Изобретение относится к области машиностроения, а именно к способам получения широкохордных пустотелых лопаток вентилятора, и может быть использовано при производстве авиационных газотурбинных двигателей.
Для использования в новых самолетных двигателях необходимы лопатки вентилятора, имеющие размеры до 1,5 м в длину и рабочую температуру до 250°С, они должны быть устойчивы к скручиванию при высоких оборотах, иметь стойкость к эрозии в потоке газов и стойкость к точечным ударам посторонних предметов. Решением данной проблемы является применение волокнистых однонаправленных композиционных материалов с малым удельным весом и высокой прочностью, однако их использование связано с рядом технологических проблем, таких как совместимость материалов, надежность их соединения и сохранение ими высоких механических свойств в процессе технологического цикла.
При твердофазном методе образования волокнистый металломатричный композиционный материал приобретает максимальные эксплуатационные свойства после прохождения оптимальной термодеформационной обработки, обеспечивающей необходимую связь по границе волокно/матрица и перераспределение матричного материала между волокнами с образованием плотной структуры материала, не имеющей пор и несплошностей. Применение легких и прочных волокнистых металломатричных материалов требует особо тщательного выбора режима термодеформационной обработки для максимально полного использования их прочностных свойств.
Известен способ получения лопаток вентилятора из боралюминиевого композиционного материала, по которому слои борных волокон с покрытием карбида кремния в алюминиевой матрице (BORSiC) уплотняют и выполняют в виде оболочек аэродинамической формы, образующих между собой полость, в которой размещают титановый лонжерон. Лонжерон и оболочки диффузионно связывают при температуре и давлении (Патент США №3981646).
Недостатком лопатки, полученной этим способом, является то, что титановый лонжерон, выбранный в качестве несущего элемента конструкции, менее прочен, чем композиционный материал, поэтому крупноразмерная лопатка вентилятора будет обладать недостаточной прочностью. Кроме того, велика вероятность разрушения волокон в процессе придания оболочке аэродинамической формы, так как борные волокна очень хрупкие (непластичные). При пластической деформации для получения сложной формы трудно обеспечить оптимальный режим термодеформационной обработки, материал может утратить свои армирующие свойства, и полученное изделие не будет обладать требуемой механической прочностью.
Известен способ получения лопатки вентилятора из материала, способного к сверхпластической деформации, методом сверхпластического формования и диффузионного связывания (СПФ/ДС), то есть путем укладки плоских листов, способных к сверхпластической деформации, и жесткого каркаса между ними, имеющего ребра и пустоты, размещения полученной слоистой конструкции в матрице пресса и подачи давления газа внутрь ячеек через предусмотренные каналы при определенной температуре и давлении, в результате чего происходит раздувание конструкции изнутри до заполнения формы матрицы пресса и одновременное диффузионное связывание листов конструкции между собой вдоль кромки, ведущего и ведомого краев, а также с ребрами каркаса (патент США №5692881).
Недостатком этого способа является невозможность его применения при использовании конструкционных материалов, не способных к свехпластической деформации. Как правило, в качестве исходного материала используют титановый сплав, но для крупноразмерных широкохордных лопаток вентилятора недостатком такого выбора является недостаточная стойкость титанового сплава к скручиванию и небольшой выигрыш в весе из-за большого удельного веса титанового сплава. Кроме того, способы, основанные на сверхпластической деформации, весьма дорогостоящи, так как требуют обеспечения вакуума, высокого давления газа, высоких температур, герметизации оборудования.
Наиболее близким к предлагаемому является выбранный за прототип способ получения лопатки компрессора, состоящей из оболочки и несущих элементов, имеющих полости, включающий придание пластинам, из которых выполнены оболочка и несущие элементы, заданного профиля и размера, укладку пластин друг на друга в штамп, повторяющий профиль и размеры лопатки, и диффузионную сварку при температуре и давлении. Несущие элементы выполняют из того же материала, что и оболочку, или хотя бы одну пластину вырезают из металла с иными характеристиками прочности. Лопатка также может быть выполнена без полостей (Патент РФ №2229035).
