(5). СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ полосы от ПЕЧНОЙ ОКАЛИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2344010C2 |
| Способ производства проката | 1979 |
|
SU816599A1 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2014 |
|
RU2673267C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| ИЗГОТОВЛЕНИЕ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2275273C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| УСТРОЙСТВО ОЧИСТКИ ОХЛАЖДАЕМЫХ ВАЛКОВ РАЗЛИВОЧНОЙ МАШИНЫ | 2008 |
|
RU2440212C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОГО УДАЛЕНИЯ ВТОРИЧНОЙ ОКАЛИНЫ С ПРОКАТА В ЛИНИИ ПРОКАТНОГО СТАНА | 1989 |
|
RU2033873C1 |
1
Изобретенное относится к прокатному производству и может быть использовано для очистки поверхности горячекатаной полосы от печной окалины в потоке стана.
Известен способ охлаждения и очистки полосы от окалины, включающий пропускание полосы через встречно вра1щающиеся валки со щеточным покрытием и смыв окалины водой под давлением . в промежутках мехаду парами валков, причем струи воды подаются перпенди- . кулярно поверхности пряосы
Недостатком способа является возможность неполного удаления с горячего проката печной окалины.
Целью изобретения является повышение эффективности удаления окалины с поверхности полосы.
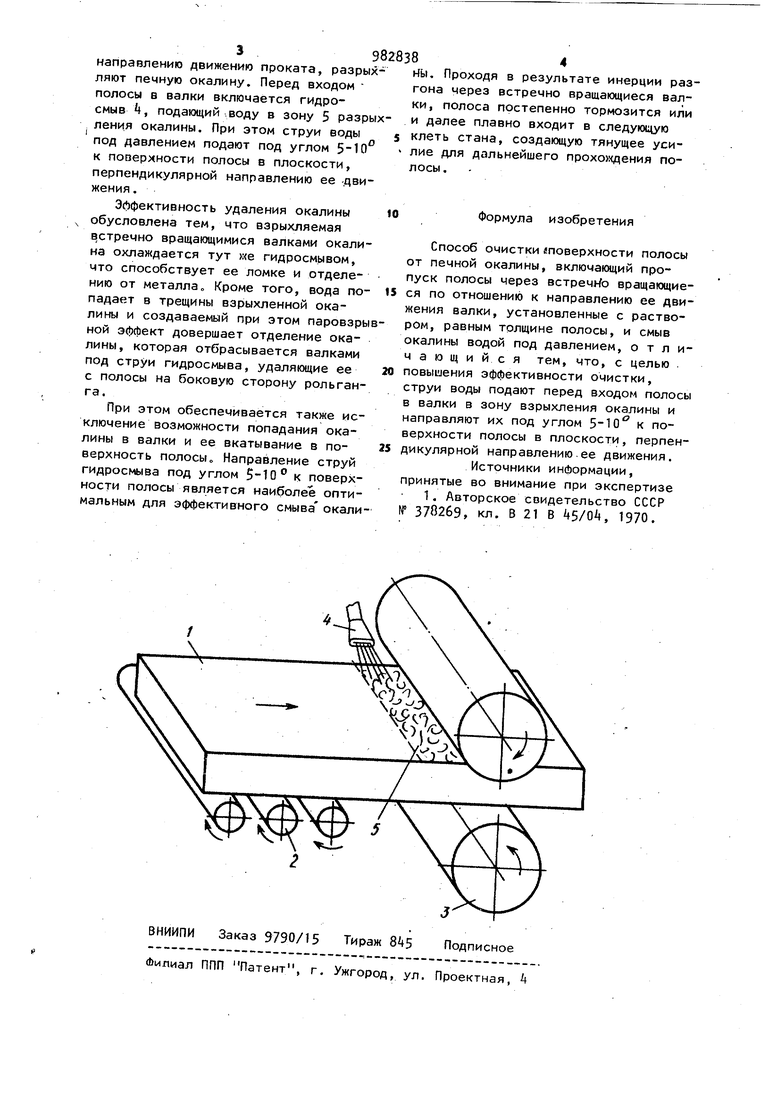
Поставленная цель достигается тем, что согласно способу очистки проката от окалины, включающему пропуск полосы через встречно вращающиеся по отношению к направлению движения проката валки, установленные с раствором, равным толщине прокатами смыв окалины водой под давлением, струи воды подают перед ёходом проката в .валки в зону взрыхления окалины и направляют их под углом 5-10 к поверхности проката в плоскости, перпендикулярной направлению движения полосы.
На чертеже показано устройство для очистки поверхности проката печной
10 окалины.
Полоса 1, двигаясь с ускорением ПО рольгангу 2, разгоняется и попадает в двухвалковую клеть с пружинным нажимным механизмом. Зазор между вал15ками 3 двухвалковой клети устанавливают по номинальной толщине проката; При нагреве линейные размерь) -проката увеличиваются и в нагревательной печи на полосе образуется слой печ20ной окалины. Вследствие этого зазор между валками оказывается меньи1е толщины нагретого проката, и валки, вращающиеся в сторону, противоположную
