Область техники
Изобретение касается компактной гибкой установки для непрерывного производства полос, предназначенной для эксплуатации в непрерывном, полунепрерывном и периодическом режиме, в частности, согласно ограничительной части пункта 1.
Предшествующий уровень техники
На установках для непрерывного производства полос (Continuous Strip Production), как уже понятно из названия, полоса изготавливается традиционным способом в непрерывном процессе. Это означает, что процесс литья и процесс прокатки происходят непосредственно друг за другом, то есть с квазиединичным нагревом.
В DE 102006054932 A1 описана установка для непрерывного производства полос, у которой между разливочной машиной и прокатным станом предусмотрена как индукционная печь, так и печь для выдержки, чтобы выдерживать тонкий сляб при соответствующей температуре или соответственно несколько повышать температуру, причем активация, деактивация или соответственно управление или регулирование как печи для выдержки, так и индукционной печи происходит в зависимости от режима эксплуатации.
В EP 0286862 A1 описана непрерывная прокатка, при которой процессы литья и прокатки непосредственно взаимосвязаны.
В DD 282185 A5 описан прерывистый процесс, при котором литье происходит в литейном цехе, причем при окончании литья после прохождения через черновую клеть прокатного стана образуется рулон полуфабриката. Эти рулоны затем транспортируются в прокатный цех для последующей прокатки.
Недостаток этих установок заключается в том, что они могут эксплуатироваться либо только в прерывистом режиме, либо только в непрерывном режиме. При замене валков при непрерывном режиме эксплуатации поддерживать производство более не представляется возможным. Для некоторых сортов стали их производство при прерывистом режиме является неблагоприятным, потому что это связано с потерей качества.
Кроме того, эти установки, как правило, имеют очень большую протяженность, что приводит к значительному фактору производственных расходов.
Представление изобретения, задача, решение, преимущества
Задачей настоящего изобретения является создание установки вышеназванного рода, которая позволит гибко изменять режимы эксплуатации и при этом будет иметь относительно небольшую длину.
В соответствии с изобретением эта задача решается с помощью компактной гибкой CSP установки для непрерывного производства полос, предназначенной для эксплуатации в непрерывном, полунепрерывном и периодическом режиме, включающей разливочную машину, группу черновых клетей и группу чистовых клетей, причем для эксплуатации в периодическом режиме или полунепрерывном режиме в рольганг встраивается накопитель рулонов, который накапливает поступающий от группы черновых клетей подкат или сляб, причем в случае непрерывного режима эксплуатации накопитель рулонов деактивируется. Благодаря этому возможно гибкое использование установки при одновременной небольшой длине конструкции.
При этом также целесообразно, если перед группой черновых клетей будет расположена печь, например туннельная печь, которая также будет служить накопителем.
Предпочтительно также, если между группой черновых клетей и группой чистовых клетей будет распложено нагревательное устройство, такое как, например, индукционное нагревательное устройство.
Кроме того, целесообразно, если накопитель рулонов будет рассчитан на прием увеличенного количества подката или слябов.
Кроме этого, предпочтительно, если накопитель рулонов будет рассчитан на прием двух, трех или более рулонов. Потому что при этом накопитель рулонов имеет повышенную емкость при короткой длине установки.
Кроме того, целесообразно также, чтобы накопитель рулонов был термически изолирован и/или оснащен обогревом.
Предпочтительно также, если при деактивированном накопителе рулонов для улучшения термической изоляции рольганга будет применяться покрытие рольганга. Благодаря этому можно сократить до минимума термические потери и уменьшить энергию, затрачиваемую на темперирование.
Предпочтительные усовершенствованные варианты осуществления описаны в зависимых пунктах.
Далее в настоящем изобретении предлагается способ эксплуатации компактной гибкой CSP установки, в котором эксплуатацию осуществляют на выбор, в непрерывном, полунепрерывном и периодическом режиме, при этом компактная гибкая CSP установка включает в себя разливочную машину, клети черновой группы, клети чистовой группы и накопитель рулонов, встроенный в рольганг между клетями черновой группы и клетями чистовой группы, при этом в способе две, три или более черновые полосы или сляба наматывают в массивный рулон (рулон повышенной емкости), передаваемый в накопитель рулонов, при этом в накопителе рулонов накапливают поступающую от клетей черновой группы черновую полосу или сляб в периодическом или полунепрерывном режиме эксплуатации установки и деактивируют накопитель рулонов в случае непрерывного режима эксплуатации.
Предпочтительно формирование массивных рулонов осуществляют во время прерывания прокатки в чистовом стане.
Далее предусмотрено, что массивные рулоны дополнительно выгружают из прокатной линии и подают на промежуточное хранение в печи для рулонов и/или при необходимости позднее снова включают в процесс прокатки.
Согласно настоящему изобретению компактную гибкую CSP установку эксплуатируют в непрерывном режиме, полунепрерывном режиме или периодическом режиме в зависимости от скорости литья.
Может быть предусмотрено, что перед накопителем рулонов или/и после него осуществляют нагрев черновой полосы или сляба, причем нагрев черновой полосы или сляба осуществляют предпочтительно индукционным способом.
Подвод энергии для нагрева осуществляют в зависимости от измеренных или расчетных температур черновой полосы так, чтобы установить по возможности постоянную температуру черновой полосы по длине после нагревательного узла перед группой чистовых клетей. В другом варианте с помощью индукционного нагрева устанавливают более высокую температуру черновой полосы или сляба перед группой чистовых клетей, чем температура на выходе из разливочной машины.
В настоящем способе может быть предусмотрено, что во время процесса мотания осуществляют перемещение и перекладывание рулонов от станции наматывания к станции разматывания.
Удаление затравки или вывоз нарезанных плит осуществляют в области накопителя рулонов.