Недостатком изделия, полученного данным способом, является то, что основная его часть изготовлена из металлического листового материала, который имеет высокий удельный вес, но не обладает достаточной прочностью и жесткостью, необходимыми для изготовления крупноразмерных лопаток вентилятора. При изготовлении такой лопатки с полостями снижается одновременно вес изделия и его прочность. Фактически такая лопатка уступает по всем характеристикам (кроме веса) цельной металлической лопатке и принципиально не решает проблем, возникающих при эксплуатации больших (более 1,5 м) лопаток.
Технической задачей настоящего изобретения является создание экономичного способа получения пустотелой широкохордной лопатки вентилятора из композиционного материала, обладающей малым весом, высокой прочностью и статической жесткостью, сохраняющимися или нарастающими в процессе технологического цикла.
Для решения этой задачи предложен способ получения пустотелой широкохордной лопатки вентилятора, состоящей из оболочки и несущих элементов, включающий придание оболочке лопатки заданного профиля и размера, укладку оболочки и несущих элементов в штамп, повторяющий профиль и размеры лопатки, и диффузионную сварку при температуре и давлении, отличающийся тем, что несущие элементы лопатки получают из предварительно сформованных монослоев композиционного материала, укладывают в оболочку на расстоянии друг от друга в соответствии со схемой армирования и подвергают ступенчатой термодеформационной обработке с постепенным увеличением степени термодеформационного воздействия на материал.
Ступенчатую термодеформационную обработку несущих элементов лопатки проводят в несколько стадий, при этом степень воздействия термодеформационной обработки на первой стадии составляет 40-70%, степень воздействия термодеформационной обработки с одновременным формованием несущих элементов до требуемой геометрической формы на второй стадии составляет 60-90%, а окончательную термодеформационную обработку до 100% проводят на завершающей стадии при одновременном прессовании и диффузионной сварке лопатки.
В качестве композиционного материала используют волокнистый однонаправленный металломатричный композиционный материал, такой как борные волокна в алюминиевой матрице, борные волокна с покрытием карбида кремния в алюминиевой матрице, углеродные волокна в алюминиевой матрице или волокна карбида кремния в титановой матрице.
В качестве оболочки лопатки используют листы из титанового сплава.
При проведении на первой стадии предварительной термодеформационной обработки пакета уложенных монослоев композиционного материала со степенью воздействия не более 40-70% уменьшается зазор между монослоями и происходит перераспределение матричного металла волокнистого композиционного материала между волокнами. На второй стадии, когда полученные заготовки несущих элементов подвергают дальнейшей термодеформационной обработке с одновременным формованием в соответствии с их необходимой геометрической формой со степенью воздействия 60-80%, между слоями композиционного материала возникает требуемая связь, формируется плотная структура материала, исчезают поры и несплошности, и постепенно волокнистый композиционный материал из слоистого становится монолитным. Полученные несущие элементы укладывают в форму пресса таким образом, чтобы между наружными оболочками были размещены на расстоянии друг от друга несущие элементы из волокнистого композиционного материала с образованием полостей в соответствии с требуемой схемой армирования лопатки. После этого проводят окончательную термодеформационную обработку армирующих элементов из волокнистого композиционного материала до 100% и одновременное горячее прессование с диффузионной сваркой, достигая тем самым оптимальных значений прочностных характеристик металломатричного композиционного материала несущих элементов.
Использование легких, высокопрочных и высокомодульных волокнистых однонаправленных металломатричных композиционных материалов в конструкции вентилятора ГТД обеспечивает существенное снижение веса двигателя, так как на долю компрессора и вентилятора для дозвуковых самолетов приходится 45% веса двигателя, а для сверхзвуковых - до 30%, а также высокую жесткость лопатки при вращении вентилятора, прочность при ударах посторонних предметов, что позволяет увеличить срок службы вентилятора. Кроме того, использование композиционных материалов обеспечивает и другие конструктивные и технические совершенствования, например, снижение веса дисков и валов, отказ от бандажных полок лопаток, сокращение радиальных зазоров, сокращение числа ступеней вентилятора и другие.
Предлагаемый способ позволяет получить широкохордную пустотелую лопатку из композиционного материала, обладающую высокими механическими свойствами и легким весом, на традиционном оборудовании, при этом волокнистый композиционный материал получает максимально высокие механические свойства в процессе придания изделию сложной аэродинамической формы. Это преимущество достигается благодаря тому, что, согласно разработанной технологии, несущие элементы из волокнистого композиционного материала на предварительной стадии не подвергают окончательной обработке, а проводят ее после сборки полученных элементов в форме пресса, одновременно с приданием аэродинамической формы изделию и диффузионной сваркой элементов сборки, в результате чего композиционный материал приобретает свои максимальные прочностные свойства. Если несущие элементы на предварительной стадии изготовить в окончательной форме и подвергнуть полной термодеформационной обработке, то в процессе прессования лопатки произойдет перепрессовка хрупких волокон и композиционный материал потеряет свои прочностные свойства.
