Изобретение относится к области специальных видов литья, а именно к способам электрошлакового литья (ЭШЛ) трубных заготовок из железоуглеродистых сплавов для изделий ответственного назначения.
Из уровня техники известно, что ЭШЛ является разновидностью электрошлаковой технологии (ЭШТ) и представляет собой способ получения литых заготовок высокого качества (см. например, Гини Э.Ч. и др. Технология литейного производства: Специальные виды литья. Под ред. В.А.Рыбкина. - 2-е изд., стер. - М.: Издательский центр «Академия», 2007 г., с.331-332), что обусловлено следующим: во-первых, не достижимой обычными средствами металлургии степенью очистки металла от неметаллических включений (сульфидов, оксидов), примесей (серы) и газов (кислорода, водорода) посредством рафинирующего переплава в жидкоподвижной среде (в шлаковой ванне) химически высокоактивного синтетического флюса на многокомпонентной основе, в частности CaF2-Al2O3-CaO-SiO2-MqO; во-вторых, эффективной защитой металла от окисления и насыщения водородом не только при плавке, но и при заполнении литейной формы, вследствие отсутствия разливки металла: плавление и кристаллизация металла протекают одновременно в металлической водоохлаждаемой литейной форме - кристаллизаторе с дорном; в-третьих, направленной кристаллизацией в условиях принудительного теплооотвода с постоянной подпиткой твердожидкой фазы, что способствует получению плотной структуры, без дефектов ликвационно-усадочного происхождения, без зон «слабины», в том числе в местах встречной кристаллизации. В совокупности же, это обеспечивает в литом металле свойства на уровне проката и даже выше, прежде всего по ударной вязкости и изотропности, причем как в продольном и поперечном, так и радиальном направлениях.
Вместе с тем из уровня техники известно, что ЭШЛ является низкопроизводительным способом (Караник Ю.А. Снижение метало- и энергопотребления при производстве отливок деталей машин и механизмов. Заготовительное производство в машиностроении, 2008 г., №2, с.12, строки 10-12). Вследствие одновременности протекания плавления и кристаллизации металла (в единицу времени плавится и кристаллизуется одинаковое количество металла) равные скорости этих процессов (иначе скорость литья) крайне малы. В частности, для широко получаемых в промышленности трубных заготовок с толщиной стенки более 70 мм скорость литья варьируются в пределах 10…15 мм/мин (0,6…0,9 м/ч), что в несколько раз ниже скорости непрерывного литья. Повысить скорость литья в ЭШЛ не представляется возможным в силу его специфики, состоящей в совмещении по месту и времени двух противоположных процессов, идущих с выделением (плавление) и поглощением (кристаллизация) тепла. То есть, ЭШЛ протекает при достижении теплового равновесия (баланса) между подводимой и отводимой теплотой, нарушение которого ведет к дефектам внутреннего строения заготовки и даже аварии.
Известно также, что в силу специфики ЭШЛ является энергозатратным способом с низким тепловым КПД (Медовар Б.И. и др. Электрошлаковые печи. Под ред. Б.Е.Патона. - Киев: Наук. думка, 1976, с.17). В частности, вместо теоретически расчетных 400 кВт·ч/т стали расходуется до 2000 кВт·ч/т стали. При этом до 50% теплоты отводится водой на охлаждение высокотемпературной (до 2000°C) зоны плавления (локализованной шлаковой ванной) для обеспечения термостойкости (исключения разрушения) металлической литейной формы (тепловой поток на стенку формы составляет 0,5…1,5 МВт/м2). До 20% теплоты теряется излучением с поверхности шлаковой ванны. И лишь до 30% подводимой активной мощности расходуется на плавление металла.
Известно также, что в силу специфики ЭШЛ крайне затруднительно получение трубных заготовок с тонкой стенкой, что обусловлено сложностью обеспечения равномерного и достаточного для исключения «намерзания» металла температурного поля в узком кольцевом формообразующем пространстве между кристаллизатором и дорном.
