Известные станки, производящие вырезку шестигранных njauiCK для полов из цилиндрических заготовок с помощь о круглых нпл и оборудованные подающими устройствами либо карусе.нэного типа, либо с возвратно-поступательным движением, не обеспечивают непрсрывност)) процесса изготовления шашек.
В списываемом станке этот недостаток ycrpiiiieH установкоГ) трех пар круглых пил, расположенных по ходу обработсп и производящих последовательно отрезку параллельных граней заготокки. С целью механизации закреплепия и подачи в станок обрабатываелюи заготовки, конвейер станка оборудован автоматически де1ствуюни1: 1п зажимами и поворотными приспособлениями, осуществляюищми зажатие уложенной на конвейер заготовки, двукратное поворачивание се в ходе обработки на 120° и освобождение готовой шаиичн.
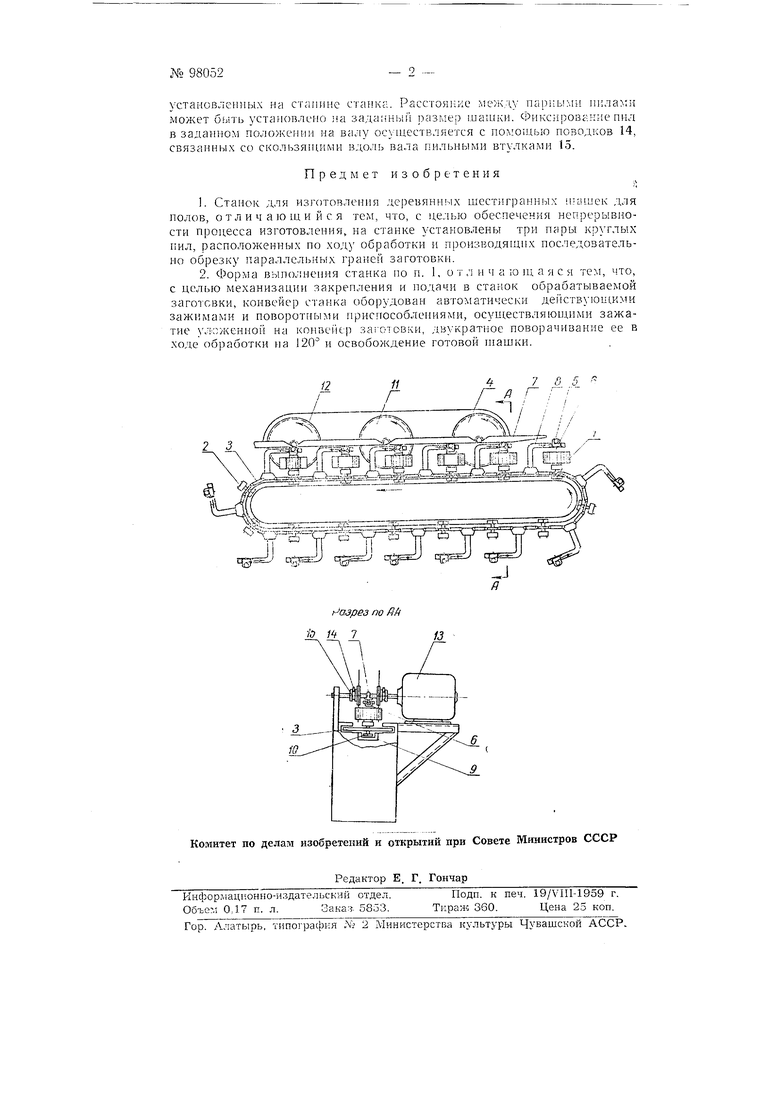
На чертеже схематически изображен продол.ньпт разрез станка.
Поступаюи1ая на станок деревянная цилиндрическая заготовка 1 у1чладывается вручную на стОоТик поворотно-зажимного ир 1способления 2, смонтированного на цепи приводного конвейера 3. При подходе к первой паре пил 4 заготовка автоматически зажимается в приспособлении расположенной над верхней ветвью цепи конвейера нажимной И1ИНОЙ 7, нажатием ролика 5 на втулку зажима 6. зажима смонтирована на прикрепленном к звену цепи конве1иГа кронштейне 8. Зажилгы с помои1ью нажимноГ) щины 7 удерживают заготовки в зажатом состоянии нацепи конвейера на протяжении всего рабочего участка и автоматически освобождают ее после того, как заготовка пройдет через третью иару пил и будет полностью обработана под 1нестигранник.
Поворотный механизм 9 с помощью кулачка 10 авто лат1гчески поворачивает заготовку каждый раз на 120 после прохождения ее через первую пару пил 4 и через вторую пару пил И, в результате чего заготовка при выходе из станка оказывается обработанной по правильному иестигранникун
Каждая из трех пар пил 4, 11 и 12 смонтирована на трех валах и приводится в движение от трех самостоятельных электродвигателей 13,