(54) ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ ПОКРЫТИЙ СПЛАВОМ НИКЕЛЬ-ЖЕЛЕЗО-ФОСФОР

Изобретение относится к гальваностегии , в частности к осаждению покрытий сплавом никель-железо-фосфор, которые могут найти применение в микроэлектронике, вычислительной технике, а также в автомобиле- и тракторостроении .
Известен электролит для осаждения покрытий сплавом/Никель-железо-фосфор , содержащий сульфаты никеля и железа, борную кислоту, хлорид аммония и гипофосфорит натрия Q.
Наиболее близким к предлагаемому являetcя электролит для осаждения магнитных гленок сплавом никель-железо-фосфор ( железа, 1-3% фосфора), содержащий сульфат и.хлорид никеля, сульфат железа, гипофос- . фат натрия, сахарин,.борную и лимонную кислоты и лаурйлсульфат нат.рия 2 .
Однако данный электролит недостаточно эффективен при осаждении защитных покрытий.
Цель изобретения - повышение физико-механических свойств и корро зионной стойкости покрытий.
Указанная цель достигаетея тем, что электролит, содержащий сульфат и хлорид никеля, сульфат железа, О гипофосфит натрия,сахарин, борную и лимонную кислоты, дополнительно содержит глицин или ацетат натрия при следующем соотношении компонентов, г/л:
Сульфат никеля O-kS
Хлорид никеля30- 5
Сульфат железа10-30
Гипофосфит натрия8-12
Борная кислота25- 5
Лимонная кислота. 20-30
Глицин или ацетат натрия5-10
Сахарин1-2
Осаждение рекомендуют проводить на медные или стальные подложки при ЗО-бО С и плотности тока 2-7 А/дм : Спри Умеренном перемешивании) с использованием никелевых анодов. Для лучшего сцепления покрытий с основой перед осаждением детали катодно обезжиривают в растворе,, содержащем, г/л: тринатрийфосфат 25-30, углекислый натрий 25-30 и жидкое стекло .
Кислотность электролита ,33,5) устанавливают 20%-ным раствором серной кислоты.
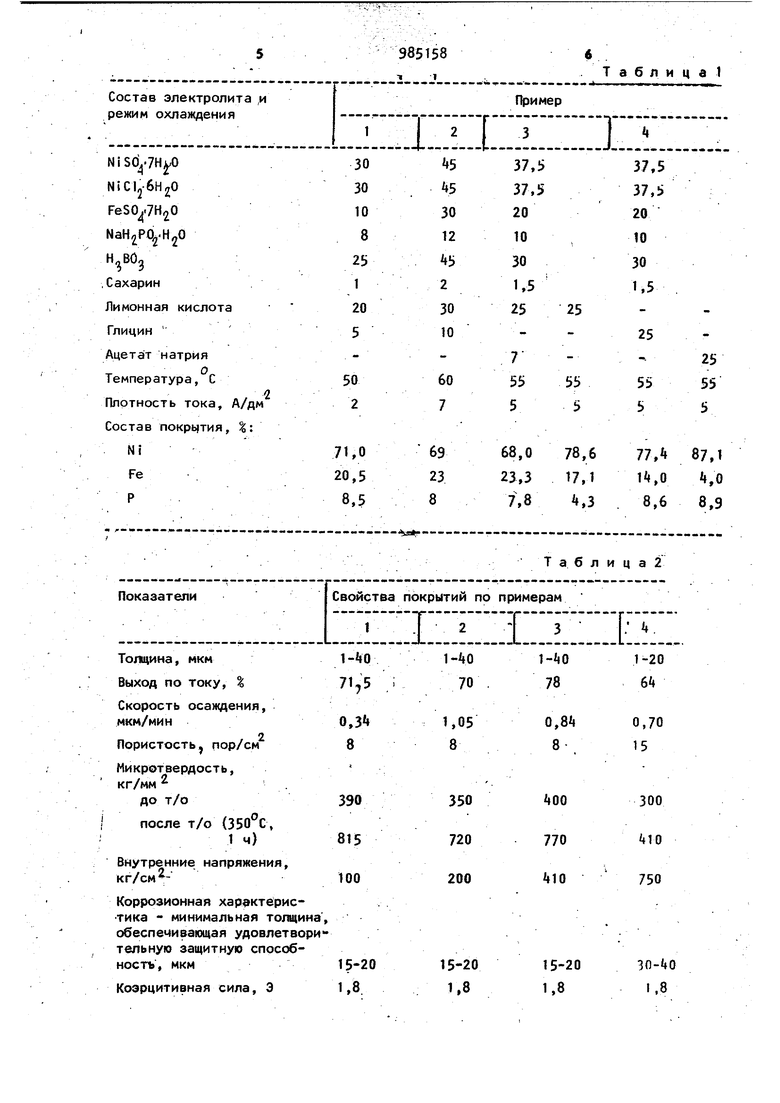
