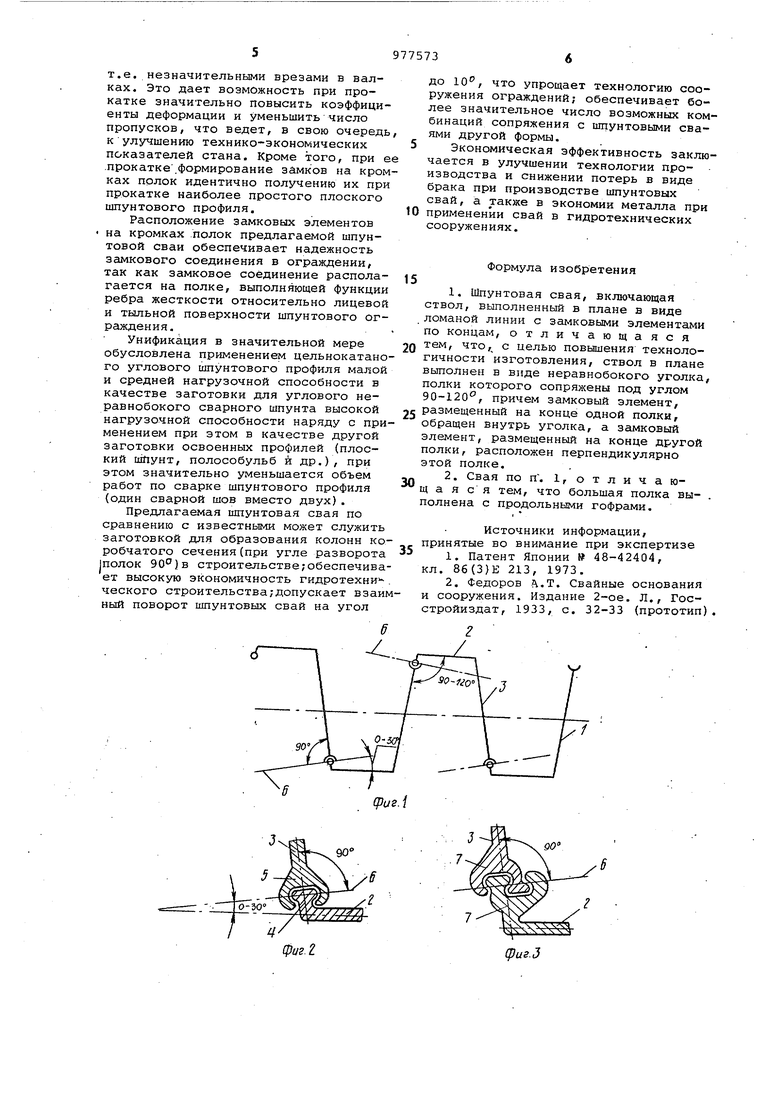
На фиг. 1 изображена схема шпунтового ограждения из угловых неравнобо-. ких шпунтовых свай; на фиг. 2 - замковое соединение типа кулачок в обойме; на фиг. 3 - то же, типа двойной, замок; на фиг. 4 - то же, типа кулачок в обойме со специальным замковым профилем, состоящим из охватывающих
30 элементов; на фиг. 5 - цельнокатаная угловая шпунтовая свая, сечение; на фиг, б - то же, вариант выполнения; на фиг 7 - 9 - сварная угловая шпун товая свая, составленная из неравнобокого уголка и специальных замковых элементов, варианты выполнения; на фиг. 10-12 - сварная угловая шпунтован свая, составленная из неравнобокого уголка и разрезанных стандартных профилей полособульба или плоского шпунта, варианты выполнения; на фиг. 13-15 - сварная угловая шпун товая свая, составленная из цельнокатаного углового шпунта и профилей полособульба или плоского шпунта методом сварки, варианты выполнения; на фиг. 16 - угловая неравнобокая шпунтовая свая с продольными гофрами на большей полке. Шпунтовая свая образует в соедине нии другс другом ограждение 1 откры того зигзагообразного типа и содержцу: малую 2 и большую 3 полки, которые сопряжены под углом 90-120. Соединяют шпунты с помощью охватываемо го замкового элемента 4 на кромке малой полки 2 и охватывающего замкового элемента 5 на кромке большой полки. Замковые элементы 4 и 5 сопря жены так, что ось б их сопряжения образует с меньшей полкой угол 0-30° а с большей - угол 90. На кромках полок 2 и 3 могут быть предусмотрены специальные комбинированные взаимно сопрягающиеся замковые элементы 7 или только охватываемые замковые элементы 4, которые сопрягаются друг с другом при помощи специального замкового профиля 8. В данном случае лицевую поверхность ограждения образует малая полка 2, однако она может быть выполнен большей по отношению к полке, выполняющей функции ребра жесткости в ограждении. Если угол разворота гГолок составляет .90, то ось сопряжения замковы элементов относительно полки, выполняющей функции лицевой поверхности, параллельна ей, а относительно полки выполняюц1ей функции ребра жесткости в огра)сденйи, перпендикулярна. Существующее технологическое обор дование не позволяет получать цельно катаные шпунты 9 и 10 уголковой форм брльщих размеров, позволяющих образо вкшать ограждение с очень высоким моментом сопротивления погонного мет ра, составляющим 20% всей потребност в шпунтах. Для получения шпунтов больших размеров экономически целесообразно использовать