В тоже время, из уровня ЭШТ известно, что получение тонкостенных трубных заготовок, а также снижение энергозатрат и повышение производительности возможно в способах электрошлаковой тигельной плавки (ЭШТП), основанных на разделении по месту и времени процессов плавления и заполнения литейной формы (Медовар Б.И. и др. Электрошлаковая тигельная плавка и разливка металла. Под ред. Б.Е.Патона. - Киев: Наук. думка, 1988 г., с.17). ЭШТП предусматривает электрошлаковую плавку в огнеупорной емкости (тигле) с последующим переливом расплава в стационарную (электрошлаковое кокильное литье, ЭКЛ) или вращающуюся (центробежное электрошлаковое литье, ЦЭШЛ) металлическую литейную форму (там же с.24). Для получения трубных заготовок предпочтительнее ЦЭШЛ (там же с.28). Наличие внешнего воздействия в виде поля центробежных сил создает благоприятные условия для кристаллизации металла, в частности, по его уплотнению. Под воздействием центростремительных сил происходит разделение заливаемой шлакометаллической смеси, в результате чего достигается рафинирующая обработка («промывка») металла вытесняемым шлаком. Накапливаемый на внутренней поверхности заготовки шлаковый гарнисаж снижает зарождение и встречное движение фронта кристаллизации, чем повышается транскристаллизация. Однако ЦЭШЛ предусматривает дополнительную операцию разливки металла переливом, что повышает трудоемкость, а также не исключает его окисления. Разливка двух не смешивающихся, но эмульгирующих расплавов способна приводить к замешиванию шлака металлом, что приводит к его загрязнению. Действие центробежных сил способно вызвать ликвацию элементов сплава по весу (разделение по плотности), что приводит к полосчастости структуры. Таким образом, структура металла ЦЭШЛ, в сравнении с ЭШЛ, менее совершенна. Кроме того, образование шлакового гарнисажа вызывает затруднения по его удалению, а перелив металла создает циклический характер работы футеровки тигля, сопровождаемый термоударами, что приводит к ее растрескиванию (засорению металла) и разрушению (сокращению срока службы).
В основу предполагаемого изобретения положена схема ЭШЛ трубных заготовок в неподвижный кристаллизатор с дорном скользящего типа (Патон Б.Е., Медовар Б.И. и Бойко Г.А. Электрошлаковое литье. - Киев: Наук. думка, 1980 г., с.81-82), в котором, в отличие от кристаллизаторов-изложниц, две его зоны - верхняя (зона плавления) и нижняя (зона кристаллизации) стационарны в течение плавки, что позволяет использовать короткий по высоте кристаллизатор с дорном, а заготовку получать вытяжкой. Однако не только. Факт постоянства положения двух зон использован авторами для выделения верхней зоны плавления в самостоятельную зону в виде теплового модуля (с теплоизолирующей функцией по аналогии с тиглем в ЭШТП), совмещенную с нижней зоной кристаллизации. Именно это позволяет реализовать в предлагаемом способе предмет изобретения - схему ЭШЛ трубных заготовок, основанную на совмещении по месту, но разделении во времени процессов плавки металла (в тепловом модуле) и заполнении литейной формы (кристаллизатора с дорном).
Реализация предлагаемого способа позволяет сочетать преимущества ЭШТП и ЭШЛ и исключить их недостатки, в частности, сочетаются такие преимущества, как энергосбережение, повышение скорости плавки (от ЭШТП) и совершенство структуры заготовки (от ЭШЛ), а исключаются такие недостатки, как перелив и загрязненность металла, цикличность плавок (в ЭШТП) и энергоемкость, низкая производительность (в ЭШЛ). Вместе с тем приобретаются принципиально новые преимущества, до сих пор не известные в ЭШТ, а именно: разливка без перелива, причем не шлакометаллической смеси, а металла, что исключает такие негативные явления, как трудоемкость операций перелива и отделения шлака от заготовки, а также окисление разливаемого металла, замешивание в него шлака. Кроме того, упрощается получение трубных заготовок, особенно с тонкой стенкой, а также появляется возможность непрерывности процесса плавки, что повышает стойкость футеровки за счет исключения ее термоударов, свойственных циклическому характеру работы в ЭШТП.
Предлагаемый способ предусматривает, по аналогии с ЭШТП, накопление и термостатирование жидкого металла, что в известной степени является противопоказанным процессом для электрошлаковой плавки, так как сопряжено с «намерзанием» (образованием гарнисажа) металла на стенках тигля. Причем данные явления в предлагаемом способе многократно усиливаются, так как имеет место совмещение теплового модуля с литейной формой - источником принудительного охлаждения высокой интенсивности. И если в ЭШТП допустимо «намерзание» металла, так как используется перелив металла (гарантия разливки), то в предлагаемом способе, исключающем перелив, «намерзание» металла не допустимо, особенно в донной части теплового модуля, в которой осуществляется разливка. Причем выполнение этого требования осложняется тем обстоятельством, что разливку осуществляют через выпускное отверстие, диаметр которого лимитируется толщиной стенки трубной заготовки и не может ее превышать.