Чертеж иллюстрирует способ получения модельной широкохордной пустотелой лопатки вентилятора согласно данному изобретению, где 1 - несущие элементы лопатки, изготовленные из монослоев волокнистого композиционного материала, 2 - титановая оболочка.
На чертеже показаны: а - несущие элементы 1 из волокнистого композиционного материала после второй стадии термодеформационной обработки, сформованные в требуемой геометрической форме; б - модельная лопатка, имеющая несущие элементы 1, размещенные в оболочке лопатки 2 согласно схеме армирования; в - та же лопатка в другом ракурсе.
Примеры осуществления.
Для иллюстрации предлагаемого способа получения широкоходной пустотелой лопатки были изготовлены модельные пустотелые лопатки размером 60×180 мм с титановой оболочкой и несущими элементами из различных волокнистых однонаправленных композиционных материалов, а также для сравнения титановые лопатки таких же размеров по способу-прототипу: сплошную и пустотелую.
Пример 1. Получение пустотелой составной модельной лопатки с оболочкой из титанового сплава и несущими элементами из боралюминиевого композиционного материала.
Производили раскрой монопластин боралюминия и сборку пакетов из монослоев прямоугольной формы для получения несущих элементов лопатки. Затем полученные пакеты монослоев прессовали при 500±20°С и давлении 5 кг/см2 в течение 5 мин. Степень термодеформационного воздействия составляла 40%. Полученные прямоугольные заготовки несущих элементов прессовали в промежуточной пресс-форме с целью формования сложного профиля несущих элементов при такой же температуре и давлении. Степень термодеформационного воздействия на второй стадии составляла 60%. Затем производили раскрой титановых листов для изготовления оболочек лопатки и придание им заданного профиля и размера. После этого полученные титановые половинки оболочки укладывали в пресс-форме и между ними размещали несущие элементы на расстоянии друг от друга в соответствии со схемой армирования. Затем проводили окончательную термодеформационную обработку несущих элементов до 100% с одновременным прессованием и диффузионной сваркой изделия при той же температуре и давлении в течение 25 минут. Свойства полученного изделия приведены в таблице.
Пример 2. Получение пустотелой составной модельной лопатки с оболочкой из титанового сплава и несущими элементами из боралюминиевого композиционного материала с покрытием из карбида кремния (BORSiC).
Пример 2 проводили аналогично примеру 1, только в качестве волокнистого композиционного материала брали покрытые карбидом кремния борные волокна в алюминиевой матрице, степень воздействия термодеформационной обработки композиционного материала несущих элементов на первой стадии составляла 60%, на второй стадии - 80%, а температура прессования - 520±20°С.
Пример 3. Получение пустотелой составной модельной лопатки с оболочкой из титанового сплава и несущими элементами из углеалюминиевого композиционного материала.
Пример 3 проводили по примеру 1, только в качестве волокнистого композиционного материала брали монослои углеалюминия, степень воздействия термодеформационной обработки композиционного материала несущих элементов на первой стадии составляла 70%, на второй стадии - 90%, а температура прессования - 500±10°С.
Пример 4 (по прототипу). Получение модельной титановой лопатки без полостей.
Из титановых листов вырезали наружные пластины, повторяющие профиль и размеры половинок оболочки лопатки. Затем из титановых листов вырезали внутренние пластины такого размера и профиля, что при их сложении с наружными пластинами образовался пакет пластин, формирующий профиль и размеры всей лопатки, то есть внутренние пластины вырезаны убывающими по размерам от наружных пластин к центральному сечению лопатки, что определялось переменным по высоте профилем лопатки. Полученные пластины помещали в штамп, размещая внутренние пластины между наружными в соответствии со схемой укладки. Затем проводили диффузионную сварку пакета в вакууме при температуре 870°С и давлении 7,5 МПа.
Пример 5 (по прототипу). Получение модельной титановой лопатки с полостями.
