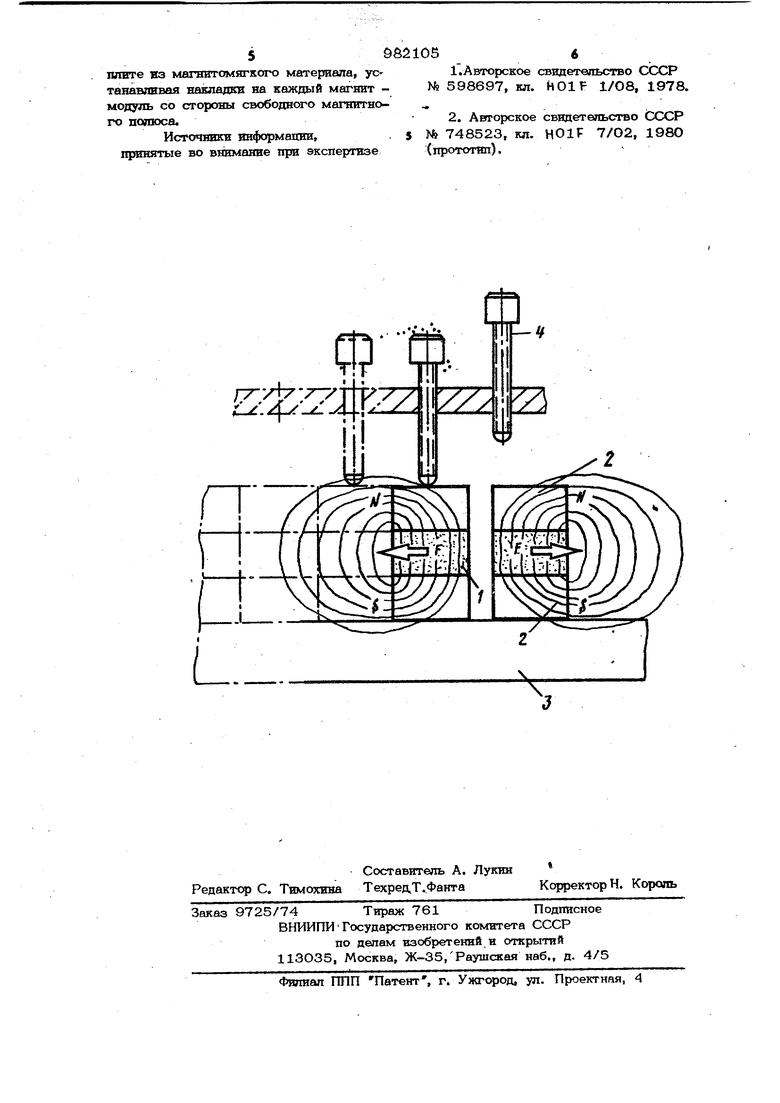
;(54) СПОСОБ СБОРКИ КРУПНОГАБАРИТНЫХ Изобретение относится к электротехнике, точнее к способам изгото.впения крупногабаритны постояйных магнитов, состояггах из отдельных намагниченных до состояния технического насышения маг нитов - модулей, например магнитов из сплавов кобальта с редкоземельными металлами. Известен способ изготовления спеченных крупногабаритных постоянных магниг тов из сплава самарий - кобальт. В со ответстёии с этим способом соединение отдельных магнитов - модулей в крупногабаритный магнит осуществляется методом диффузной CBapim в вакууме при тем пературе, близкой к температуре плавления металла припоя. В целях облегчения процесса сборки каждый последующий модуль соединяется с предыдущим разноименньпл магшггными полюсами. При таком взаимном положении полюсов магнит I модули притягиваются друг к другу, что облегчает процесс сборки Cl 1 ПОСТОЯННЫХ МАГНИТОВ Однако температура сварки вьпие температуры Кюри свариваемых магнитов модулей, и после сборки требуется произвести намагничивание магнитного блока. При больших размерах магнитных блоков осуществлять это трудно из-за сильного притяжения блоков к полюсам электромагнита, используемого для намагничивания. Кроме того, магниты - модули, нахо дящиеся в середине блока, во время охлаждения блоков бт температуры свар- ки охлаждаются из-за уменьшения прямого контакта с окружающей средой с меньшей скоростью в сравнении с магнитами модулями, расположенными по краям блока. Уменьшение скорости охлаждения приводит к снижению величины коэрцитивной силы магнитов, т. и. снижает магнитные свойства наход$пцихся внутри блока магнитов - модулей. Зто накладь1вает определенные ограничения на размеры изготавливаемых магнитных блоков. Таким образом, данный способ сборки является трудоемким вследствие необходимости высокотемпературной сварки и повторного намагничивания магнитных блоков, и размеры получаемых магнитов ограничены. Наиболее близким к изобретению по технической сущности является способ сборки из намагниченных до состояния технического насыщения магнитов - модулей, заключающийся в соединении составляющих магнитов -модулей с предварительной установкой на них накладок Из магнитсжлягкого материала со стороны магнитных полюсов 2 J , В соответствии с этим способом используют пластины (шунты, подложки), которые устанавлргоают с обеих полюсных поверхностей магнитов, а также в виде перемычек между отдельными магнитами, После сборки указанные пластины остают ся в качестве одного целого с собранным составным мапштом, снижая тем самым его магнитные свойства в сравнении с составным магнитом из того же числа отдельных магнитов, но без пластин. В данном случае накладка (шунт, пластина или подложка) является общей для всего собираемого магнита, соответствующей его размерам на полюсах. Цеяъю изобретения является уменьщение трудоемкости процесса сборки с одно временным улучшением магнитных свойст собираемых магнитов. Поставленная цель достигается тем, что согласно способу сборки крупногабаритных постоянных магнитов из намагниченных до состояния технического насыщения магнитов - модулей, заключающему ся в соединении t eiKpy собой соетавляк щих магнитов - модулей с предварительной установкой на них накладок из магни томягкого матертала со стороны магнитных полюсов, иакпадки устанавливают на каждый магнит - модуль, а после соединения магнитов - модулей какладки снимают. Сборку магнита можно проводить на пшрге из магнитомягкого материала, устанавливая накладкв на каждый магнит модуль со стороны