1 ;
. Изобретение относится к электрохимии н может быть использовано в электротехиическоЛ промышленности в качестве технологического оборудования при изготовлен нн витых ленточных магнитопроводов.
При изготовлении ленточных магнитопроВОДов, особенно из сплавов с высокой магеитной проницаемостью, качество обезжиривания существенно влияет на магнитные свойства сердечников. При пло-|д хой очистке невозможно получить высокие магнитные параметры вследствие науглероживания поверхности грязной ленты при отжиге.
Наиболее эффективным и высокопроиз- 1(5 врдитепы1ым из методов очистки является электрйпятический способ обезжиривания в электрощите под действием электрического тока ij.
При электролизе на очищаемой поверх- 20 нрстн выделяются пузырьки газа .(телорода, водорода), что приводит к (ммылению и разрыв пленки жира на. поверхности ленты. Посыле электролитной о аботки остаточное загрязнение всегда меньше 0,О4 г/м.
В процессе электролитического обезжиривания при увеличении плотности тока от 5-10 до 25 А/дм время обезжиривания сокращается в 2-3 разе. Еше более эффективная очистка происходит . при плотностях тока 8ОО-100О А/дм и напряжении 90-18О В. При этом существенно изменяются условия прохождения тока. На катоде образуется сплошной пузырьковый слой из атомарного водорода, a электрический ток проходит через эту оболочку в виде газовых разрядов, разогревающих катод Bmioib до температуры плавления. Однако подобный эффект возникает в том случае, когда площадь катода (обрабатываемого объекта) в Зр-4О раз меньше площади анода, что приводит к концентрации энергии в тонких (0,2-О,ОЗ мм) слоях у катода.
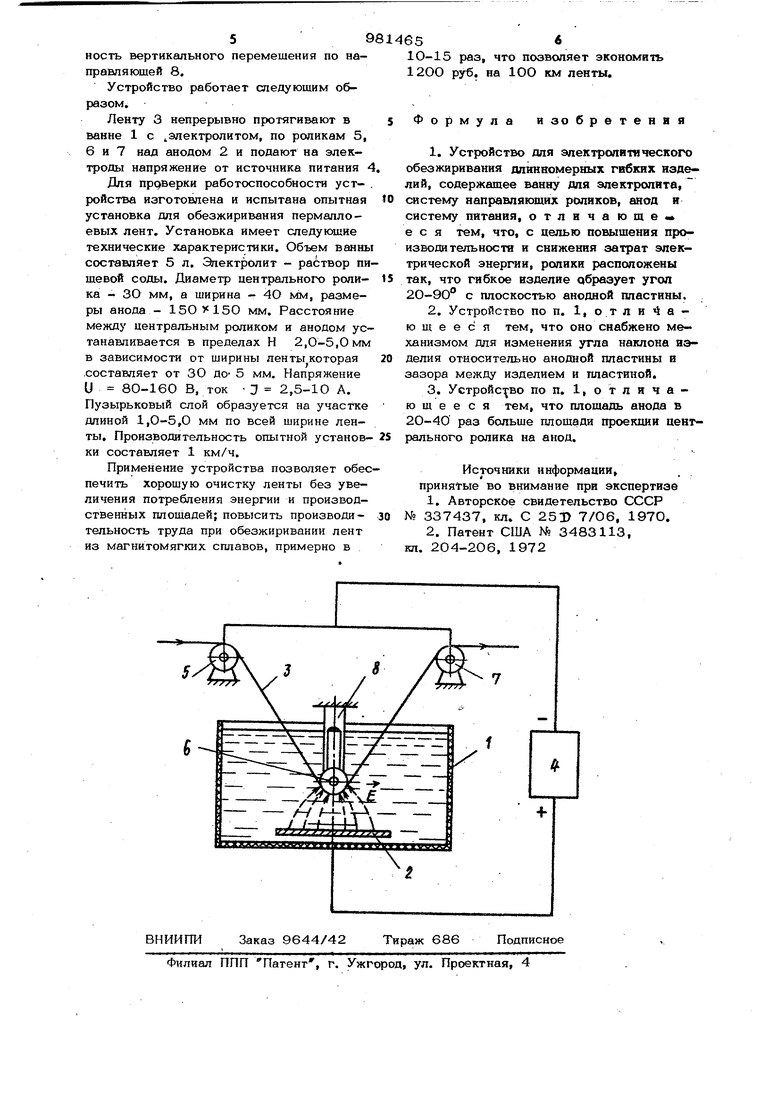
Известно устройство для электролитической обработки лент, содержащее ванну с электролитом, катод в виде движущей398ся ленты, укрепленной на трех роликах, анод, расположенный под центральным роликом и источник питания Устройство позволяет создавать плотность тока 10,7-73,7 А/дм. Для этого обычно применяют источники питания, дающие ток от 3000 до 7500 А при на пряжении 6-16 В. Для создания условий образования газовой оболочки и плотности тока 800-1000 А/дм при напряжеНИИ 90-180 В необходимо увеличить в 30-40 раз плошадь анода, что приведет к чрезмерному росту габаритных размеров ванны и мощности источника питания, что в свою очередь вызовет увеличение потребляемой энергии. Цель изобретения - повышение производительности и снижение затрат электри ческой энергии. Поставлевная цель достигается тем, что в устройстве для электролитического обезжиривания длинномерных гибких изделий, содержащем ванну для электролита систему направляющих роликов, анод и систему питания, ролики расположены . так, что лента образует угол 2О-9О с плоскостью анодной пластины. Устройство снабжено механизмом для изменения угла наклона ленты относитель но анодной пластины и зазора между лентой и пластиной. Площадь анода в 20-40 раз больше площади проекции центрального ролика на анод. Процесс обезжиривания качественно изменяется, если лента двигается под углом к плоскости анодной пластины, так что на входящем участке ленты зазор постоянно уменьщается, а на выходящем участке - увеличивается. В этом случае в зоне минимального зазора создается концентратор напряженности электрического поля. Возникающие в в,иде пузырьков ионы водорода (на катоде) и ионы кислорода (на аноде) втягиваются действием электрического .