Краткое описание чертежей
Ниже изобретение поясняется более подробно с помощью примеров осуществления, изображенных на чертежах. Показано:
фиг.1 - схематичное изображение предлагаемой изобретением установки,
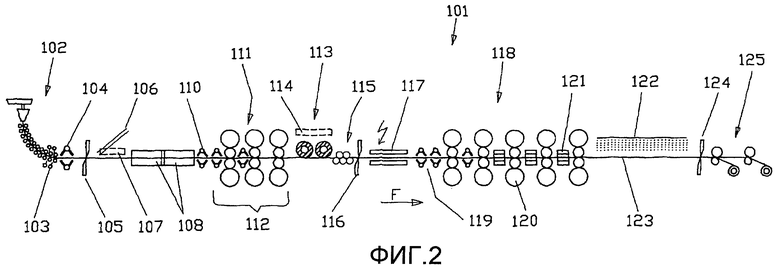
фиг.2 - схематичное изображение предлагаемой изобретением установки на виде сбоку,
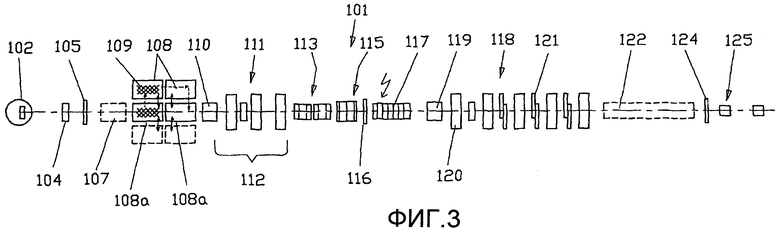
фиг.3 - схематичное изображение предлагаемой изобретением установки, показанной на фиг.2, на виде сверху,
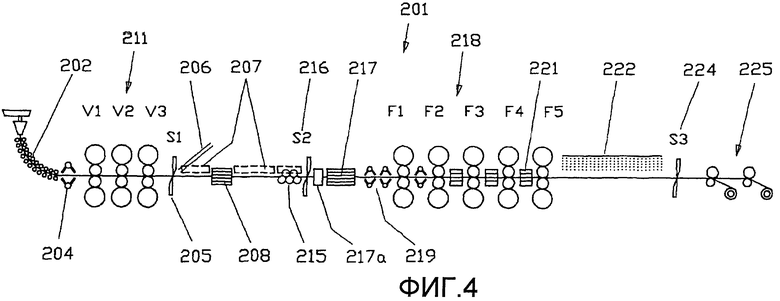
фиг.4 - схематичное изображение предлагаемой изобретением установки на виде сбоку для непрерывного режима эксплуатации,
фиг.5 - схематичное изображение предлагаемой изобретением установки, показанной на фиг.4, на виде сбоку для прерывистого режима эксплуатации или для полунепрерывного режима эксплуатации,
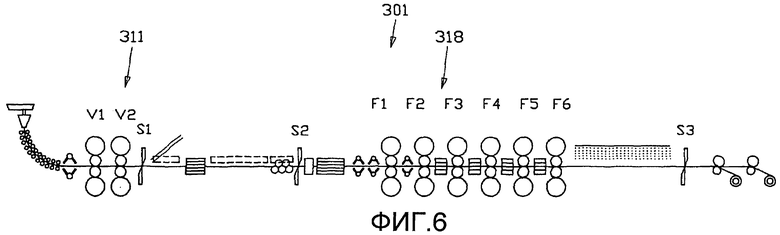
фиг.6 - схематичное изображение предлагаемой изобретением установки на виде сбоку для непрерывного режима эксплуатации,
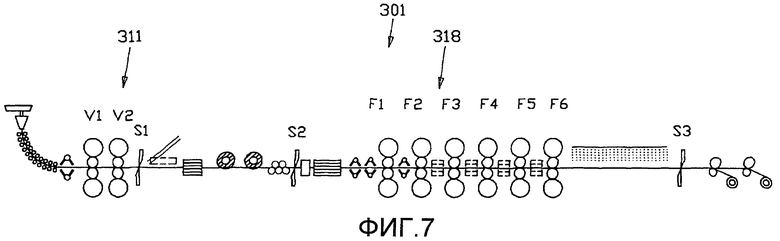
фиг.7 - схематичное изображение предлагаемой изобретением установки, показанной на фиг.6, на виде сбоку для прерывистого режима эксплуатации или для полунепрерывного режима эксплуатации,
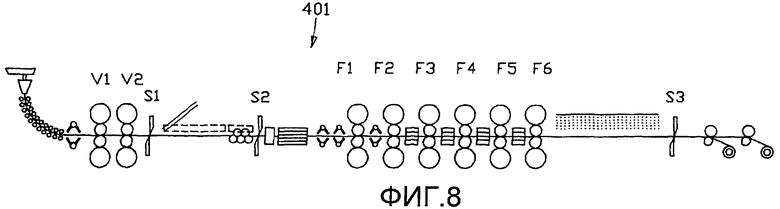
фиг.8 - схематичное изображение предлагаемой изобретением установки на виде сбоку для непрерывного режима эксплуатации,
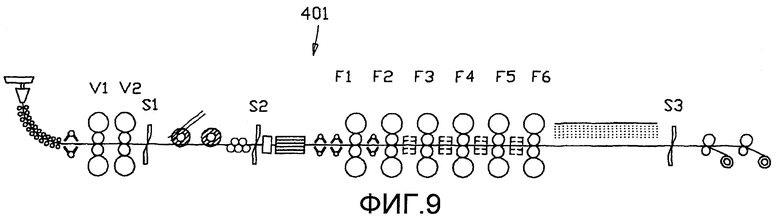
фиг.9 - схематичное изображение предлагаемой изобретением установки, показанной на фиг.8, на виде сбоку для прерывистого режима эксплуатации или для полунепрерывного режима эксплуатации,
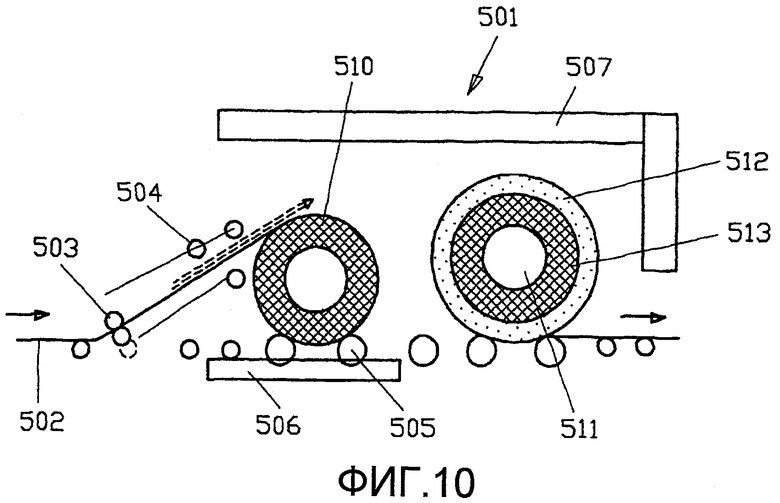
фиг.10 - так называемый накопитель рулонов с повышенной емкостью на виде сбоку, и
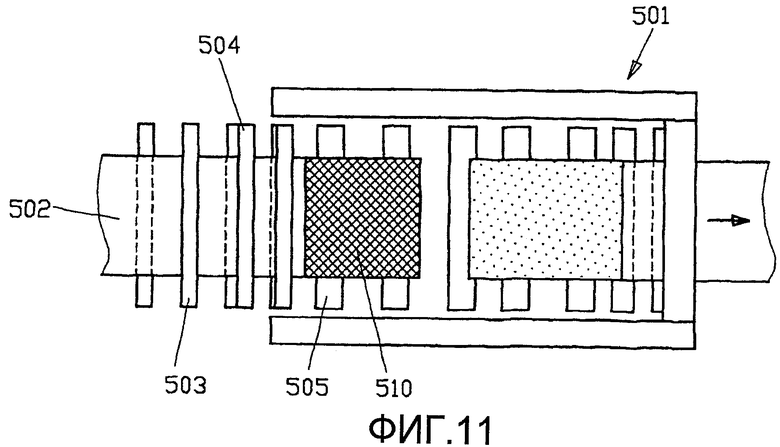
фиг.11 - вид сверху накопителя рулонов, показанного на фиг.10.
Предпочтительное осуществление изобретения
На фиг.1 показано схематичное изображение компактной гибкой CSP установки 1 для непрерывного производства полос, предназначенной для эксплуатации в непрерывном, полунепрерывном и периодическом режиме. При этом установка 1 включает разливочную машину 2 с выпускным отверстием 3 разливочной машины. После выпускного отверстия 3 разливочной машины предусмотрены ножницы 4 для резки выходящего из выпускного отверстия разливочной машины слитка 5. После ножниц 4 предусмотрена печь 6, такая как предпочтительно туннельная печь, которая нагревает слиток 5 до желаемой температуры. Таким образом, печь 6 расположена между выпускным отверстием 3 разливочной машины и ножницами 4, с одной стороны, и последующей группой 7 черновых клетей, с другой стороны. Группа 7 черновых клетей в примере осуществления, показанном на фиг.1, включает две клети черновой группы. Однако согласно другой предлагаемой изобретением идее группа 7 черновых клетей может также включать одну или три клети черновой группы. В этом примере осуществления после группы 7 черновых клетей предусмотрен так называемый накопитель 8 рулонов для непрерывнолитых материалов, предназначенный для сматывания непрерывнолитого материала в периодическом режиме эксплуатации в рулоны и промежуточного накопления. Накопитель 8 рулонов рассчитан таким образом, что он может принять, например, по меньшей мере, столько непрерывнолитого материала, чтобы, например, стала возможной замена валков в одной или нескольких клетях чистовой группы без замедления или остановки разливочной машины 2.
