Изобретение относится к производству полых заготовок методом центро- бежного литья стали и сплавов.
Известна машина центробежного литья для получения полых заготовок, которая состоит из вращаемой иэлож- 5 ницн с торцовыми крышками 11.
Недостаток этой машины состоит в отсутствии защиты струй разливаемого .металла от.взаимодействия с воздухом, в результате чего в получаемых заго- 10 товках возрастаем количество кислородных и нитридных включений. Внутренняя поверхность таких заготовок имеет неудовлетворительное качество и требует значительной механической 5 обработки.
I Наиболее близкой по конструкции и достигаемому эффекту к предлагаемой является машина для центробежного литья, содержащая вращаемую изложницу2Q с передней и задней борцовыми крышками с отверстиями и разливочную воронку с каналом 2.
Указанная машина снабжена дозатором для ввода шлака на внутренюю по- 25 верхность отливаемых полых Заготовок, однако такой шлак не защищает металлическую струю, т.е. частичное окисление металла воздухом остается. Кроме того, оставшийся на поверхности , отверстия заготовки шлак подлежит уда лению перед дальнейшим использованием заготовки. Операция удаления шлаковой корки весьма трудоемка. Частичное окисление металла в струе и трудоемкость удаления использованного для защиты металла шлака являются основными недостатками рассматриваемой конструкции машины центробежного литья.
Цель изобретения - предотвращение 40 окисления металла при заливке и« кристаллизации и улучшение качества внутренней поверхности отливаемой заготовки.
Поставленная цель достигается тем,45 что в машине для центробежного литья, содержащей вращаемую изложницу с передней и задней торцовыми крьпиками с отверстиями и разливочную воронку с каналом, наружная поверхность пе- CQ редней торцовой крышки снабжена радиальными пазами, расположенными от внутреннего отверстия крышки до окружности диаметром 0,5-0,8 диаметра изложницы, канал разливочной воронки ., снабжен газовой камерой, вертикальная стенка которой примыкает к передней торцовой крышке со стороны радиальных направляющих с зазором, равным 0,003-0,03 диаметра изложницы, а выходное отверстие газовой камеры 60 соосно каналу разливочной воронки.
Кроме того, канал разливочной воронки выполнен с продольными отверстиями, соединяющими полость изложницы с газовой камерой./ 65
На чертеже показана предлагаемая машина, общий вид.
Машина состоит из вращающейся цилиндрической изложницы 1, торцовых крышек - передней 2 и задней 3 и литниковой системы 4, снабженной газовой камерой 5. Круглая вертикальная стенка газовой камеры 5 примыкает к передней крышке 2 со стороны радиальных направляющих. Направляющие представляют собой прямолинейные либо криволинейные пазы.
Машина работает следующим образом Перед разливкой металла вращающаяся изложница заполняется через газовую камеру инертным газом (например, аргоном), который вытесняет имеющийся там воздух. Поступление новых .порций воздуха предотвращается при помощи радиальных направляющих на передней крышке, вращающейся вместе с изложницей, за счет создания газового ,затвора под действием центробежных )зил. Направление движения газа пока,зано стрелками. После впуска инертного газа (время впуска определяется объемом внутренней полости изложницы) производят заливку металла. Отсутствие окислительной среды предотвращает образование дополнительных грубых скоплений неметаллических включений, которые являются Главным источником загрязнения внутренней поверхности получаемых заготовок.
Предельная длина направляющих на передней крышке, ограниченная окружностью диаметром, равным 0,5-0,8 диаметра изложницы, установлена с целью получения газового потока, направленного в зазоре между стенкой газовой камеры и поверхностью крышки от центра к периферии. При меньшей длине направлягацих скорость газового потока .снижается и появляется опасность проникновения воздуха в,.зону выхода металлической струи из литниковой системы. При большей длине направляющих увеличивается расход инертного газа.
Зазор между вращающейся крышкой с направляющими и круглой вертикальной стенкой газовой камеры необходим для создания газового затвора, создаваемого газовым потоком в зоне примыкания стенки к поверхности крышки без направляющих. Уменьшение зтого зазора менее 0,003 диаметра изложницы требует усложнения конструкции литниковой системы, повышения затрат на ее зксплуатацию и затрудняет обслуживание машины для центробежного литья при больших оборотах изложницы При превышении верхнего предела (0,03 диаметра изложницы) снижается эффективность газового затвора и повышается расход инертного газа.
Наиболее простая конструкция предлагаемой машины для центробежного
1014641
литья получается в случав выполнениярасхода инертного газа (система с
выходного из газовой камеры отверс- ,каналгили показана пунктирными линития, соосного с отверстием заливоч-.ями).