Исключение в предлагаемом способе негативного явления «намерзания» металла, гарантия разливки и сплошности трубной заготовки потребовали следующих технических решений.
Во-первых, наличие в центральной части теплового модуля водяного подводяще-отводящего узла для охлаждения дорна потребовало его теплоизоляции.
Во-вторых, активный отбор теплоты футеровкой теплового модуля в начальный момент плавки до наступления баланса между подводимой и отводимой теплотой потребовал предварительного подогрева футеровки.
В-третьих, совмещение теплового модуля с источником интенсивного теплоотвода (кристаллизатора с дорном) потребовало температурного барьера между ними в виде промежуточного формообразующего устройства с низким теплоотводом.
В-четвертых, накопление большого объема жидкого металла, формирование тонкостенных трубных заготовок, близких по высоте к трубам, потребовали подогрева в течение плавки и разливки теплового модуля с узлом разливки и промежуточного формообразующего устройства.
В-пятых, улучшение структуры металла, гарантия отсутствия «намерзания» металла при накоплении больших объемов потребовали использования электрошлакового перемешивания.
Различия существующих схем ЭШЛ трубных заготовок в неподвижный кристаллизатор с дорном, взятых, как отмечалось, за основу при разработке предлагаемого способа, состоят в количестве и конфигурации расходуемых электродов, схеме питания и конструкции дорна, что видно из выбранных аналогов и прототипа.
Известен способ (см. например, Патон Б.Е., Медовар Б.И. и Бойко Г.А. Электрошлаковое литье. - Киев: Наук. думка, 1980 г., с.84-86), при котором используют электрошлаковый переплав одного расходуемого электрода с формированием и вытяжкой трубной заготовки в кристаллизаторе с дорном.
При таком способе применяют дорн, встроенный (жестко закрепленный) в нижней части кристаллизатора, что освобождает его верхнюю зону плавления и позволяет использовать один расходуемый электрод большого сплошного сечения вместо более дорогой многоэлектродной схемы переплава электродов малого диаметра. Однако этот способ позволяет использовать лишь прямую схему питания, которая менее эффективна по сравнению с бифилярной схемой, применяемой только в многоэлектродной схеме переплава. Кроме того, этим способом крайне затруднительно получение тонкостенных трубных заготовок.
Таким образом, задачей данного технического решения являлось ЭШЛ трубных заготовок с использованием одноэлектродной схемы переплава.
Сходными признаками известного технического решения и заявляемого объекта является электрошлаковый переплав, формирование и вытяжка заготовки в кристаллизаторе с дорном.
Эффективнее другой известный способ (см. например, Уджи А. и др. Развитие новой технологии электрошлакового литья применительно к производству цилиндрических изделий. В сб. Электрошлаковый переплав, выпуск 3. - Киев: Наук. думка, 1975 г., с.178-179), при котором используют многоэлектродную схему переплава расходуемых электродов с формированием и вытяжкой заготовки в кристаллизаторе с дорном.
При таком способе получают трубы с толщиной стенки до 6 мм. Однако используют прямую расщепленную схему питания. Причем, переплаву подвергают специальные сложнопрофильные (в виде сегментов) расходуемые электроды, изготовление и установка которых в литейной форме с минимальными зазорами весьма трудоемка.
Таким образом, задачей данного технического решения являлось ЭШЛ трубных заготовок с тонкой стенкой.
Сходными признаками известного технического решения и заявляемого объекта является электрошлаковый переплав расходуемых электродов, формирование и вытяжка заготовки в кристаллизаторе с дорном.
Наиболее близким по технической сути и достигаемому техническому результату является способ (Медовар Б.И. и др. Электрошлаковые печи. Под ред. Б.Е.Патона. - Киев: Наук. думка, 1976 г., с.284-285), принятый авторами за прототип, при котором используют многоэлектродную схему электрошлакового переплава с формированием и вытяжкой трубной заготовки в кристаллизаторе с дорном.
