(54) ИЗЛОЖНИЦА ДЛЯ ЦЕНТРОБЕЖНСЯХ ЛИТЬЯ ТОЛСТОСТЕННЫХ ЗАГОТОВОК
-1
Изобретение относится к литейшжду производству, в частности к устройствам для центробежного литья, и может быть вспопьзовано для получения расходуемых электродов, 11рвменяе« 1{х в электрометал-; лургии (ВДП, и др),
Известна вэпожниш для центробежного литья толстостенных заготовок, включающая охлаждаемую гильзу, торцовые крыш кй и футеровочную вставку tl
Недостатком этой изложницы является то, что она не позволяет шидгчать слож вую конфигурацию таружной поверхности литой заготовки. Поэтому получение деталей вз таких заготовок связано с дополнительными проговодственнымв. затра тами и повышенным расходам металла.
Устранение отмеченных недостатков jo достигается применением вставкн, имею щей рабочую пивархность сложной конфвгурахши, например, для литья венпов шарошек 2 1
Однако такая вставка выполняется из стержневой смеси и используется однократно. .
Наиболее близкой к предлагаемой по технической сущности и достигаембм результату является центробежная литей- -ная форма, включающая охлаждаемую гИльзу, торцовые крышки н вставку, рао положенную между гтапэзой и крышкой ГЗ}.
Недостатком указанной многосекцио ной центробежной формы является то, что вставки (поперечные перегорт дки) выполнены целыми и не дают возможное ти использовать шс в качестве элементов, Оформляющих н)фухсную поверхность заготовки.
Цель изобретения - повышение CTOJ кости вставок при многократном формировании канавки на наружной поверхности отливаемой заготовки и снижение расхода металла.
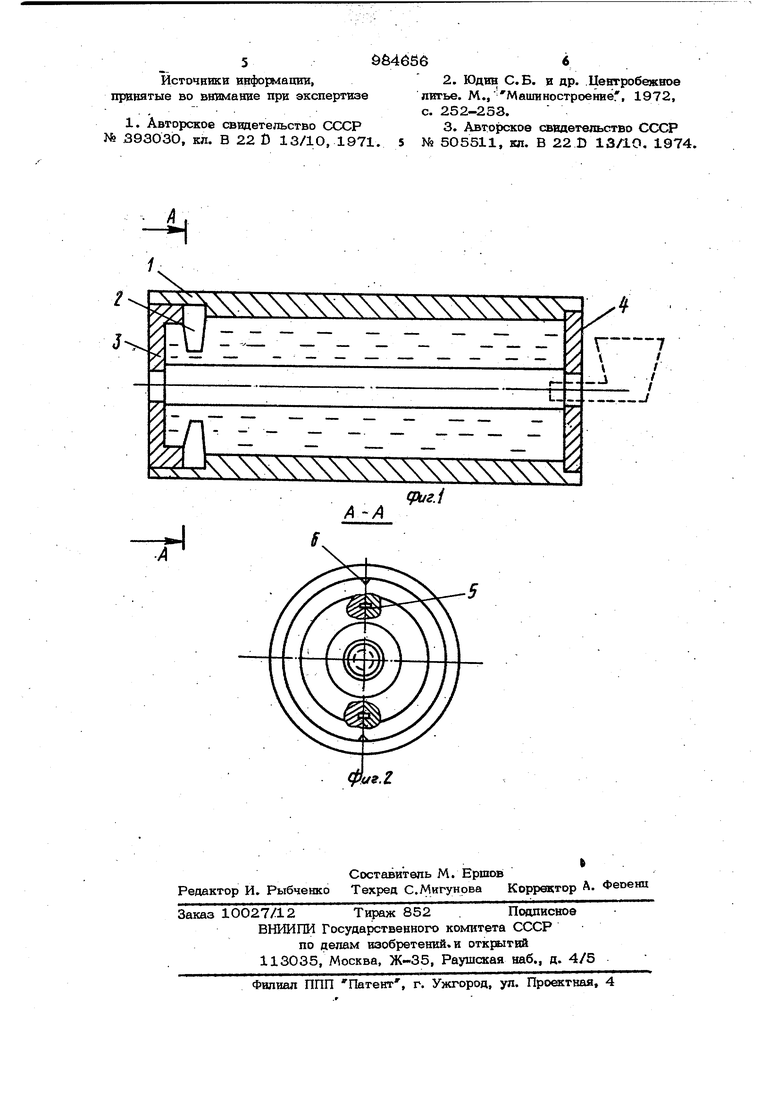
ПостЕ1Вленная цель достигается тем, что в изложниие, включающей охлаждае мую гильзу, торцовые крышки и вставку. распопоженкую между гвпьзой и крышкой вставка выполнена в ввде составной шайбы толщиной О,О04-О,020 длины формирующей части гильзы и внутренним диаметром ОД5-р,60 диаметра формирую ющей части гильзы, побольше внугре него диаметра захчзтовкиГ На фиг. 1 показана изложница, продол ный разрез; на фиг- 2 - разрез А-А на 4иг. 1. Изложница состоит из охлаждаемой, гильзы 1, вставки 2 н торцовых крышек 3 и 4. Вставка является разъемной и состоит из двух или нескольких секций. Сборку секций производят при помопга направляющих штырей б. Поверхности вставки, соприкасающиеся с жидким металлом, имеют литейные уклоны и могут быть покрыты огнеупорной краской в случае их изготовления из металла. Для облегчения съема вставки после извлечения заготовки из изложницы в местах стыка секций выполнены фаски 6. Центробежнолитые толстостенные заготовки с использованием предлагаемой изложницы получают следующим образом В охлаждаемую гильзу 1 устававлэвают вставку 2 и торцовые кръ1шки 3 и 4. Разливку металла во вращающуюся изложницу производят в обычном порядке с подводом струи расплава в полость между крышкой 4 и встгивкой 2. По достижении уровня внутреннего диаметра вставки металл заполняет полость между крышкой 3 и вставкой 2, формтфуя кававку на наружной поверхности отливаемой заготовки. После кристаллизации заготовку извлекают из изложницы в сто рону, противоположную заливке. Затем снимают вставку путем разбора ее на секции. Вставка выполнена составной для обе печения многократного ее использования при получении;тсанавки на наружной поверхности отливаемой заготовки. Толщину и внутренний диаметр устанавливают исходя вз геометрических размеров