свободного магнитног полюсе. На чертеже показана схема сборки магнитного блока из магнитов - модулей Предлагаемый сйОсоб реализуется сле дукщим образом. Не магниты - модули 1 устанавливаю со сггороны маг яитных пшюсов зяакладки 2, магниты - модули с накладками устанавливают на монтажной немагнитной шш те 3, сближают модули и соединяют их между собой, например с помош1 ю клея, прижимая при этом каждый из модулей с накладками к плите с помощьк) нажимных винтов 4, После окончания процесса сборки, например после палим ервзашш клея, нажимные винты отвинчивают, магнитный блок с накладками снима: аг с плиты, и накладки одну за другой удаляют. В случае необходимости сборки магнитного блока непосредственно на магнитопроводе, например на плите из магнитомягкого материала, накладки со стороны одного из магнитных полюсов магнитов модулей не устанавливают, а сборку.производят на плите из магнитомягкого материала, присоединяя (например приклеивая) к ней магниты - модули. Магнитный блок, собранный в соответствии с данным способом имеет более высокие магнитные свойства из-за отсутствия в нем пластин, находгоцихся со стороны магнитных полюсов, и о ;обенно из-за отсутствия шунтирующих магнитных перемычек между отдельными магнитами модулями. При использованш инривидуальных накладок облегчен доступ к зоне сборки, где производится приклеивание или механическое закрепление каждого ШiДИвидyaльнoгo магнита - модуля, Ивдинидуштьные накладки, в отличие от накладок, обших для всего магнитнотО блока. легко снимаются по одной после окончания процесса сборки. Сила притяжения между магнитным блоком с магнитами модулями из сплава КС37А или КСП37А к основанием - магнитопроводом площадью, например, 300 см при высоте магнита 1-2 см достигает 500 кг. Поэтому разъединение (в случае необходимости) магнитного блока с основанием представляет собой достаточно сложную задачу. Формула изобретения 1. Способ сборки крупногабаритных постоянных магнитов из намагниченных до состо5шия технического насьтсения магнитой - модулей, заключающийся в соединении между собой составлякнцих магнитов - модулей с предварительной установ- кой на них накладок из магнитомягкого, материала со стороны магнитных полюсов, отличающийся тем, что, с целью уменьшения трудоемкости процесса сборки с одновременным улучшением магнитных свойств собираемых магнитов, накладки устанавливают на каждый магнит-. модуль, а после соединения магшатов модулей накладки снимают, 2. Способ по п. 1, отличаюш я и с я тем, что сборку проводят на плвте вз магЕШтомягкого материала, устанавлнвая вакладЕВ ва каждый магнит MOffynb со стороны свободного магнитного полюса.Источники информатаи, .$ принятые во вягмание при экспертизе 1.Авторское свидетельство CCXJP № 598697, кл. hOlP 1/О8, 1978. 2. Авторское свидетельство СССР М 748523, кл. НО IF 7/02, 198О (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления магнитных форм | 1989 |
|
SU1719147A1 |
| ГРАВИМЕТР | 1996 |
|
RU2096813C1 |
| УСТРОЙСТВО ПРИВОДА КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2578929C1 |
| Герметичный силовой контакт | 1989 |
|
SU1698910A2 |
| Магнитоэлектрический захват груза | 2022 |
|
RU2797934C1 |
| ПОЛЯРИЗОВАННЫЙ ГЕРКОН И ПОЛЯРИЗОВАННОЕ КОММУТАЦИОННОЕ УСТРОЙСТВО | 2011 |
|
RU2474000C1 |
| РЕЕЧНЫЙ МЕХАНИЗМ | 2019 |
|
RU2724376C1 |
| Способ сборки крупногабаритных постоянных магнитов | 1978 |
|
SU736183A1 |
| Батанный механизм ткацкого станка | 1980 |
|
SU907097A1 |
| Способ сборки системы из намагниченных магнитов и устройство для его осуществления | 1978 |
|
SU698060A1 |
Фs :z$2Z