В таком способе для реализации многоэлектродной схемы переплава используют кристаллизаторы с уширенной плавильной зоной, чего достигают, в зависимости от диаметра получаемой заготовки, за счет расширения верхней части кристаллизатора, сужения верхней части дорна или за счет того и другого. Это позволяет использовать в многоэлектродной схеме переплава электроды большого сплошного сечения.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого авторами за прототип, относятся низкие скорость литья и производительность, большая энергоемкость и сложность получения тонкостенных трубных заготовок.
Таким образом, задачей прототипа являлось ЭШЛ трубных заготовок с использованием многоэлектродной схемы переплава.
Общими признаками с предлагаемым авторами способом ЭШЛ трубных заготовок является электрошлаковый переплав расходуемых электродов, формирование и вытяжка заготовки в кристаллизаторе с дорном.
В отличие от прототипа, предлагаемый авторами способ основан на том, что электрошлаковый переплав осуществляют в тепловом модуле, в котором накапливают и термостатируют жидкий металл, а затем разливают через выпускное отверстие со стопорным механизмом в кристаллизатор с дорном, размещенные под тепловым модулем.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- перед электрошлаковым переплавом тепловой модуль предварительно нагревают до заданной температуры;
- накопление и термостатирование жидкого металла осуществляют с электромагнитным перемешиванием и с подогревом теплового модуля;
- разливку жидкого металла осуществляют в промежуточное формообразующее устройство с подогревом или без него;
- разливку жидкого металла осуществляют порционно.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа, на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является повышение скорости плавки и литья, снижение энергозатрат и расширение технологических возможностей ЭШЛ трубных заготовок, особенно с тонкой стенкой.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе электрошлакового литья трубных заготовок, включающем электрошлаковый переплав расходуемых электродов, формирование и вытяжку заготовки в кристаллизаторе с дорном, особенность заключается в том, что электрошлаковый переплав осуществляют в тепловом модуле, в котором накапливают и термостатируют жидкий металл, а затем разливают через выпускное отверстие со стопорным механизмом в кристаллизатор с дорном, размещенные под тепловым модулем.
Новая совокупность технологических признаков, а также наличие связей между ними позволяет, в частности, за счет:
- электрошлакового переплава в тепловом модуле снизить энергозатраты;
- накопления и термостатирования жидкого металла повысить скорость плавки;
- разливки через выпускное отверстие со стопорным механизмом в кристаллизатор с дорном, размещенные под тепловым модулем, совместить по месту, но разделить во времени процессы плавки и заполнения кристаллизатора с дорном, что повышает скорость литья и расширяет технологические возможности ЭШЛ трубных заготовок, особенно с тонкой стенкой.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности, за счет:
- предварительного нагрева теплового модуля до заданной температуры снизить тепловые потери во время электрошлакового переплава, прежде всего в начальный момент плавки, что исключает «намерзание» металла на стенках теплового модуля, соответственно, гарантирует разливку и, как следствие, расширяет технологические возможности ЭШЛ трубных заготовок;
- накопления и термостатирования жидкого металла с электромагнитным перемешиванием и подогревом теплового модуля улучшить структуру металла и исключить его «намерзание» посредством выравнивания температуры в тепловом модуле, что повышает скорость плавки и, как следствие, расширяет технологические возможности ЭШЛ трубных заготовок;
- разливки жидкого металла в промежуточное формообразующее устройство с подогревом или без него создать температурный барьер между зоной плавки (тепловым модулем) и зоной кристаллизации (кристаллизатором с дорном), что гарантирует разливку металла (без «перемерзания»), сплошность заготовки и, как следствие, расширяет технологические возможности ЭШЛ трубных заготовок, особенно с тонкой стенкой;
- порционной разливки жидкого металла создать условия непрерывности способа, что повышает стойкость теплового модуля, а также увеличивает производительность и, как следствие, расширяет технологические возможности ЭШЛ трубных заготовок.
Сущность предлагаемого изобретения заключается в том, что при осуществлении способа ЭШЛ трубных заготовок, включающего электрошлаковый переплав расходуемых электродов, формирование и вытяжку заготовки в кристаллизаторе с дорном, в отличие от прототипа, согласно изобретению, электрошлаковый переплав осуществляют в тепловом модуле, в котором накапливают и термостатируют жидкий металл, а затем разливают через выпускное отверстие со стопорным механизмом в кристаллизатор с дорном, размещенные под тепловым модулем.