После группы 7 черновых клетей и накопителя 8 рулонов предпочтительно предусмотрена секция 9 правильных роликов. Затем могут снова располагаться ножницы 10. После ножниц 10 опционально предусмотрено нагревательное устройство 11 для кромок, после которого расположена индукционная печь 13. После индукционной печи 13 предусмотрена группа 12 чистовых клетей, которая также называется чистовым станом. Согласно другой предлагаемой изобретением идее предпочтительно также, если система клетей черновой группы, состоящая из трех клетей черновой группы, включает группу 12 чистовых клетей, например пять клетей чистовой группы.
В периодическом режиме разливочная машина 2 прекращает работать в линии или соответственно непрерывно с группой 7 черновых клетей и группой 12 чистовых клетей. Это обеспечивает возможность прокатки в обеих группах 1, 12 клетей с повышенной скоростью прокатки, что приводит к снижению температурных потерь проката и готовой полосы, что является предпочтительным, так как, таким образом, в индукционной печи 13 затрачивается меньше энергии.
После группы 12 чистовых клетей расположен участок 14 охлаждения и еще одни ножницы 15, а также наматывающая моталка 16.
Преимущество расположения печи 6 перед группой 7 черновых клетей заключается в том, что в зависимости от длины туннельной печи 6 она может служить буфером или печью для выдержки.
На фиг.2 показан схематичный вид предлагаемой изобретением установки 101 для непрерывного производства полос сбоку, при этом на фиг.3 установка 101 для непрерывного производства полос показана на виде сверху.
Благодаря использованию установки 101, показанной на фиг.2 или 3, возможен взаимосвязанный совершенно непрерывный процесс литья и прокатки, так называемая непрерывная прокатка, или, альтернативно, независимая прерывистая обработка отдельных слябов в так называемом периодическом режиме. При этом конструкция установки 101 очень компактна, так что по сравнению с традиционной СSР установкой для непрерывного производства полос требуется только половина длины установки. Установка 101 позволяет, однако, осуществлять замену рабочих валков в группе черновых клетей и/или в группе чистовых клетей без необходимости прерывания при этом процесса литья.
Предпочтительно установка 101 включает следующие компоненты, причем отдельные из этих компонентов в ином случае могут быть также исключены и/или включены в материалопоток.
На входе установка 101 имеет разливочную установку 102, которая предпочтительно может быть также оснащена устройством 103 охлаждения слитков для получения возможности выравнивания температуры на выходе из разливочной установки или соответственно установки 102 непрерывного литья.
После разливочной установки 102 расположено устройство 104 для смыва окалины и/или устройство 104 для очистки слябов, которое осуществляет соответствующую чистку выходящих слябов. После него расположены ножницы 105 для слябов. Ножницы 105 для слябов могут применяться для отделения затравки при начале литья, для разделения слябов, например, на отдельные слябы, для разделения после каждого n-го сляба, с n, равным, например, 2, 3 или более при полунепрерывном режиме прокатки, и/или для измельчения слябов при возможных неисправностях.
Затем в материалопотоке предусмотрено устройство 106 для удаления затравки. При этом затравка может забираться при начале литья с транспортировочной линии установки 101 с помощью кран-балки или соответственно цепи вверх или в сторону через узел перемещения.
Кроме того, в материалопотоке предусмотрено покрытие 107 рольганга, которое для уменьшения температурных потерь сляба может поворачиваться, опускаясь вниз. Когда покрытия 107 рольгангов повернуты вверх, то в этой рабочей зоне возможна также выгрузка нарезанных слябов при продолжительных неисправностях.
Кроме того, предусмотрены обогреваемые транспортировочные тележки и/или печные участки 108, которые, например, могут быть расположены друг за другом. Обогреваемые транспортировочные тележки 108 и/или печные участки могут также служить дополнительными накопителями слябов в течение определенного времени или соответственно при рабочем режиме, в котором, например, выполняется замена валков в группе 111 черновых клетей и/или в группе 118 чистовых клетей, когда слябы или разделенные слябы 109 могут быть забраны из основной транспортировочной линии. Альтернативно, вместо транспортировочного участка наряду с основной транспортировочной линией может применяться также печь, такая как, например, печь с шагающими балками. При этом во время транспортировки через транспортировочный участок и/или через печь температура слябов предпочтительно остается практически постоянной или только незначительно снижается.
При низких скоростях здесь также может быть предусмотрен и осуществляться нагрев слябов, обеспечивающий возможность гибкой регулировки остающихся практически постоянными входных температур для последующего процесса прокатки. Две расположенных друг за другом транспортировочных тележки 108 имеют по отдельности или в сумме предпочтительно длину одного сляба 109 с максимальным весом плюс допуск, чтобы оставалось немного свободного пространства для качания сляба. При этом область 108 транспортировочной тележки или соответственно печного участка имеет относительно небольшую конструктивную длину.
После этих элементов располагаются, при необходимости, снова устройства 110 для смыва окалины перед группой 111 черновых клетей, называемой также черновой стан, черновой прокатный стан или стан черновых клетей. Группа 111 черновых клетей включает предпочтительно от одной до четырех черновых клетей 112, предпочтительно 2 или 3 черновые клети. В группе 111 черновых клетей сляб с толщиной, например, от 70 до 110 мм раскатывается до толщины примерно 15-50 мм. В так называемом прерывистом режиме эксплуатации, называемом также периодическим режимом эксплуатации, скорость прокатки группы черновых клетей, то есть скорость прокатки в группе 111 черновых клетей, может регулироваться независимо от скорости литья разливочной установки 102. Выбор скорости прокатки для группы черновых клетей осуществляется предпочтительно так, чтобы максимальная скорость транспортировки через печь составляла, например, 1 м/с, а максимальная скорость смотки в накопителе рулонов, например, 3 м/с.
Чтобы реализовать настолько разные скорости, осуществляется согласование скоростей между группой 111 черновых клетей и так называемым накопителем 113 рулонов, называемым также койлбокс. При этом накопитель 113 рулонов представляет собой устройство для наматывания или соответственно сбора непрерывнолитого материала и для выполняемого при необходимости со смещением времени разматывания или соответственно отвода непрерывнолитого материала.
Для компенсации различий материалопотока между группой 111 черновых клетей и накопителем 113 рулонов там может быть предусмотрен так называемый петлеобразователь, или провисающий участок полосы, с регулировкой петли полосы. Эта регулировка может быть особенно важной для тонкого проката.
Кроме того, компоновка установки может включать после группы 111 черновых клетей и перед койлбоксом 113 правильную машину и индукционное нагревательное устройство (не изображено). Это устройство предпочтительно может активироваться в непрерывном режиме.
Как видно на фиг.2, в области накопителя 113 рулонов может быть предусмотрено покрытие 114 рольганга. Вместо накопителя 113 рулонов может быть предусмотрено покрытие 114 рольганга для проката, благодаря чему прокат термически изолируется, так что уменьшаются энергетические затраты на поддержание его желаемой температуры. Это особенно предпочтительно при непрерывном режиме, т.е. прокатке со скоростью литья.