комбинированные способы производства (прокатку и сварку). При комбинированном спосо бе производства части профиля в виде неравнобокого уголка 11 и замковых элементов 12 и 13, полученных путем прокатки, собираются в угловой нерав нобокий профиль шпунта путем сварки (при этом необходимо наличие двух сварных швов 14). В вариантах выполнения шпунтовых свай 15-17 в качестве заготовки для замковых элементов предусмотрено использование освоенных цельнокатаных профилей типа полособульба 18 или плоского шпунта 19 (фиг, 10-12). Причем получение замковых элементов шпунтовой сваи, производят путем разрезки освоенных профилей, например плоского шпунта 19 и последующей приварки их к кромкам полок неравнобокого уголка 11. Несмотря на то, что в обоих вариантах шпунтовая свая образуется сваркой из трех профилей (возникает необходимость в двух сварных швах 14), метод Производства шпунтовых свай этим способом экономически оправдан, так как при этом используют унифицированные заготовки: неравнобокир уголок 11, полособульб 18, плоский шпунт 19. Кроме того, унификация в значительной мере обусловлена применением цельнокатаных угловых шпунтовых профилей 9 и 10 малой и средней нагрузочной способности (что составляет около 80% всей потребности в шпунтовых сваях) в качестве заготовок для угловых сварных шпунтов 20-22 высокой нагрузочной способности наряду с применением при этом в качестве других заготовок освоенных профилей (полособульб 23, плоский шпунт 24). Утолщение 25, образуемое в результате приварки к угловой шпунтовой свае полособульба 23 или плоского шпунта 24, выполняет функции ребра жесткости, что значительно повышает устойчивость профиля и обеспечивает хорошую сопрягаемость замковых элементов шпунтовых свай между собой. Горячекатаная гофрированная полоса 26 на большой полке 27 угловой шпунтовой сваи, состыкованная с последней методом сварки, в значительной мере позволяет повысить устойчивость шпунтовой сваи. В результате изготовления предлагаемой шпунтовой сваи производительность повысится на 1-2%, износостойкость валков на 30-40%, брак уменьшится на 40%. Изобретение по сравнению с прототипом обеспечит упрощение технологии производства,.повышение надежности замкового соединения в ограждении, а также использование унифицированных заготовок для получения шпунтовых свай, образующих ограждение с высоким моментом сопротивления погонного Метра стенки (до 25 тыс.см). Форма профиля предлагаемой шпунтовой сваи позволяет вести прокатку ее в системе развернутых калибров.