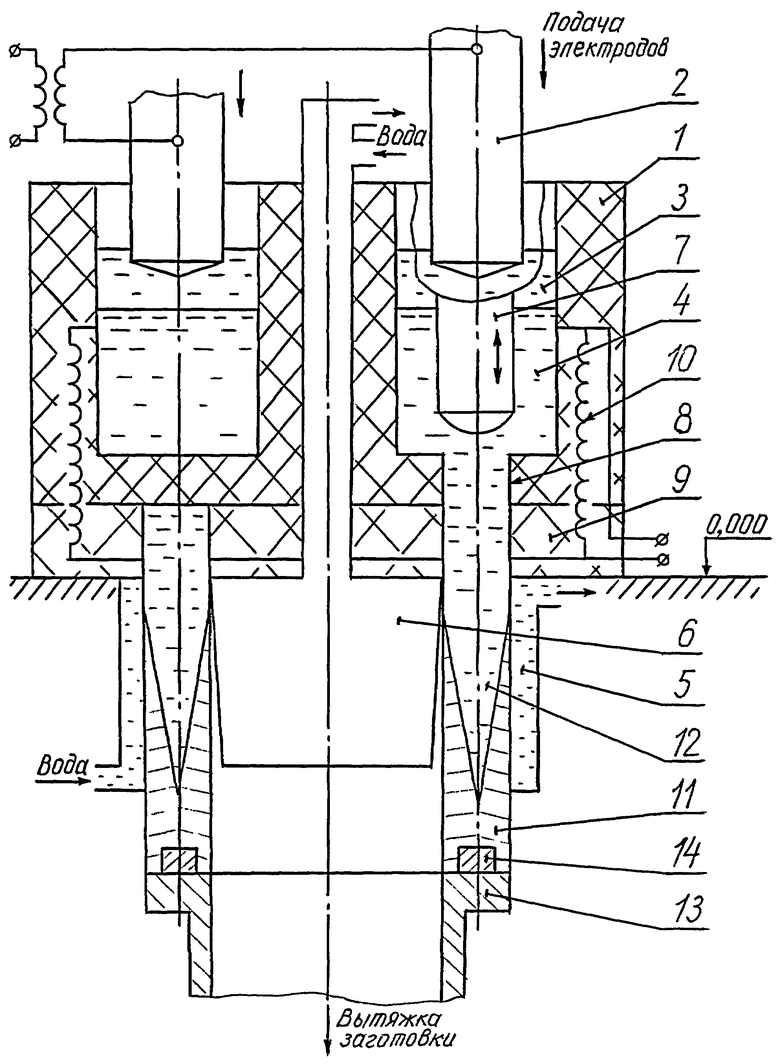
Сущность предлагаемого изобретения поясняется чертежом, где представлена технологическая схема ЭШЛ трубных заготовок.
Технологическая схема ЭШЛ трубных заготовок по предложенному способу содержит тепловой модуль 1, расходуемые электроды 2, шлаковую ванну 3, жидкий металл 4, кристаллизатор 5, дорн 6, стопор 7, выпускное отверстие 8, промежуточное формообразующее устройство 9, электронагреватели 10, трубную заготовку 11, лунку жидкого металла 12, поддон 13 и затравки 14.
ЭШЛ трубных заготовок по предлагаемому способу осуществляется следующим образом.
В тепловой модуль 1 заливают определенное количество (примерно 3…10% от массы переплавляемого металла) предварительно расплавленного синтетического флюса (например, на многокомпонентной основе CaF2-Al2O3-CaO-SiO2-MgO). Перелитый флюс образует шлаковую ванну 3, в которую погружают расходуемые электроды 2, подключенные к источнику питания по одной из схем: по прямой расщепленной или бифилярной. На электроды 2 подают напряжение и осуществляют электрошлаковый переплав. В тепловом модуле 1 накапливают и термостатируют жидкий металл 4, который затем непрерывно или полунепрерывно разливают через выпускное отверстие 8 с стопором 7. Разливаемый металл 4 поступает в кольцевое формообразующее пространство между водоохлаждаемыми кристаллизатором 5 и дорном 6, где сплавляется с затравками 14 поддона 13 и, посредством чего, вытягивается в виде трубной заготовки 11. Затвердевание заготовки 11 происходит направленно, перпендикулярно фронту кристаллизации, конфигурация которого совпадает с формой лунки жидкого металла 12. В зависимости от толщины стенки и диаметра заготовки 11 скорость литья составляет 40…70 мм/мин (2,4…4,2 м/ч) и может достигать 100…120 мм/мин (6,0…7,2 м/ч).