Покрытие 114 рольганга может быть предусмотрено в качестве альтернативы накопителю 113 рулонов или, при необходимости, может также покрывать сам накопитель 113 рулонов. Когда накопитель 113 рулонов в непрерывном режиме эксплуатации установки 101 не используется, то механизмы наматывания и разматывания накопителя 113 рулонов могут быть деактивированы или отвернуты, так что прокат может проходить через область накопителя 113 рулонов. В этом случае опускание покрытия 114 рольганга способствовало бы лучшей изоляции рольганга.
Накопитель 113 рулонов целенаправленно рассчитан на прием обычных отдельных рулонов и/или так называемых массивных рулонов (джамбо-рулонов). При этом отдельные рулоны представляют собой рулоны, то есть намотанные отдельные черновые полосы или соответственно отдельные слябы. Так называемые массивные рулоны представляют собой несколько намотанных черновых полос или несколько слябов. То есть массивные рулоны обычно представляют собой намотанные две, или три, или более черновые полосы или слябы. В случае когда накопитель 113 рулонов способен вмещать массивные рулоны, возможно соответственно наматывание и накопление, а также повторное сматывание и передача на дальнейшую обработку нескольких черновых полос или слябов.
Благодаря наматыванию черновых полос или соответственно слябов, в частности, экономится место в длину, благодаря чему, таким образом, уменьшается длина установки при одновременной большой емкости.
В непрерывном режиме эксплуатации установки или соответственно в бесконечном режиме или при неиспользующемся накопителе 113 рулонов, как описано выше, продольная область накопителя рулонов покрывается покрытием 114 рольганга для уменьшения температурных потерь. Вместо накопителя 113 рулонов с пассивной теплоизоляцией сбоку и сверху могут быть также альтернативно расположены непосредственно за черновыми клетями обогреваемый накопитель рулонов или, альтернативно, одна или две печные моталки.
После накопителя 113 рулонов предусмотрена секция 115 правильных роликов. Эти ролики должны обеспечивать прямую, не имеющую волн форму черновой полосы, чтобы при необходимости была возможна надежная транспортировка черновой полосы через последующее индукционное нагревательное устройство.
Предусмотренные после правильных роликов 115 ножницы 116 служат для формирования окончательной формы полосы в головной части и/или в концевой части после накопителя 113 рулонов перед индукционным нагревательным устройством 117 или устраняют непрямые формы черновой полосы, такие как, например, «лыжи».
С помощью последующего индукционного нагревательного устройства 117 черновая полоса может индивидуально доводиться до желаемой температуры на входе в группу чистовых клетей. При этом могут устанавливаться высокие температуры, такие как, например, 1350°С при прокатке кремнистой стали (сталь GO-Si) с ориентированной зернистой структурой или других материалов. Также возможна установка высоких температур при прокатке тонких слябов с толщиной Н<1,5 мм. Возможно также повышение температуры, когда температура черновой полосы слишком низкая. Возможно также получение низких температур при отсутствии или соответственно только с небольшими энергетическими затратами, что дает возможность экономии энергии для обычных полос.
Кроме того, при этом возможно выравнивание температур по длине черновой полосы, чтобы скомпенсировать возможные неравномерности температуры в головной части и в концевой части, которые при известных условиях возникают в накопителе рулонов, путем затраты различного количества энергии по длине черновой полосы.
В случае когда установка 101 эксплуатируется в непрерывном режиме с относительно низкой скоростью литья и поэтому низкой скоростью прокатки в группе 111, 118 черновых клетей и чистовых клетей, индукционное нагревательное устройство 117 служит для установки желаемой температуры прокатки.
Это индукционное нагревательное устройство 117 перед группой чистовых клетей может поддерживаться также другими индукционными нагревательными устройствами 117 внутри самой группы 118 чистовых клетей. Индукционное нагревательное устройство 117 перед группой 118 чистовых клетей выполняется предпочтительно с возможностью поперечного перемещения или откидывания вверх, так что индукционное нагревательное устройство при необходимости может быть заменено пассивно изолирующим или даже обогреваемым покрытием рольганга.
В материалопотоке после нагревательного устройства 117 снова предусмотрены устройства для чистки, такие как, например, устройства 119 для смыва окалины, которые располагаются перед группой 118 чистовых клетей.
В последующей группе 118 чистовых клетей, называемой также чистовым станом, предусмотрены предпочтительно от 3 до 7 чистовых клетей 120, например 5 чистовых клетей 120. В группе 118 чистовых клетей подкат прокатывается до конечной толщины приблизительно 0,8-16 мм.
Между клетями 120 группы 118 чистовых клетей могут быть также предусмотрены нагревательные устройства 121 для нагрева материала полосы.
После группы 118 чистовых клетей предусмотрен участок 122 охлаждения для охлаждения прокатанной полосы 123, прежде чем она может быть нарезана ножницами 124 для резки полосы, такими как, например, ножницы для резки тонкой полосы, и затем будет намотана на моталки намоточной машины 125. При этом ножницы для тонкой полосы применяются для резки полос 123 сразу перед моталкой, если установка 101 эксплуатируется в непрерывном или полунепрерывном режиме.
Итак, для установки 101, показанной на фиг.2 и 3, имеется несколько режимов работы, в которых может эксплуатироваться эта установка 101.
Так называемый периодический режим эксплуатации, называемый также прерывистым режимом эксплуатации, включает прерывистый режим эксплуатации в группе черновых клетей и чистовых клетей. В начала процесса литья, при пуске установки 101, при общих проблемах литья или в случае трудно отливаемых сталей скорость литья устанавливают на относительно низкую величину. При низких скоростях литья непрерывная прокатка с таким низким материалопотоком от разливочной установки 102 к чистовому стану 118 по температурным причинам нецелесообразна или нерентабельна. Поэтому для уменьшения энергетических потерь предпочтительно применяется периодический режим эксплуатации. При периодическом режиме эксплуатации процесс литья, прокатка в черновом стане 111 и чистовая прокатка в чистовом стане 118, по меньшей мере, частично независимы и поэтому осуществляются с различной скоростью или соответственно с различным материалопотоком.
После начала литья сначала удаляется затравка и в головной области сляба обрезается тонкий сляб. После достижения рулоном желаемого веса для каждого сляба осуществляется повторная обрезка на ножницах 105 за установкой 102 для непрерывной отливки. На черновом стане 111 происходит затем раскатка до толщины черновой полосы и затем ее наматывание на накопителе 113 рулонов. После разматывания и подогрева черновой полосы происходит прокатка на чистовом стане 118 также с индивидуально устанавливаемой скоростью прокатки и дальнейшая транспортировка через участок охлаждения 122 и, наконец, наматывание на намоточной машине 125.
Так называемый непрерывный режим эксплуатации представляет собой другой режим эксплуатации, при котором разливочная машина 102, а также группа 111 черновых клетей и группа 118 чистовых клетей взаимосвязаны. Переключение на непрерывный режим эксплуатации происходит с возрастанием скорости литья и в зависимости от получаемой при прокатке окончательной толщины полосы. Предпочтительная для непрерывной прокатки область соответствует, например, толщине литья 80 мм и скорости литья 7 м/мин, или, выражаясь обобщенно, непрерывный режим эксплуатации предпочтителен при материалопотоке порядка толщина литья × скорость литья ≥ 550 мм × м/мин. При этом непрерывном режиме эксплуатации для разделения полос применяются ножницы 124 перед моталкой 125. Через те области, в которых в ином случае происходила бы смотка черновой полосы на накопителе 113 рулонов, прокат просто проходит. Чтобы сократить до минимума температурные потери черновой полосы, в этой области покрытия 114 рольганга опускаются. Также секция 115 правильных роликов при необходимости может быть выполнена предпочтительно с возможностью перемещения в поперечном направлении, или она может предпочтительно перемещаться на большие расстояния, чтобы и здесь иметь возможность поместить теплоизоляцию между роликами рольганга и/или над рольгангом. Прежде чем черновая полоса входит в группу 118 чистовых клетей, она нагревается индукционным способом так, что устанавливается достаточно высокая температура прокатки и прокатка происходит в аустенитной области. При последующей непрерывной чистовой прокатке при необходимости опционально также применяются индукционные нагревательные устройства 121 внутри группы 118 чистовых клетей, которые поддерживают индукционное нагревательное устройство 117 перед группой 118 чистовых клетей.