т.е. незначительными врезами в валках. Это дает возможность при прокатке значительно повысить коэффициенты деформации и уменьшить число пропусков, что ведет, в свою очередь к улучшению технико-экономических показателей стана. Кроме того, при е .прокатке .формирование зймков на кромках полок идентично получению их при прокатке наиболее простого плоского шпунтового профиля.
Расположение замковых элементов на кромках полок предлагаемой шпунтовой сваи обеспечивает надежность замкового соединения в ограждении, так как замковое соединение располагается на полке, выполняющей функции ребра жесткости относительно лицевой и тыльной поверхности шпунтового огРс1ждения.
Унификация в значительной мере обусловлена применением цельнокатаного углового шпунтового профиля малой и средней нагрузочной способности в качестве заготовки для углового неравнобокого сварного шпунта высокой нагрузочной способности наряду с применением при этом в качестве другой заготовки освоенных профилей (плоский шпунт, полособульб и др.), при этом значительно уменьшается объем работ по сварке шпунтового профиля (один сварной шов вместо двух).
Предлагаемая шпунтовая свая по сравнению с известными может служить заготовкой для образования колонн коробчатого сечения(при угле разворота 1полок 90°)в строительстве;обеспечивает высокую экономичность гидротехни ческого строительства/допускает взаиный поворот шпунтовых свай на угол
до 10, что упрощает технологию сооружения ограждений; обеспечивает более значительное число возможных комбинаций сопряжения с шпунтовыми сваями другой формы.
Экономическая эффективность заключается в улучшении технологии производства и снижении потерь в виде брака при производстве шпунтовых свай, а также в экономии металла при
применении свай в гидротехнических сооружениях.
Формула изобретения
15
1.Шпунтовая свая, включающая ствол, выполненный в плане в виде ломаной линии с замковыми элементами по концам, отличающаяся
20 тем, что, с целью повышения технологичности изготовления, ствол в плане выполнен в виде неравнобокого уголка полки которого сопряжены под углом 90-120, причем замковый элемент,
25 размещенный на конце одной полки, обращен внутрь уголка, а замковый элемент, размещенный на конце другой полки, расположен перпендикулярно этой полке.
2.Свая по п . 1, о т л и ч а ю30
щ а я с я тем, что большая полка выполнена с продольными гофрами.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии 48-42404, кл. 86(3)Е 213, 1973.
2. Федоров я.Т. Свайные основания и сооружения. Издание 2-ое. Л., Госстройиздат, 1933, с. 32-33 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРНАЯ ШПУНТОВАЯ СВАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2083763C1 |
| Сварной @ -образный шпунт | 1982 |
|
SU1090802A1 |
| Шпунтовая свая | 2023 |
|
RU2818614C1 |
| Элемент шпунтового ограждения | 1981 |
|
SU1021711A1 |
| Шпунтовая стенка | 2020 |
|
RU2754744C1 |
| Шпунтовая стенка | 2020 |
|
RU2752974C1 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ ШПУНТОВЫХ ЭЛЕМЕНТОВ | 1996 |
|
RU2103442C1 |
| СТЕНКА НАБЕРЕЖНОЙ, ПРИЧАЛЬНОГО, БЕРЕГОЗАЩИТНОГО И ТОМУ ПОДОБНОГО ГИДРОТЕХНИЧЕСКОГО СООРУЖЕНИЯ И ИСПОЛЬЗУЕМОЕ В НЕЙ ЗАМКОВОЕ СОЕДИНЕНИЕ ЭЛЕМЕНТОВ СТЕНКИ | 2004 |
|
RU2293158C2 |
| ШПУНТОВАЯ СТЕНКА ГОНЧАРОВА (ВАРИАНТЫ) | 2006 |
|
RU2328574C2 |
| ЗАЩИТНАЯ СТЕНА ИЗ ШПУНТОВЫХ ПАНЕЛЕЙ | 2007 |
|
RU2348755C1 |