поля в зону наиболь шей напряже1шости. На входящем участке ленты затягивание газовых пузырьков про исходит так же за счет захвата их двигающейся лентой. Известно что электролитическое обезжиривание достигается за счет механического отрыва капелек ж ров и масел выделяющимися на катоде пузырьками водорода (Н) и омьшения жиров гидроксильными ионами (ОН). Ув личение количества водородных пузырьков в зоне очистки и их перемещения при угловой подаче ленты значительно интенсифицирует процесс обезжиривания и позво54яет проводить его при меньших параметpax электрического тока. Наряду с этим высокая напряженность электрического поля в зоне очистки при 5т: ловой подаче приводит к увеличению тепловых и парокавитационных явлений, возникающих на по верхности ленты при электрических разрядах, что так же способствует разрушению и удалению масляных пленок. В конечном счете при угловой подаче ленты достигается значительное снижение затрат электроэнергии, уменьшение габаритов устройства и повышение качества очистки. Оптимальные зна 1ения угла подачи ленты для входного и выходного участков находятся в пределах от 20 до 90 При значениях угла менее20 процесс качественно не отличается от процесса при движении ленты с постоянным зазором. Перпендикулярная подача (угол 90) является верхним пределом, так как при углах более 90 входящий участок ленты начинает экранироваться ее выходящи м участком. При определенном соотношении размеров и расположении аноДа и катода относительно друг друга вблизи центрального ролика происходит резкое увеличение напряженности электрического поля за счет концентраций силовых линий поля при данной форме электродов. Это позволяет скс«цёнтрировать энергию электрического поля на небольшом участке катода, что приводит к образованию газового слоя на этом участке и дает возможность получить плотности тока 80О-1000 А/дм при напряжениях 90-180 Б, не увеличивая мощность источника питания и габаритных размеров ванны. Регулировка режима протекания тока осуществляется изменением расстояния между анодом и центральным роликом. При увеличении расстояния между анодом и роликом происходит уменьшение напряженности электрического поля и плотности тока, а при уменьшении - наоборот. Это необходимо для того, чтобы исключить чрезмерный разогрев ленты, который может привести к ее расплавлению. На чертеже показана схема устройства и ход силовых линий электрического ПОЛЯ Е. Устройство содержит ванну 1 с электролитом,анод 2, катод 3 в виде движущейся ленты, источник 4 питания, три направляющих ролика 5, 6 и 7, среди которых центральный ролик 6 имеет возмож
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАВЛЕНИЯ МЕТАЛЛОВ | 2005 |
|
RU2375506C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2547372C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ОЧИСТКИ ОТ ОКАЛИНЫ ЛЕНТОЧНОГО ПРОКАТА | 2014 |
|
RU2578623C1 |
| УСОВЕРШЕНСТВОВАНИЯ В СИСТЕМАХ ЭЛЕКТРОЛИЗА | 1994 |
|
RU2149921C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ПЛОСКОГО ПРОКАТА В ЭЛЕКТРОЛИТЕ | 2014 |
|
RU2581957C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ МЕДИ | 2013 |
|
RU2541237C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ НЕФТЕСОДЕРЖАЩИХ ВОД | 2007 |
|
RU2360869C2 |
| ЭЛЕКТРОЛИТИЧЕСКАЯ РЕАКЦИОННАЯ СИСТЕМА ДЛЯ ПОЛУЧЕНИЯ ГАЗООБРАЗНЫХ ВОДОРОДА И КИСЛОРОДА | 2020 |
|
RU2824538C1 |
| СПОСОБ ХРОМАТИРОВАНИЯ ЦИНКОВОГО ПОКРЫТИЯ | 2003 |
|
RU2252982C2 |
| Способ рециклинга алюминия электролизом расплава его лома и устройство для осуществления этого способа | 2022 |
|
RU2796566C1 |