При прерывистом режиме эксплуатации или при начале процесса у головной части полосы теплоизоляция, наоборот, устанавливается в положение ожидания над полосой или рядом с ней.
Кроме того, возможна реализация так называемого полунепрерывного режима эксплуатации в группе 118 чистовых клетей. Уже упомянутый выше накопитель 113 рулонов с повышенной емкостью, называемый также массивный койлбокс 113, предоставляет возможность накопления двух или более черновых полос. Так, например, если необходимо заменить валки только в группе 118 чистовых клетей или в группе 118 чистовых клетей происходит продолжительная неисправность, то массивный койлбокс 113 может служить накопителем дополнительно к накоплению в печи перед группой 111 черновых клетей. Это значит, что разливочная установка 102 и черновой стан 111 продолжают работать в полунепрерывном режиме, в котором они взаимосвязаны, и прокатка в группе 111 черновых клетей и последующее наматывание в массивном койлбоксе 113 происходят со скоростью литья.
Когда группа 118 чистовых клетей снова готова к работе, происходит полунепрерывная прокатка в группе 118 чистовых клетей двух или более полос, которые были временно накоплены в массивном накопителе 113 рулонов. Разделение полос осуществляется в ножницах 124 перед моталкой 125. В полунепрерывном режиме прокатка в группе 118 чистовых клетей может происходить предпочтительно с повышенной скоростью и с сокращенным до минимума расходом индукционной энергии и/или с применением охлаждения в промежуточной клети.
Взаимосвязанная работа разливочной установки 102 и чернового стана 111 предпочтительно при повышенном материалопотоке происходит в соответствии с выражением: толщина литья × скорость литья ≥ 350 мм × м/мин. Предпочтительно расчетная модель с устройством управления следит за тем, чтобы прокатка в группе 111 черновых клетей и последующее наматывание и разматывание в накопителе 113 рулонов в середине и/или на краю не происходили при температуре ниже предельной, такой как, например, температура фазового превращения стали, то есть осуществлялись в аустенитной области. Если необходимо выполнить печь 108 перед группой 111 черновых клетей более длинной, например, для последовательного накопления двух слябов или нескольких слябов, то возможна и энергетически целесообразна прокатка в группе 111 черновых клетей с более высокой скоростью независимо от разливочной машины 102, а также в этой схеме возможна затем полунепрерывная прокатка в группе 118 чистовых клетей.
В соответствии с изобретением замена валков в группе 111 черновых клетей и/или в группе 118 чистовых клетей может осуществляться при активном процессе литья.
При замене рабочих валков или при неисправностях в одном из прокатных станов процесс литья предпочтительно не должен прерываться или нарушаться в сильной степени. Поэтому предпочтительно следует встроить буфер для слябов. Для этого за разливочной установкой 102 в предлагаемой изобретением установке для непрерывного производства полос предусмотрена короткая печь 108 с роликовым подом, в которой по технологии размещаются четыре половины слябов. Печь 108 по своей конструкции выполнена в форме особого рода транспортировочного участка, как это изображено на фиг.3. Здесь в направлении транспортировки последовательно расположены две транспортировочные группы 108а, которые обе могут перемещаться в поперечном направлении независимо друг от друга. Альтернативно, также за разливочной установкой 102 в виде печного участка жестко встроена передняя транспортировочная группа 108а. В обеих этих транспортировочных группах размещаются в сумме четыре половины тонких слябов. Начерченные прерывистой линией поля представляют собой парковочные положения для разъезда транспортировочных участков 108а. Возможна также транспортировка слябов от транспортировочного участка 108а к транспортировочному участку 108а рядом с линией прокатки, так что индивидуально от одного до другого транспортировочного участка может осуществляться обратная транспортировка слябов на линию прокатки. Эта схема облегчает гибкую обратную транспортировку слябов после прерывания прокатки, например, при замене валков или при неисправности.
В качестве другой альтернативной конструкции возможны также в качестве второй транспортировочной группы 108а более 2 последовательно расположенных транспортировочных участков или участков печи с шагающими балками, чтобы повысить емкость накопителя при неизменной общей длине установки. Когда транспортировочные участки 108а, такие как печи, заполнены, потому что, например, прокатка прервана на продолжительное время, то могут быть предусмотрены следующие режимы эксплуатации.
При прерывании прокатки в группе 111 черновых клетей может предприниматься резание и выгрузка слябов перед печью 108 в области устройства 106 для удаления затравки.
Прерывания прокатки в группе 111, как правило, необходимы довольно часто. В этом случае подкаты раскатываются в это время до желаемой толщины подката и наматываются в накопителе 113 рулонов. Эти рулоны затем выгружаются из прокатной линии и непосредственно поступают в продажу или соответственно поступают на промежуточное хранение в печи для рулонов рядом с прокатной линией и позднее снова включаются в обработку. Во время замены валков в чистовой клети 120 опционально снижается скорость литья, чтобы повысить время хранения в буфере.
При прокатке полосы целесообразна установка заданных температур подката путем охлаждения или соответственно нагрева.
Путем выбора скорости прокатки в группе 111 черновых клетей и охлаждения внутри или после группы 111 черновых клетей существует возможность воздействия на температуры черновой полосы в широком диапазоне. Это может быть интересно для определенных материалов или соответственно качества труб. Альтернативно или дополнительно может быть также предусмотрено устройство охлаждения перед группой 118 чистовых клетей. Другая возможность охлаждения заключается также в откидывании или выводе индукционного нагревательного устройства 117 и опускании в этой области устройства охлаждения черновой полосы. Нагрев осуществляется путем применения, например, индукционного нагрева перед группой 118 чистовых клетей.
На фиг.4-9 показаны установки 201, 301 и 401 для непрерывного производства полос, применяемые во взаимосвязанном непрерывном процессе литья и прокатки, так называемой непрерывной прокатке, и, альтернативно, при независимом прерывистом производстве отдельных подкатов в периодическом режиме эксплуатации. Кроме того, на чистовом стане практикуется также полунепрерывный режим эксплуатации. При этом на фиг.4, 6 и 8 показана установка для непрерывного режима эксплуатации, а на фиг.5, 7 и 9 - соответствующая установка для периодического режима эксплуатации или соответственно полунепрерывного режима эксплуатации.
Установки 201, 301 или соответственно 401 имеют компактную конструкцию, при этом предпочтительно их компоновки имеют длину, не превышающую половины длины традиционной установки для непрерывного производства полос. Конструкция установок позволяет, несмотря на это, осуществлять замену рабочих валков в группе чистовых клетей, не прерывая процесс литья.