В частных случаях, перед электрошлаковым переплавом тепловой модуль 1 подвергают предварительному подогреву, исходя из его теплоемкости, как правило, до температуры 700…1100°C посредством электронагревателей 10, что позволяет предотвратить «намерзание» металла в первоначальный момент плавки, сопровождающийся интенсивным отбором тепла на прогрев футеровки теплового модуля 1. Накопление и термостатирование жидкого металла 4 осуществляют с электромагнитным перемешиванием. Накопление и термостатирование жидкого металла 4 осуществляют также с подогревом электронагревателями 10 теплового модуля 1, что гарантирует отсутствие «намерзания» металла. Разливку жидкого металла 4 осуществляют в промежуточное формообразующее устройство 9 с подогревом (или без него) электронагревателями 10. Разливку жидкого металла 4 осуществляют порционно, что позволяет в непрерывном режиме получать заготовки 11 и повысить стойкость теплового модуля 1 за счет исключения термоударов.
ЭШЛ трубных заготовок данным способом повышает скорости плавки и литья, снижает энергозатраты и расширяет технологические возможности получения трубных заготовок, особенно с тонкой стенкой.
Указанный положительный эффект подтвержден апробированием способа в соответствии с изобретением в опытно-промышленных условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2414989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ТОНКОСТЕННЫХ ВЫСОКОПРОЧНЫХ КОРПУСОВ | 2009 |
|
RU2429939C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2009 |
|
RU2410194C2 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА | 2013 |
|
RU2533579C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА | 1999 |
|
RU2171854C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ НИЗКОЛЕГИРОВАННЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2021 |
|
RU2770807C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2009 |
|
RU2413016C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА КОМПАКТНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2152447C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2006 |
|
RU2328538C1 |
Изобретение относится к области специальных видов литья, а именно к способам электрошлакового литья (ЭШЛ) трубных заготовок из железоуглеродистых сплавов для изделий ответственного назначения, которые можно использовать в заготовительном производстве машиностроения, а также в нефтегазохимической и энергетической отраслях промышленности. В способе расходуемые электроды переплавляют в тепловом модуле, в котором накапливают и термостатируют жидкий металл, который разливают через выпускное отверстие посредством стопорного механизма в кристаллизатор с дорном, размещенные под тепловым модулем. Изобретение позволяет повысить скорость плавки и литья, снизить энергозатраты и расширить технические возможности ЭШЛ трубных заготовок с тонкой стенкой. 4 з.п. ф-лы, 1 ил.
1. Способ электрошлакового литья трубных заготовок, включающий электрошлаковый переплав расходуемых электродов, формирование трубной заготовки в кристаллизаторе с дорном и ее вытяжку, отличающийся тем, что электрошлаковый переплав осуществляют в тепловом модуле, в котором осуществляют накапливание и термостатирование жидкого металла, который затем разливают через его выпускное отверстие со стопорным механизмом в кристаллизатор с дорном, размещенные под тепловым модулем.
2. Способ по п.1, отличающийся тем, что перед электрошлаковым переплавом тепловой модуль предварительно нагревают до заданной температуры.
3. Способ по п.1, отличающийся тем, что накопление и термостатирование жидкого металла осуществляют с электромагнитным перемешиванием и с подогревом теплового модуля.
4. Способ по п.1, отличающийся тем, что разливку жидкого металла осуществляют в промежуточное формообразующее устройство с подогревом или без него.
5. Способ по п.1, отличающийся тем, что разливку жидкого металла осуществляют порционно.
| ПАТОН Б.Е | |||
| и др | |||
| Электрошлаковые печи | |||
| - Киев: Наукова Думка, 1976, с.284-285 | |||
| RU 2007149056 А, 10.07.2009 | |||
| Композиция для пенопласта | 1985 |
|
SU1326579A1 |
| Устройство пуска и отключения электродвигателя компрессора | 1990 |
|
SU1804689A3 |
| Пневматическая машина ударного действия | 1980 |
|
SU939755A1 |
| ПАТОН Б.Е | |||
| и др | |||
| Электрошлаковое литье | |||
| - Киев: Наукова Думка, 1980, с.81-82. | |||

