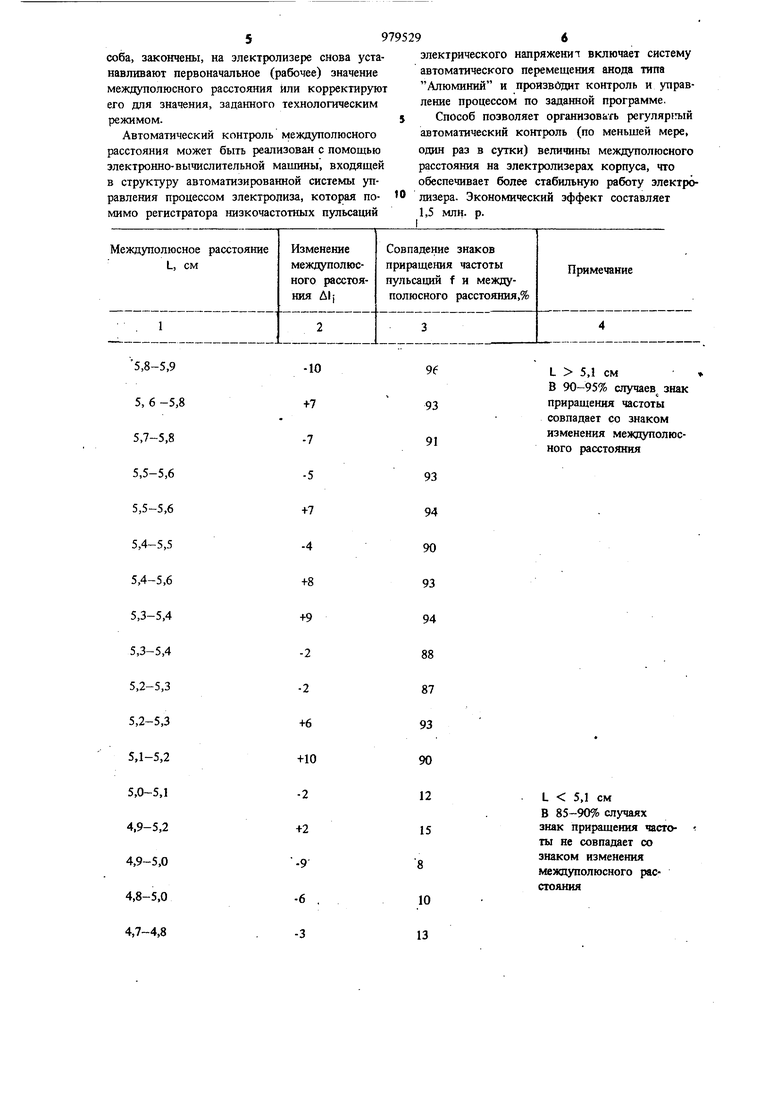
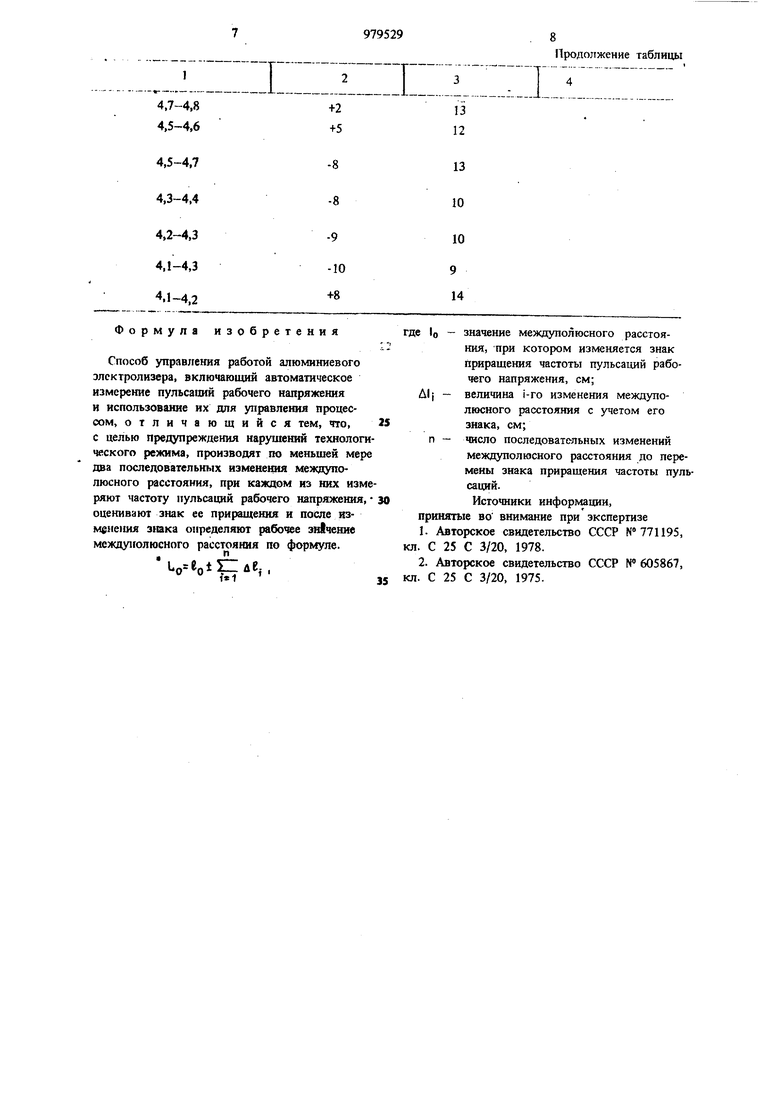
(54) СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ АЛЮМИНИЕВОГО 1 Изобретение относится к цветной металлур гии, в частности к электролитическому получению алюминия. Одним из основных условий, обеспечивающих высокие технико-экономические показатели при электролизе алюминия, является ведение процесса при оптимальном междуполюсном расстоянии- При междуполюсном расстоянии ниже оптимального снижается выход на току, сокращается рабочее пространство электролизера, увеличивается вероятност возникновения технологического нарушения, известного из практики под названием зажа тие межДу полюсного расстояния. При межд полюсном расстоянии выше оптимального им ет место излищний расход электроэнергии. Кроме того, при наличии на подошве анода неровностей, не контактирующих с катодом (выступов с более высокой плотностью тока, чем на впа1шнах), ухудщаются условия их самоликвидации, что приводит впоследствии к ухущцению работы электролизера. ЭЛЕКТРОЛИЗЕРА Известен способ определения междуполюсного расстояния в алюминиевом электролизере путем ввода под анод цилиндрического стального стержня, плотно прижатого к подошве анода и погруженного нижним концом в слой катодного алюминия. Благодаря растворению стали в жидком алюминии и образованию конуса в той части стержня, где он оплескивается волнами катодного металла, способ позволяет оценить высоту волн и междуполюсное расстояние (1. Основными недостатками способа являются его трудоемкость, низкая оперативность, невозможность автоматизации. Наиболее близким к изобретению является способ контроля состояния подошвы анода электролизера для получения алюминия. Способ предполагает измерение пульсаций рабо чего, напряжения, использование регистратора низкочастотных колебаний электрического на- пряжения и электронно-вычислительной машилы, входящей в структуру автоматизирован397иой системы управле шя процессом электроjni:ia 2. ИМ(у:тятки rnocofin - огра Иг:Г( ииформ.шии, отсутствие даиных для оценки вели чины междуполюсного расстояния и невозможность использования этого важного параметра для а1равления процессом. Цель изобретения - -предупреждение нарушений технологического режима. Указанная цель достигается тем, что производят измерегше пульсаций рабочего напряжения, производят, по меньшей мере, два последовательных изменения междуполюсного расстояния, при каждом из них измеряют частоту пульсаций рабочего напряжения, оценивают знак ее приращения и после измене1шя зй1ка определяют рабочее значение ного расстояния по формуле Uo.. , где fi - значение междуполюсного расстоялия нри котором изменяется знак приращения частоты пульсаций рабочего напряже1шя, см; величина i-ro изменения междуполюсиого расстояния с учетом его знака, см; п - шсло последовательных изменений междуполюсного расстояния до пер мены знака приращения частоты пу „саций. Способ позволяет с помощью рпределеюш и рсгулировчния междуполюсного расстояния вести itpouecc электролиза без технологически нарушений и, как следствие, с более высоким выходом но току. Использование предло женного способа дает возможность автоматизировать процесс. На