Установка 201 включает 3-клетьевую группу 211 черновых клетей и 5-клетьевую группу 218 чистовых клетей. После разливочной установки 202 предусмотрено устройство 204 для смыва окалины, затем группа 211 черновых клетей и потом ножницы 205. После ножниц 205 возможно отделение и выгрузка изделий из машины непрерывного литья. Для этого предусмотрено разгрузочное устройство 206. Для лучшей термической изоляции область разгрузочного устройства 206 в случае неактивированной выгрузки может быть оснащена покрытием 207 рольганга. После этого предусмотрена печь 208, предпочтительно индукционная печь, в которой может нагреваться и темперироваться полосовой материал перед накопителем 213 рулонов. Если необходимость в накопителе 213 рулонов отсутствует, как при непрерывном режиме эксплуатации, то возможно применение покрытия 207 рольганга. После накопителя 213 рулонов предусмотрено роликовое правильное устройство 215, однако при непрерывном режиме эксплуатации оно также может исключаться. Затем в материалопотоке предусмотрены ножницы 216. После ножниц 216 для резки полосы опционально располагается нагревательное устройство 217а для кромок и индукционная печь 217, обеспечивающие возможность нагрева полосы перед группой 218 чистовых клетей. Кроме того, предусмотрены устройства 219 для смыва окалины. Группа 218 чистовых клетей включает предпочтительно пять чистовых клетей F1-F5. После группы 218 чистовых клетей предусмотрены участок 222 охлаждения, ножницы 224 и система моталок 225.
Таким образом, в непрерывном режиме эксплуатации вместо накопителя 213 рулонов предусмотрено покрытие рольганга. В прерывистом режиме эксплуатации работает накопитель рулонов и наполняется полосой, которая затем снова включается в обрабатывающий процесс.
Альтернативно предусмотрены также 2-клетьевая группа черновых клетей и 6-клетьевая группа чистовых клетей, см. фиг.6-9. На фиг.6 и 7 показана группа 311 черновых клетей с двумя клетями и группа 318 чистовых клетей с шестью клетями. В остальном установка, показанная на фиг.6 и 7, существенно не отличается от установки, показанной на фиг.4 и 5. Установка 401, показанная на фиг.8 и 9, в отличие от установок 201 и 301, показанных на фиг.4-7, не имеет нагревательного устройства между ножницами S1 и S2. Благодаря этому конструкция установки, показанная на фиг.8 и 9, значительно короче, чем конструкция двух других установок.
После литья, например, в установке для литья тонких слябов с толщиной литья в диапазоне примерно 60-100 мм тонкий сляб в непрерывном процессе прокатывается до толщины подката приблизительно 15-60 мм в 1-3-клетьевой группе черновых клетей. Затем происходит индукционный нагрев подката и чистовая прокатка в 3-7-клетьевой группе чистовых клетей до окончательной толщины приблизительно 0,8-16 мм. После группы чистовых клетей полоса охлаждается и наматывается. В свою очередь, предусмотрены три различных рабочих состояния, которые также были описаны выше.
Особенно предпочтительно для предлагаемой изобретением компоновки, когда предусмотрено увеличение емкости наматывания в накопителе рулонов. Накопитель рулонов применяется не только для наматывания подката, а в случае замены валков происходит образование так называемого массивного рулона, у которого две или более (n) черновых полосы наматываются с получением одного рулона. Благодаря этому создается достаточный буфер для замены валков. Одновременно конструктивное пространство по сравнению с традиционной печью для выдержки существенно сокращается. Накопление черновых полос очень компактно, что сказывается также в небольших температурных потерях. Емкость крана рассчитывается по формуле n × вес рулона.
На фиг.10 и 11 на разных видах изображены детали так называемого накопителя массивных рулонов. В этом примере образуется увеличенный массивный рулон черновой полосы увеличенной емкости. Он состоит предпочтительно из двух или более черновых полос, причем на фигурах показан пример осуществления с двумя полосами.
Если, например, прокатка происходит в непрерывном режиме, то происходит отделение последней черновой полосы перед заменой валка с помощью ножниц S1. Остаток полосы подвергается чистовой прокатке, и затем начинается замена рабочих валков. Во время замены валков происходит, как уже было описано, накопление черновых полос в накопителе массивных рулонов. После наматывания и транспортировки рулонов во время процесса мотания от станции наматывания к станции разматывания там, например, размещаются 2 черновых полосы. В то время когда, например, третья черновая полоса почти намотана, замена рабочих валков должна быть закончена. При этом ожидается, что после замены рабочих валков скорость втягивания полосы группой чистовых клетей при пуске выше, например в два раза выше, чем перерасчетная скорость литья или соответственно скорость входа в накопитель рулонов. Таким образом, накопитель рулонов может снова разгрузиться в непрерывном режиме.
Накопитель рулонов, емкость которого позволяет вместить, например, три или более черновых полосы, смог бы обеспечить еще большую надежность при замене валков, так как он обеспечил бы возможность более продолжительных пауз.
На фиг.10 и 11 показан один из таких накопителей 501 рулонов на виде сбоку или соответственно на виде сверху. На фиг.10 показан подкат 502, поступающий слева, который посредством движущих механизмов 503 и изгибающего узла 504 наматывается в рулон. Со стороны пола рулон лежит на секции 505 роликов, которая по сравнению с традиционными расположенными на полу роликами усилена и имеет возможность бокового перемещения посредством узла 506 перемещения. В связи с продолжительным временем наматывания и/или большим весом рулона необходимы жаростойкие или соответственно охлаждаемые изнутри расположенные на полу ролики увеличенных диаметров, способные выдерживать нагрузку. Для поддержки расположенных на полу роликов 505 альтернативно под расположенные на полу ролики 505 могут также подставляться дополнительные опорные ролики.
Во время процесса наматывания и разматывания накопитель 501 рулонов или соответственно рулон 510 сбоку и сверху термически изолируется. Для этого кожухи 507 наклоняются в соответствующее положение. Может быть также предусмотрена изоляция, по меньшей мере, между отдельными или между всеми возможными роликами рольганга.
Дополнительно предусмотрено оснащение изолирующих стенок горелками и активный подогрев рулона 510 или отверстия 511 рулона для уменьшения температурных потерь. При наматывании в рулоне уменьшается образование окалины. При работе обогревательного устройства с горелкой с недостатком кислорода происходит дополнительное уменьшение образования окалины. Отсос отработавших газов может быть также предусмотрен в виде опции. Во время выдержки рулон может медленно вращаться или соответственно совершать маятниковое движение, во избежание температурных разводов на рулоне 510 и на расположенных на полу роликах 505.
Как видно на фиг.10, в правом рулоне намотаны две черновые полосы 512, 513, которые снова разматываются в положении разматывания. Для этого предусмотрены неизображенные разматывающие устройства.
Для обеспечения достаточно равномерной температуры входа в группы чистовых клетей индукционные нагревательные устройства в головной и концевой части рулона могут быть настроены на более высокую мощность, и/или скорость головной части черновой полосы при разматывании и последующем прохождении через индукционное нагревательное устройство может быть снижена.
При неблагоприятных условиях в исключительных случаях внешний и внутренний виток рулона может быть обрезан. Опционально перед наматывающим узлом предусмотрен движущий механизм. 3-роликовый изгибающий узел может быть также альтернативно выполнен в виде движущего механизма или аналогично движущему механизму, чтобы при низкой скорости смотки обеспечить надежное наматывание.
Накопитель 501 массивных рулонов предоставляет возможность после замены валков или вообще в качестве рабочего режима отделять две или несколько черновых полос не за группой черновых клетей или за накопителем 501 рулонов в ножницах S2, а выполнять разделение полос перед моталкой в ножницах S3. Для уменьшения энергетических потерь предпочтительно применяется периодический режим эксплуатации и, прежде всего, полунепрерывный режим эксплуатации. Предпочтительно, по меньшей мере, в непрерывном режиме обрабатываются тонкие полосы, прокатка которых сопряжена с трудностями. В полунепрерывном режиме прокатка может происходить предпочтительным образом с повышенной скоростью и с сокращенным до минимума расходом энергии и/или с применением промежуточного охлаждения между клетями.