Рассеивающая способность предлагаемого электролита, измеренная в щ левой ячейке с разборным катодом, составляет 30. Корректиров1 а электролита по все компонентам, а также по рН обеспечи ,вает надежную его работу в течение длительного времени.. Изобретение иллюс1рируется несколькими примерами, представленны ми в табл. 1. Как видно из данных табл. 1, для того, чтобы ввести в сплав фосфор-, и железо в достаточно больших количествах, электролит должен содержать глицин или ацетат натрия в сочетании с лимонной кислотой в опрег деленных соотношениях. В случае применения одного из указанных компонентов желаемый .эф. фект не достигается (пример 4). В табл. 2 представлены ф/)зико-м ханические свойства и коррозионная стойкость покрытий,.полученных в электролите согласно изобретению и электролите без глицина или ацетата натрия. Коррозионные испытания проводились потенциостатическим методом в растворе АСС (5%-ный раствор хло ристого натрия + уксусная кислота до ,24 в течение 2 ч). Как показали испытания, стационарный потенциал покрытий в раство ре АСС относительно НВЭ составляет (-9.0.) -(-105) В для фольги сплава, для системы сталь-покрытие (толщина 30 мкм)- (-195)-С210) мВ, в то время как для покрытий, полученных в электролите без глицина (ацетата натрия),стационарный потенциал
составляет -130 и -320 мВ соответственно.
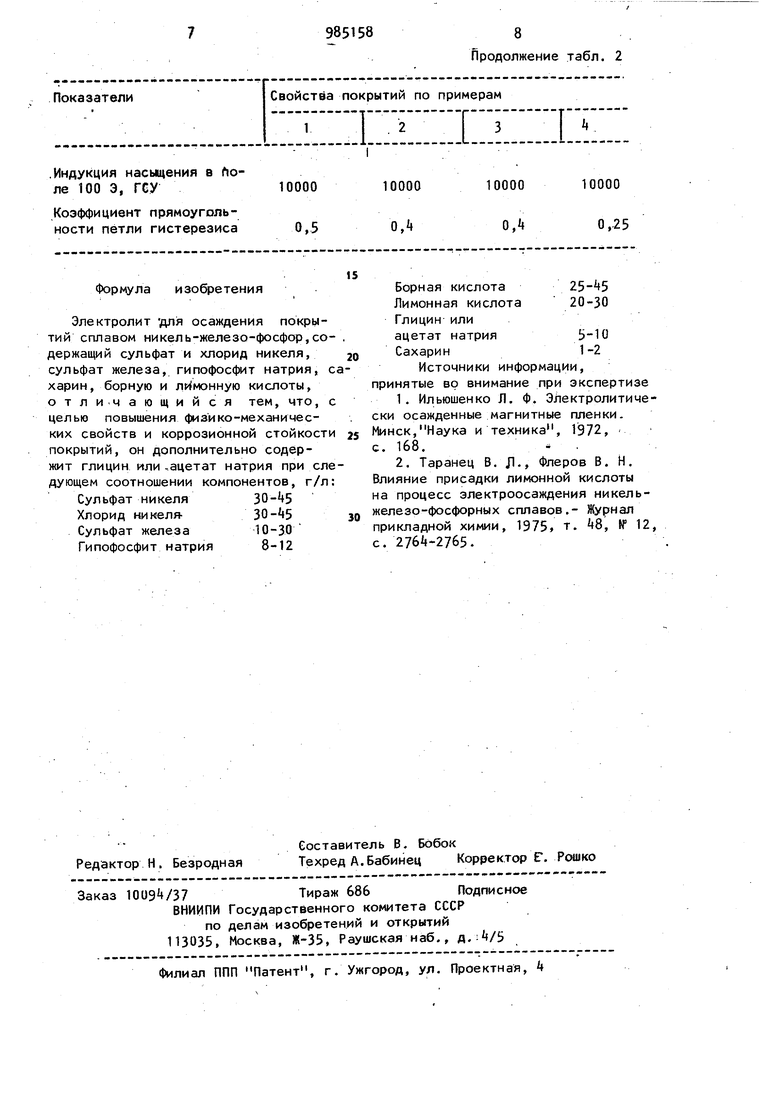
Как видно из табл. 2, внутренние напряжения осадков, полученных из предлагаемого электролита, много меньше внутренних напряжений, полученных из электролита без глицина (ацетата натрия). Микротвердость предлагаемого сплава выше микротвердости сплава, полученного из известного электролита, причем термообработка значительно в большей степени повышает микротвердость .{в 2 раза) сплава, полученного из известного электролита. Получаемый согласно изобретению сплав обладает также лучшими защитными свойствами, что характеризуется более положительной величиной стационарного потёнциала как фольги сплава, так и системы сталь-покрытие при одинаковой его толщине, т.