чертеже представлен график зависимости частоты пульсации от велишны междунолюсиого расстоят{я. Как видно из графика, кривая изменения частоты пульсаций с изменением междуполюсного расстояния при значении его, равном 1о проходит через мшшмум. Его положение отн :сителыю оси ординат не зависит от формы подошвы анода. В соответствии с характером зависимости при L 1о (правая ветвь ) знак приращения частоты пульсаций совпадает со знаком изменения междупслюсног расстояния, а при L IQ (левая ветвь кривой), наоборот, знак приращения частоты пульсаций противоположен знаку изменеш Я междуполюсного расстояния. Сумма последова тельных ступенчатых изменений междуполюснего расстояния до достижения IQ, ко гда знак приращения частоты пульсаций изменяется на обратный, составляет разницу между исход юй (рабочей) величиной междуполюсного расстояния L и его значением д. Для полупромьплленного электролизера на силу тока 6 кА IQ 11,3 см, а для промыщлешюго электролизера на . силу тока 150- 160 кЛ 1о по данным таблицы равно 5,1 см. Из таблицы видно, что знак приращения частоты пульсаций совпадает со знаком измене1шя междуполюсного расстояния преимущественно при значениях L 5,1 см. При L 5,1 см знак приращения частоты противоположен знаку изменения междуполюсного расстояния. Таким образом, качественный переход с переменой знака приращения частоты происходит на электролизерах на силу тока 150-160 кА при L 1о 5,1 см. В таблице приведена зависимость знака при- ращения частоты пульсаций рабочего напряже1шя от величины междуполюсного расстояния и знака его изменения. Совпадение знаков приращения междуполюсного расстояния и частоты при первом изменении междуполюсного расстояния означает, что для достижения Ig междуполюсное расстояние надо снижать, и наоборот. Способ осуществляется следующим образом. С помощью регистратора низкочастотных пульсаций электрического напряже шя, подключe шoгo на определенное время к участку анод-катод контролируемого электролизера, регистрируют частоту пульсаций при исходном (рабочем) значении междуполюсного расстояния; затем перемещая анод, производят не менее двух последовательных ступенчатых изменений междуполюсного расстояния в сторону увеличения или уменьщения на 2-10%. На каждой ступени длительностью 10-30 мин измеряют частоту пульсадай, сравнивают ее значение с полученным на предыдущей стуneiQi и определяют знак приращения частоты. Междуполюсное расстояние продолжают ступенчато изменять до тех пор, пока знак приращения частоты не изменится на обратный. Величину изменения междуполюсного расстояния (Д1|), при переходе с одной ступени на другую определяют по времени отработки перемещения анода с учетом егоскорости. Сумкшруют значения всех п изменений междунолюсного расстояния, при которых знак приращения частоты пульсаци) остается постоянным, и получают значение IZAIj, которое затем вычитают с учетом знака от значения IQ. Операция изменения междуполюсного расстояния является пробной и вьшолняется в период контроля работы электролизера. После того, как все операции пробных изменений междуполюсного расстояния, необходимые для ос5тцествления предложенного спсь
59795296