получаемой заготовки. Уменьшение толщин вставки ведет к затруднению извлечения ее из 1санавкк заготовки и к снижению прочности, а ее увеличение связано с повышением расхода металла при последующем переплаве, например, в печи ВДП. Уменьшение внутреннего диаметра вставки ведет к потере прочности соединения получаемого хвостовика с телом заготовки, а увеличение - к повышенному расходу металла при последующей по щэтовке заготовки к переплаву. Пример. Для изготовления расходуемых электродов из жаропрочного сплава ЭЙ 437Б используют машину центробежного литья с предлагаемой изожницей диаметром О,4 м и длиной 4 м. Вставка, используемая в изложнице, въ1полнена разъемной «кз стали 20, покрытой огнеупорной краской на основе окиси альция. Наружный диаметр собранной ставки обеспечивает плотное соприкооновение ее с охлаждаемой гильзой. Топшна вставки в цилиндрической перифеийной части равна 35 мм (или 0,О09 лины (}юрмиру1ощей части гильзы), а ее нутренний диаметр - 220 мм (0,55 иаметра формирующей части гильзы). После разливки, кристаллизации и Взвлечешш заготовки разъемная вставка удаляется по частям без затруднений и может быть применена повторно. Полученная с помощью предлагаемой изложницы форма хвостовика на заготовке нуждается лишь в незначительной механической обработке для удаления окисной питейной корки, значительно сокрайшя длитега.ность и трудоемкость подготовки расходуемого электрода вз жаропрочных труднообрабатываемых сталей и сплавов. Предлагаемая конструкция изложницы позволит повысить .стойкость вставки, а также снизить потери металла заготовки при ее подгото е к переплаву в печи ВДП. Ожидаемый экономический эффект от использования предлагаемой конструкции изложницы для разливки расходуемых электродов различных марок сталей и сплавов, используемых, в частности, при ВДП, составляет 15-50 тыс. руб. Формула изобретения Изложница для центробежного литья толстостенщлх заготовок, включающая охлаждаемую гильзу, торцовъте крышки и вставку,расположенную между гильзой и крышкой, отличающаяся тем, что, с целью повышения стойкости вставки при многократном формировании канавки на наружной поверхности отл№ваемой заготовки и снижения расхода металла, вставка выполнена в виде составной шайбы толщиной 0,004-О,02О длины формирующей части гильзы и внурренним диаметром 0,15-О,6О диаметра формирующей части гильзы, но больше внутреннего диаметра заготовки.
ИСТОЧНИКЕ информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 393030, кп. В 22 С 13/1О, 1971.
2.Юдин С. Б. и др. .Центробежное литье. М., МашиностроениеГ, 1972, с. 252-233.
3.Авторское свидетельство СССР
№ 5О5511, кл. В 22 D 13/1О, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ РАФИНИРОВАНИЯ И ЛИТЬЯ | 2001 |
|
RU2280702C2 |
| Машина для центробежного литья | 1981 |
|
SU1014641A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466197C1 |
| Способ получения стали и сплавов дуплекс процессом | 1990 |
|
SU1788028A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2009 |
|
RU2410194C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ И ЖАРОПРОЧНАЯ БЕСШОВНАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2013 |
|
RU2563566C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2410195C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500823C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2005 |
|
RU2317343C2 |
qjuz.i
А