С помощью индукционного нагревательного устройства при непрерывном режиме эксплуатации или при прерывистом периодическом режиме эксплуатации осуществляется подогрев тонких слябов. При этом затраты тепла могут регулироваться индивидуально в зависимости от скорости литья и температурных потерь, например, даже внутри накопителя рулонов, так что при выходе тонкого сляба из индукционного нагревательного устройства устанавливается постоянная температура на желаемом уровне. При непрерывной прокатке уровень скорости литья определяет температурный режим во всей установке. В зависимости от скорости литья расчетная модель осуществляет динамическое управление мощностью нагрева индукционного нагревательного устройства перед прокатным станом и внутри него так, что температура на входе достигает целевого значения. Когда скорость литья ниже определенного заданного порогового значения, например, при проблемах в разливочной установке, при трудноотливаемых материалах, при процессе пуска и подобном, то автоматически происходит переключение из непрерывного режима на прерывистую прокатку (периодический режим эксплуатации или полунепрерывный режим эксплуатации) в группе чистовых клетей.
Это означает, что тонкий сляб отделяется ножницами S1 и скорость прокатки стана группы чистовых клетей повышается так, что достигается желаемая конечная температура прокатки. При этом происходит отслеживание сегментов слябов или соответственно полосы внутри стана и динамическая корректировка скорости транспортировки или соответственно прокатки и значения мощности индукционных нагревательных устройств по длине полосы в зависимости от распределения температур. Когда процесс литья снова стабилизируется и скорость литья превысит заданное минимальное значение, происходит аналоговое переключение с прерывистого режима эксплуатации обратно в непрерывный режим эксплуатации.
Благодаря свободному, например событийному, переключению или соответственно установке непрерывного или прерывистого режима эксплуатации и наличию буфера обеспечивается высокая степень гибкости, которая означает повышение надежности процесса. Это важно, в частности, при пусконаладке производственной линии.
В зависимости от краевых условий ножницы S2 могут быть также расположены перед накопителем рулонов или/и за ним.
Вместо массивного койлбокса может также применяться обогреваемая печная моталка, выполненная так, что в одной печи размещаются две или более черновые полосы. Для этого печная моталка должна иметь соответственно большие размеры. Поэтому предусмотрены две печные моталки, расположенные друг над другом или рядом друг с другом. То есть накопитель полосы при наматывании нескольких черновых полос между группой черновых клетей и чистовых клетей не ограничен показанной формой накопителя рулонов, а может в соответствии с изобретением также иметь различные конструктивные исполнения.
Наматывание черновой полосы в рулон может происходить по часовой стрелке или же против часовой стрелки, чтобы, например, улучшить режим мотания при низкой входной скорости.
Вместо накопления нескольких черновых полос в одном массивном рулоне накопитель рулонов может включать отдельно наматываемые черновые полосы. В этом случае отдельные рулоны поступают в печь для выдержки сбоку в поперечном направлении. Также при этом можно, по меньшей мере, альтернативно осуществлять периодический режим и непрерывный режим, и предусмотрено достаточно времени для накопления, в течение которого может быть выполнена промежуточная замена рабочих валков в чистовом стане без прерывания литья.
При другом альтернативном варианте осуществления после станции наматывания рулонов в транспортировочной линии применяются две или более станции разматывания. Благодаря этому предусмотрены несколько расположенных последовательно мест для рулонов в качестве накопителей для черновой полосы. Соответственно могут размещаться отдельные или массивные рулоны черновой полосы. Возможно также альтернативное размещение черновых полос в карусельной моталке.
Согласно другому варианту предлагаемой изобретением установки показанная на фиг.8 и 9 установка выполнена так, что возможно дополнительное сокращение температурных потерь в окружающую среду, и конструкция установки может быть еще короче. При этом накопитель рулонов или накопитель массивных рулонов альтернативно располагается непосредственно за группой V1, V2 черновых клетей, которая может включать от одной до трех клетей. При этом затравка в головной части слитка удаляется, например, через участок наматывания накопителя рулонов в этой области вверх. Нагрев черновой полосы до желаемой температуры черновой полосы происходит здесь только после накопителя рулонов, то есть непосредственно перед чистовым станом. Вместо накопителя рулонов непосредственно после черновых клетей альтернативно могут также располагаться одна или несколько печных моталок. В области станции 501 наматывания рулонов предусмотрен поперечный транспортер для плит, например, с подъемным узлом 506 для плит, состоящим из поднимаемых и/или перемещаемых в поперечном направлении поперечин. В этом случае черновые полосы различной толщины транспортируются в боковом направлении, в то время как происходит процесс начала разливки, когда накопитель разматывающей станции заполнен или, в ином случае, когда необходимо быстро освободить место. Плиты, изготовленные с различной толщиной, нарезаются ножницами S1.
Перекладывание рулонов с наматывающей на разматывающую станцию во время процесса наматывания происходит, например, посредством приводного сердечника, который для этого может быть на короткое время введен в отверстие рулона. Альтернативно транспортировка рулона с наматывающей на разматывающую станцию осуществляется с помощью соответствующих движений роликов, находящихся на полу, после резки черновой полосы ножницами S1. Чтобы для этого создать промежуток между следующими друг за другом черновыми полосами, рулон или соответственно черновая полоса после разделения ускоряется, и остаток полосы мотается быстрее.
Опционально предусмотрено устройство для удаления окалины или чистки черновой полосы перед накопителем рулонов, то есть перед наматыванием. Чтобы температурные потери оставались небольшими, используются минимальные количества воды и высокое давление, как, например, в случае устройств смыва окалины с вращающимися соплами для удаления окалины.
Для выравнивания изменений массового потока предусмотрено такое устройство, как петлеобразователь или устройство регулирования петли полосы, состоящее из провисающего участка полосы между черновым станом и накопителем рулонов, которое особенно необходимо для тонких черновых полос.