соба, закончены, на электролизере снова уста-электрического напряженит включает систему
навливают первоначальное (рабочее) значениеавтоматического перемещения анода типа
междупопюсного расстояния или корректируют Алюмнннй и произвбдит контроль и управего для значения, заданного технологическим
режимом.5 Способ позволяет организовать регуляр1п 1Й
Автоматический контроль междуполюсногоавтоматический контроль (по меньшей мере,
расстояния может быть реализован с помощьюодин раз в сутки) величины междуполюсного
электронно-вычислительной машины, входящейрасстояния на электролизерах корпуса, что
в структуру автоматизированной системы ун-обеспечивает более стабильную работу электроравления процессом электролиза, которая по- лизера. Экономический эффект составляет
мимо регистратора низкочастотных пульсации
ление процессом по заданной программе.
1,5 млн. р.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля работы алюминиевого электролизера | 1980 |
|
SU1041607A2 |
| Способ контроля работы алюминиевого электролизера | 1981 |
|
SU1011733A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЯ В ЭЛЕКТРОЛИЗЕРЕ | 1990 |
|
RU2023058C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ РЕЖИМОМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2217528C1 |
| Способ контроля работы алюминиевогоэлЕКТРОлизЕРА | 1978 |
|
SU850743A1 |
| Способ контроля состояния подошвы анода электролизера для получения алюминия | 1981 |
|
SU1002410A1 |
| Способ автоматического контроля технологических нарушений в работе алюминиевого электролизера | 1980 |
|
SU899725A1 |
| Способ контроля состояния подошвы анода электролизера для получения алюминия | 1975 |
|
SU605867A1 |
| Способ централизованного контроля технологического состояния алюминиевого электролизера | 1986 |
|
SU1439157A1 |
| Способ выведения газов из-под горизонтально расположенного анода электролизера | 1977 |
|
SU723003A1 |
L 5,1 см
В 90-95% случаев знак приращения частоты совпадает со знаком изменения междуполюсного расстояния
L 5,1 см
В 85-90% случаях знак приращения частоты не совпадает со знаком изменения междуполюсного расстоянияФормула изобретения Способ управления работой алюминиевого электролизера, включающий автоматическое измерение пульсаций рабочего напряжения и использоваиие их для управления процессом, отличающийся тем, что, с целью предупреждения нарушений технолог ческого режима, производят по меньшей мер два последовательных изменения междуполюсного расстояния, при каждом из них изм ряют частоту пульсаций рабочего напряжения оценивают знак ее приращения и после измвне1шя знака определяют рабочее зн1чение мсжду1юлюсного расстояния по формуле. 5:: де..
Продолжение таблицы
Г
4 1о - значение междуполюсного расстояния, при котором изменяется знак приращения частоты пульсаций рабочего напряжения, см; Alj - величина i-ro изменения междуполюсного расстояния с учетом его знака, см; п - число последовательных изменений междунолюсного расстояния до перемены знака приращения частоты пульсаций. Источники информации, принятые во внимание при зкспертизе 1.Авторское свидетельство СССР №771195, . С 25 С 3/20, 1978. 2.Авторское свидетельство СССР № 605867, . С 25 С 3/20, 1975. .0 I 7Л .Д
Междуполюсное расстояние см