ного устройства. При этом газ из ка- Экономический зффект от применемеры одновременно поступает во вра-ния машины для центробежного литья
щакициеся направляющие и внутреннюю . йожет быть получен за счет уменьшеполость изложницы. Наличие каналов,ния затрат на подготовку центробежсоединякхцйх полости газовой кёшерынолитых расходуемых электродов к
и изложнтты, способствует снижениюпереплаву.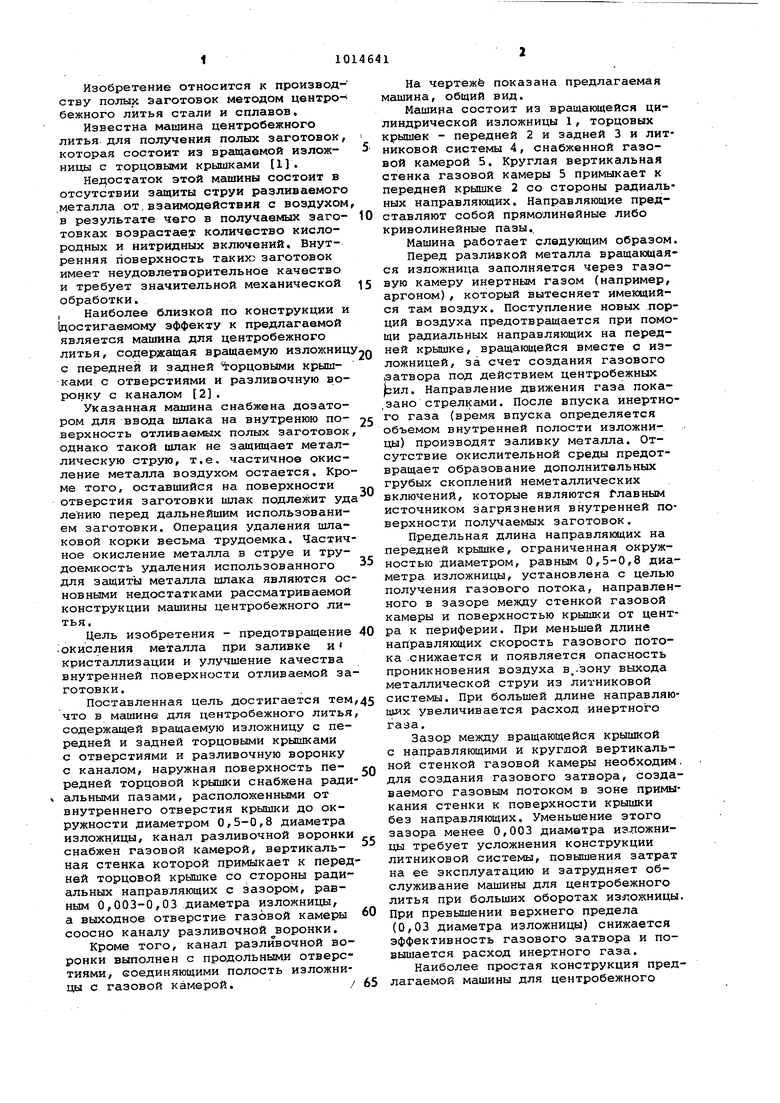
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ однонаправленного и ускоренного затвердевания крупногабаритных толстостенных центробежно-литых стальных заготовок | 2019 |
|
RU2727369C1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2011 |
|
RU2458302C1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ДВУХГРЕБНЕВОГО ПОЛОСОВОГО ПРОФИЛЯ | 2018 |
|
RU2688029C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
1. МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ, содержащая вращаемую изложницу с пе1редней и задней торцовыми крышками с отверстиями и разливочную воронку с каналом, отличающаяся тем, что, с целью предотвращения окисления металла при заливке и кристаллизации и улучшения качества внутренней поверхности отливаемой заготовки., наружная поверхность передней торцовой крышки снабжена радиальными пазами, расположенными от внутреннего отверстия крьшпси по окружности диаметром 0,5-0,8 диаметра изложницы, канал разливочной воронки снабжен газовой камерой/ вертикальная стенка которой примыкает к передней торцовой крышке со стороны радиальных направляющих с зазором, равным 0,003-0,03 диаметра изложницы, а выходное отверстие газовой камеры соосно каналу разливочной воронки. 2. Машина по п. 1, отлича ю0) щ а я с я тем, что канал разливочной воронки выполнен с продольными отверс стиями, соединяющими полость изложницы с газовой камерой. .S 4:i о: 1Ь
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Юдин С.Б | |||
| И др | |||
| Центробежное литье. | |||
| М., Машиностроение , 1972, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ центробежной отливки крупногабаритных заготовок | 1978 |
|
SU685423A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
