Изготовление лопаток пропеллерных вентиляторов, в частности, для современных крупных турбогенераторов со скоростью вращения 3000 об/мин, представляет значительные трудности. Большие окружные скорости на наружной периферии вентилятора и вызванные этими скоростями бсйзшие центробежные силы, действующие на лопатку, заставляют применять литые стальные лопатки, имеющие большой вес и обусловливающие, вследствие этого, значительные затруднения при закреплении лопатки на втулке вентилятора.
Применение пустотелых стальных лопаток, имеющих значительно меньший вес, решает эту проблему удовлетворительно, однако, изготовление пустотелых лопаток литьем под давлением связано с большими технологическими трудностями.
Известно также изготовление лопаток для вентиляторов из армированных пластмасс, но ггакие лопатки не обладают достаточной механической прочностью.
С целью устранения указанных недостатков, предлагается выполнять лопатки для пропеллерных вентиляторов из пластмассы, армированной металлической сеткой.
Такие лопатки, обладающие подобно стальным лопаткам высокой механической прочностью, вместе с тем сохраняют все достоинства лопаток, изготовленных из пластмасс.
Предлагаемые лопатки можно изготовлять как сплошными, так и полыми либо по всей высоте, либо на части высоты.
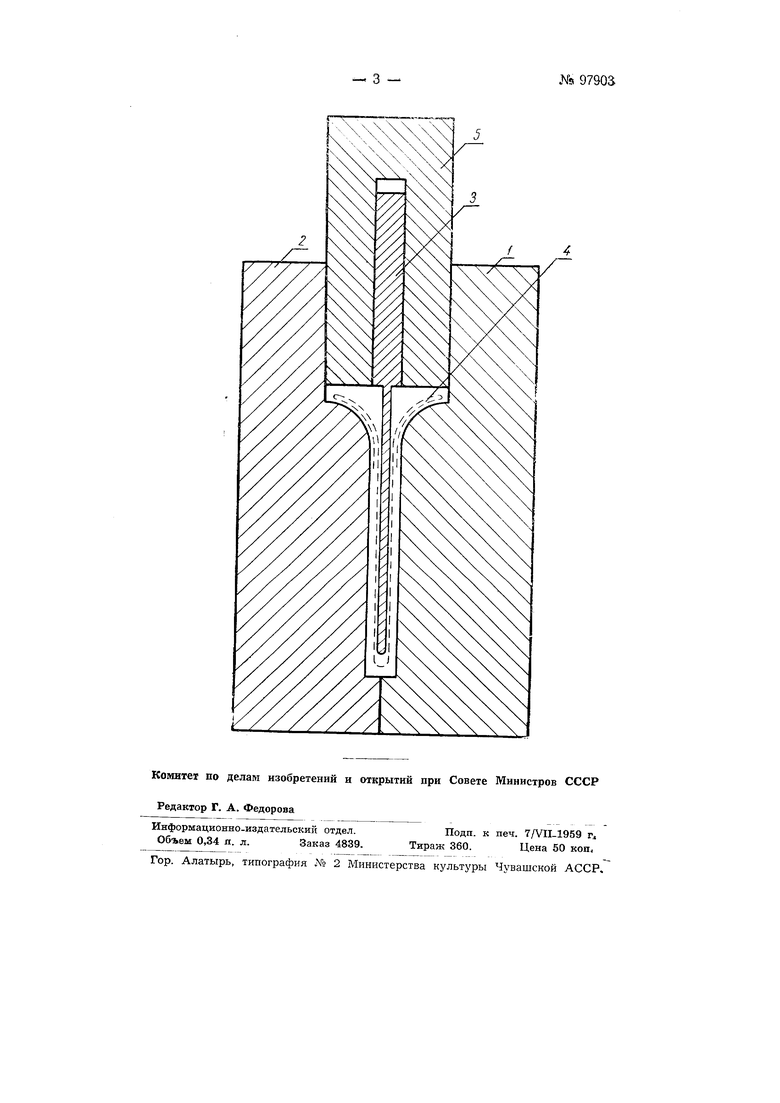
На прилагаемом чертеже схематически в разрезе изображена пресс-форма для прессования пустотелой лопатки. Матрица пресс-формы состоит из двух половинок 1 и 2, сопрягающихся по боковой кромке лопатки, и элемента 3, заполняющего впутреннюю полость пустотелой лопатки. Все три части матрицы прочно скреплены одна с другой.