Спецификация позиций
1 CSP установка для непрерывного производства полос
2 Разливочная машина
3 Выпускное отверстие разливочной машины
4 Ножницы
5 Слиток
6 Печь
7 Группа черновых клетей
8 Накопитель рулонов
9 Секция правильных роликов
10 Ножницы
11 Нагревательное устройство для кромок
12 Группа чистовых клетей
13 Индукционная печь
14 Участок охлаждения
15 Ножницы
16 Наматывающая моталка
101 CSP установка для непрерывного производства полос
102 Разливочная установка, разливочная машина
103 Устройство охлаждения слитка
104 Устройство для чистки слябов, устройство для чистки
105 Ножницы для слябов, ножницы
106 Устройство для удаления затравки, устройство для выгрузки затравки
107 Покрытие рольганга
108 Печь, печные участки
108а Транспортировочные участки
109 Сляб
110 Устройство для смыва окалины
111 Группа черновых клетей, черновой стан
112 Клеть, черновая клеть
113 Накопитель рулонов
114 Покрытие рольганга
115 Правильные ролики
116 Ножницы
117 Индукционное нагревательное устройство
118 Группа чистовых клетей, чистовой стан
119 Устройство для чистки, устройство для смыва окалины
120 Чистовая клеть
121 Нагревательное устройство
122 Участок охлаждения
123 Полоса
124 Ножницы для полосы
125 Намоточная машина
201 СSР установка для непрерывного производства полос
202 Разливочная установка, разливочная машина
204 Устройство для смыва окалины
205 Ножницы
206 Разгрузочное устройство
207 Покрытие рольганга
208 Печь
211 Черновой стан, группа черновых клетей
213 Накопитель рулонов
215 Роликовое правильное устройство
216 Ножницы для полосы
217 Индукционная печь
217а Нагревательное устройство для кромок
218 Группа чистовых клетей
219 Устройство для смыва окалины
222 Участок охлаждения
224 Ножницы
225 Система моталок
301 CSP установка для непрерывного производства полос
311 Группа черновых клетей
318 Группа чистовых клетей
401 CSP установка для непрерывного производства полос
501 Накопитель рулонов, станция наматывания рулонов
502 Черновая полоса
503 Движущий механизм
504 Изгибающий узел
505 Секция роликов
506 Узел перемещения, узел подъема плит
507 Изолирующий кожух
510 Рулон
511 Отверстие рулона
512 Черновая полоса
513 Черновая полоса

Изобретение относится к металлургии. Производство полос или слябов осуществляют на установке 1, содержащей разливочную машину 2, клети 7 черновой группы, клети 12 чистовой группы и накопитель рулонов 8, встроенный в рольганг между клетями 7 и клетями 12. Для эксплуатации в периодическом режиме или полунепрерывном режиме накопитель 8 рулонов накапливает поступающие от клетей 7 черновой группы массивные рулоны, в которые могут наматываться две, три или более черновые полосы или сляба. При непрерывном режиме эксплуатации накопитель рулонов деактивируется. Обеспечивается возможность гибкого изменения режимов эксплуатации при небольшой длине установки. 2 н. и 16 з.п. ф-лы, 11 ил.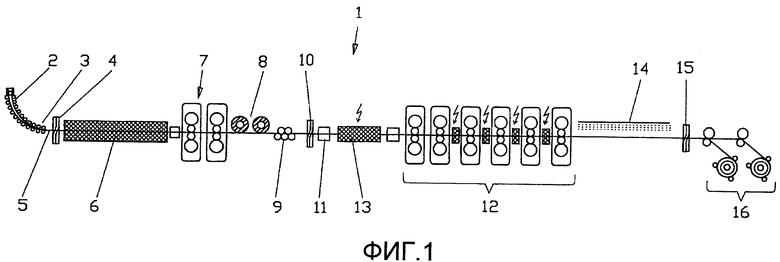
1. Компактная гибкая CSP установка (1, 101, 201, 301, 401), предназначенная для эксплуатации, на выбор, в непрерывном, полунепрерывном и периодическом режиме, содержащая разливочную машину (2, 102, 202), клети (7, 111, 211) черновой группы, клети (12, 118, 218) чистовой группы и накопитель рулонов, встроенный в рольганг между клетями (7, 111, 211) черновой группы и клетями (12, 118, 218) чистовой группы, отличающаяся тем, что накопитель рулонов (8, 113, 213, 501) полосы или сляба выполнен с возможностью приема массивных рулонов, в которые могут наматываться две, три или более черновые полосы или сляба, при этом накопитель (8, 113, 213, 501) рулонов выполнен с возможностью накапливания поступающей от клетей черновой группы черновой полосы или сляба в периодическом или полунепрерывном режиме эксплуатации установки и деактивирования в случае непрерывного режима ее эксплуатации.
2. Установка по п.1, отличающаяся тем, что накопитель (8, 113, 213, 501) рулонов рассчитан на прием повышенного количества черновой полосы или слябов.
3. Установка по п.1, отличающаяся тем, что накопитель (8, 113, 213, 501) рулонов рассчитан на прием двух, трех или более рулонов.
4. Установка по п.1, отличающаяся тем, что накопитель (8, 113, 213, 501) рулонов термически изолирован и/или оснащен обогревом.
5. Установка по п.1, отличающаяся тем, что предусмотрено покрытие рольганга для улучшения термической изоляции рольганга при деактивированном накопителе (8, 113, 213, 501) рулонов.
6. Установка по п.1, отличающаяся тем, что для наматывания массивных рулонов предусмотрены койлбокс или печные моталки.
7. Установка по п.1, отличающаяся тем, что между группой черновых клетей и накопителем рулонов дополнительно расположен петлеобразователь или устройство регулирования петли полосы.
8. Установка по п.1, отличающаяся тем, что перед накопителем рулонов расположен движущий механизм.
9. Способ эксплуатации компактной гибкой CSP установки (1, 101, 201, 301, 401), в котором эксплуатацию осуществляют, на выбор, в непрерывном, полунепрерывном и периодическом режиме, при этом компактная гибкая CSP установка (1, 101, 201, 301, 401) содержит разливочную машину (2, 102, 202), клети (7, 111, 211) черновой группы, клети (12, 118, 218) чистовой группы и накопитель рулонов, встроенный в рольганг между клетями (7, 111, 211) черновой группы и клетями (12, 118, 218) чистовой группы, отличающийся тем, что две, три или более черновые полосы или сляба наматывают в массивный рулон, передаваемый в накопитель (8, 113, 213, 501) рулонов, при этом в накопителе (8, 113, 213, 501) рулонов накапливают поступающую от клетей черновой группы черновую полосу или сляб в периодическом или полунепрерывном режиме эксплуатации установки и деактивируют накопитель (8, 113, 213, 501) рулонов в случае непрерывного режима эксплуатации.
10. Способ по п.9, отличающийся тем, что формирование массивных рулонов происходит предпочтительно во время прерывания прокатки в чистовом стане.
11. Способ по п.9, отличающийся тем, что дополнительно массивные рулоны выгружают из прокатной линии и подают на промежуточное хранение в печи для рулонов и/или при необходимости позднее снова включают в процесс прокатки.
12. Способ по п.9, отличающийся тем, что компактную гибкую CSP установку эксплуатируют в непрерывном режиме, полунепрерывном режиме или периодическом режиме в зависимости от скорости литья.
13. Способ по п.9, отличающийся тем, что перед накопителем рулонов или/и после него осуществляют нагрев черновой полосы или сляба.
14. Способ по п.13, отличающийся тем, что нагрев черновой полосы или сляба осуществляют предпочтительно индукционным способом.
15. Способ по п.13 или 14, отличающийся тем, что подвод энергии для нагрева осуществляют в зависимости от измеренных или расчетных температур черновой полосы так, чтобы установить по возможности постоянную температуру черновой полосы по длине после нагревательного узла перед группой чистовых клетей.
16. Способ по п.14, отличающийся тем, что с помощью индукционного нагрева устанавливают более высокую температуру черновой полосы или сляба перед группой чистовых клетей, чем температура на выходе из разливочной машины.
17. Способ по п.9, отличающийся тем, что во время процесса мотания осуществляют перемещение и перекладывание рулонов от станции наматывания к станции разматывания.
18. Способ по п.9, отличающийся тем, что в области накопителя рулонов дополнительно осуществляют удаление затравки или вывоз нарезанных плит.
| МОЛЕКУЛЫ АНТИТЕЛ, ОБЛАДАЮЩИЕ СПЕЦИФИЧНОСТЬЮ В ОТНОШЕНИИ ФАКТОРА НЕКРОЗА АЛЬФА ОПУХОЛИ ЧЕЛОВЕКА, И ИХ ПРИМЕНЕНИЕ | 2001 |
|
RU2303604C2 |
| Устройство для уравновешивания стрелковых кранов | 1972 |
|
SU449004A2 |
| БАРАБАН ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1975 |
|
SU896840A2 |
| DE 3840812 A1, 05.04.1990 | |||
| US 5832985 A, 10.11.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2106212C1 |