Пример 5 проводили по примеру 4, только во внутренних пластинах вырезали дополнительные полости таким образом, чтобы при укладке пластин у лопатки образовались внутренние полости, аналогичные полостям в предлагаемом способе.
Полученные модельные лопатки были испытаны в различных режимах работы вентилятора, полученные характеристики лопаток приведены в таблице.
Как видно из таблицы, параметры статической жесткости, характеризуемые максимальными радиальными, окружными и осевыми перемещениями, у широкохордных лопаток, полученных согласно предлагаемому способу, существенно превосходят такие же характеристики лопаток, полученных по способу-прототипу при значительном выигрыше в весе. Титановая пустотелая лопатка, оставаясь все равно тяжелее пустотелой лопатки из композиционного материала, имеет самые низкие эксплуатационные качества. Предлагаемый способ позволяет получить легкие пустотелые широкохордные лопатки вентилятора ГТД с высокой прочностью и статической жесткостью, сохраняющимися или нарастающими в процессе технологического цикла, повысить ресурс и надежность работы вентилятора ГТД.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пустотелая широкохордовая лопатка вентилятора. Способ её изготовления. | 2016 |
|
RU2622682C1 |
| Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления | 2016 |
|
RU2626523C1 |
| ШИРОКОХОРДНАЯ ЛОПАТКА ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2663559C1 |
| ШИРОКОХОРДНАЯ ЛОПАТКА ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2663609C1 |
| ШИРОКОХОРДНАЯ ЛОПАТКА ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2661437C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2005 |
|
RU2293658C1 |
| Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД и способ её изготовления | 2019 |
|
RU2736388C1 |
| Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД и способ ее изготовления | 2019 |
|
RU2726955C1 |
| ЛОПАТКА ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2661439C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
Изобретение относится к области машиностроения, а именно к способам получения широкохордных пустотелых лопаток вентилятора, может быть использовано при производстве авиационных газотурбинных двигателей и позволяет получить легкую пустотелую широкохордную лопатку вентилятора с высокой прочностью и статической жесткостью, сохраняющимися или нарастающими в процессе технологического цикла. Этот технический результат достигается тем, что в способе получения пустотелой широкохордной лопатки вентилятора, состоящей из оболочки и несущих элементов, включающем придание оболочке лопатки заданного профиля и размера, укладку оболочки и несущих элементов в штамп, повторяющий профиль и размеры лопатки, и диффузионную сварку при температуре и давлении, согласно изобретению несущие элементы лопатки получают из предварительно сформованных монослоев композиционного материала, укладывают в оболочку на расстоянии друг от друга в соответствии со схемой армирования и подвергают ступенчатой термодеформационной обработке с постепенным увеличением степени ее воздействия на материал. 3 з.п. ф-лы, 1 ил., 1 табл.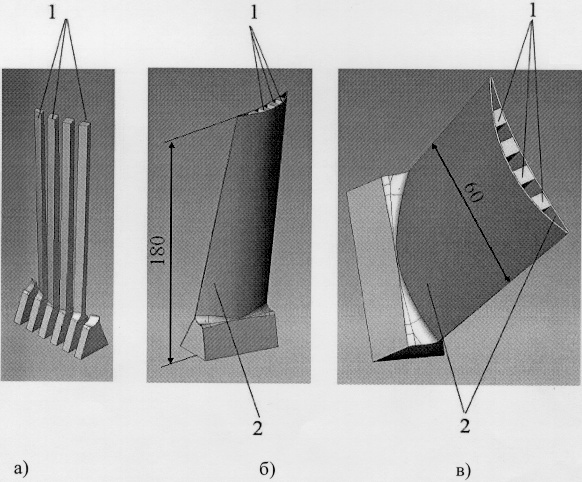
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2002 |
|
RU2229035C2 |
| РАБОЧАЯ ЛОПАТКА ОСЕВОГО КОМПРЕССОРА | 0 |
|
SU178932A1 |
| Передача с промежуточными звеньями | 1985 |
|
SU1335757A1 |
| US 5692881 A, 02.12.1997 | |||
| ЭНЕРГОЭФФЕКТИВНОЕ ОТАПЛИВАЕМОЕ ЗДАНИЕ С ТЕПЛИЦЕЙ | 2015 |
|
RU2606891C1 |
| US 3981646, 21.09.1976. | |||