М 97903-
В матрицу- закладывают образующие арматуру металлические сетки 4, вьГрезанпыс и изогнутые соответственно форме лопатки, вводят пластмассу и производят прессование. Готовые лопатки подвергают; охлаждению под давлением. С целью увеличения механической прочно-, сти лопаток, проволочные сетки можно закладывать в несколько слоев.; Пластмассу можно вводить в пресс-форму в виде порошка, твердых
кусочков или в ЖИДКОСТИ.
При прессовании лопатки в матрицу вдвигается пуансон 5, передвигающийся по осевой плоскости лопатки состороны ее нижней крепежной части. Соответствующим давлением на пуансон 5 при прессовании обеспечивается полное заполнение пластмассой всего объема матрицы. Поскольку пуансон перемещается со стороны нижней крепежной части лопатки, то неизбел-сные колебания в объеме заложенной в матрицу нластмассы влекут за собой лишь изменения в толщине этой части лопатки, тореп. которой, в -1елях упрощения дальнейшей его обработки, свободен от запрессованной металлической сетки.
Распрессовку готовой лопатки производят следующим образом: сначала выталкивается пуансон 5 по осевой плоскости лопатки, затем элемент 3 .и. наконец, движением перпендикулярно оси лопатки разъединяются обе половинки матрицы.
II р с- д м е т изо б р е т е н и я
1.Лопатка для пропеллерных вентиляторов, преимущественно для крупных турбогенераторов, выполненная прессованием из армированной пластмассы, отличающаяся тем, что для армирования, с целью повышения механической прочности, примепены металлические сетки.
2.Лопатка по п. 1. отличающаяся тем, что для уменьщения веса она выполнена полой либо по всей высоте, либо по части высоты.
3.Способ изготовлепйя лопаток по пи. 1 и 2, от л и ча ю щ и йс;я тем, что, с целью получения точного профиля лопатки, пуансон для прессования пластмассы вдвигают в матрицу по осевой плоскости лопатки со стороны ее нижней (крепежной) чаСти с тем, чтобы различия в величине объема заложенной в матрицу пластмассы влекли за собой .шшь изменения в толщине нижней части лопатки, .торец которой свободен от запрессованной металлической сетки.
4.Способ по п. 3. осуществляемый при помощи пресс-фор.мы с разъемнойМатрицей, отличающийся тем, что распрессовку лопатки производят путем выталкивания сначала пуансона по осевок
плоскости лопатки, затем-образующей внутреннюю полость лопатки осевой пластины матрицы, далее-торцовых элементов в матрицы, и заканчивают разъединением тела матрицы на две части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел крепления лопаток пропеллерных вентиляторов на втулке | 1953 |
|
SU98572A1 |
| Магнитный клин для тазов электрических машин | 1936 |
|
SU53630A1 |
| КОМПОЗИЦИОННАЯ ЛОПАТКА ТУРБОМАШИНЫ | 2007 |
|
RU2350757C1 |
| Магнитный клин для пазов электрических машин и способ его изготовления | 1949 |
|
SU82864A2 |
| Магнитный клин и приспособление для его укладки в пазы электрических машин | 1961 |
|
SU147651A1 |
| Пустотелая широкохордовая лопатка вентилятора. Способ её изготовления. | 2016 |
|
RU2622682C1 |
| Комбинированный штамп | 1959 |
|
SU131400A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБОМАШИНЫ | 2011 |
|
RU2507033C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С МНОГОСЛОЙНОЙ ОБОЛОЧКОЙ | 2011 |
|
RU2461449C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИРОКОХОРДНОЙ ПУСТОТЕЛОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2005 |
|
RU2296246C1 |