е. удовлетворительная защитная способность обеспечивается при меньшей толщине покрытия. Из электролита согласно изобретению возможно получать сплав с достаточно высоким содержанием как фосфора, так и железа при ограниченной концентрации последнего в растворе. Вследствие вышеуказанного получение предлагаемого сплава дает дос- : таточную экономию дефицитного металла никеля наряду с повышенной микротвердостью покрытий, прошедших термообработку, и пониженными внутренними напряжениями, что объясняется включением фосфора в сплав в достаточно больших количествах. Кроме того, предлагаемый электролит характеризуется высокими буферными свойствами. Скорость получения сплава, характеризуемая допустимой плотностью тока, также велика (2-7 А/дм) по сравнению с известным электролитом (0,21 ,2 А/дм). Поскольку суммарная концентрация солей никеля в этом электролите ниже, концентрации известного электролита 60-90 г/л против 22б г/л, то это дает возможность рассматривать изобретение нак более э,кономически выгодное. Экономия в результате замены химического способа на электрохимический составляет 29160 руб. в год.
985158 Электролит для осаждения покрытий сплавом никель-железо-фосфор,со держащий сульфат и хлорид никеля, сульфат железа, гипофосфит натрия, харин, борную и Л1 монную кислоты, отличающийся тем, что, целью повышения физико-механических свойств и коррозионной стойкост покрытий, он дополнительно содержит глицин или-ацетат натрия при сл дующем соотношении компонентов, г/л Сульфат никеля30 +5 Хлорид никеля-30-А5 Сульфат железа10-30 Гипофосфит натрия8-12
8 Продолжение табл. 2 Глицин или ацетат натрияfj-10 Сахарин1-2 Источники информации, принятые ар внимание при экспертизе 1.Ильюшенко Л. Ф. Электролитически осажденные магнитные пленки. Минск,Наука и техника, 1972, с. 168.- . 2.Таранец В. Jl- Флеров В. Н. Влияние присадки лимонной кислоты на процесс электроосаждения никельжелезо-фосфорных сплавов,- Журнал прикладной химии, 1975 т. , № 12, с. 2764-2765.
