(54) СПОСОБ ЭЛЕКТРОЭРОЗКОННОЙ ОБРАБОТКИ
1
Изобретение относится к электрофизическим и электрохимическим методам обработки и в частности, касается способа электроэрозионной обработки.
Известен способ электроэрозионной обработки, при котором электроду-инструменту одновременно с рабочей подачёй сообщает круговое перпендикулярное ей смещение с увеличивающимся радиусом вращения, в результате чего электрод-инструмент перемещается под углом к направлению рабочей подачи, а процесс обработки ведут в следящем режиме Ct.
Недостатком известного способа является то, что он имеет ограничения по глубине обработки выемок и низкую эффективность защиты от коротких замы каний.
Цель изобретения - осуществление обработки глубоких выемок при одновременной эффективной защите об работанной nosepxHOCjH от коротких замыканий.
Поставленная цель достигается тем, что процесс обработки осуществляют за несколько последовательных переходов, во время каждого из которых производят перемещение электрода-инструмента по указанной выше траектории до огибающей заданного контура детали, а каждый последующий переход осуществляют со смещением
10 электрода-инструмента на заданный . шаг в направлении рабочей подачи, и разведение электрода-инструмента с деталью при возникновении короткого замыкания осуществляют по указанной
15 выше траектории в обратном направ- . лении.
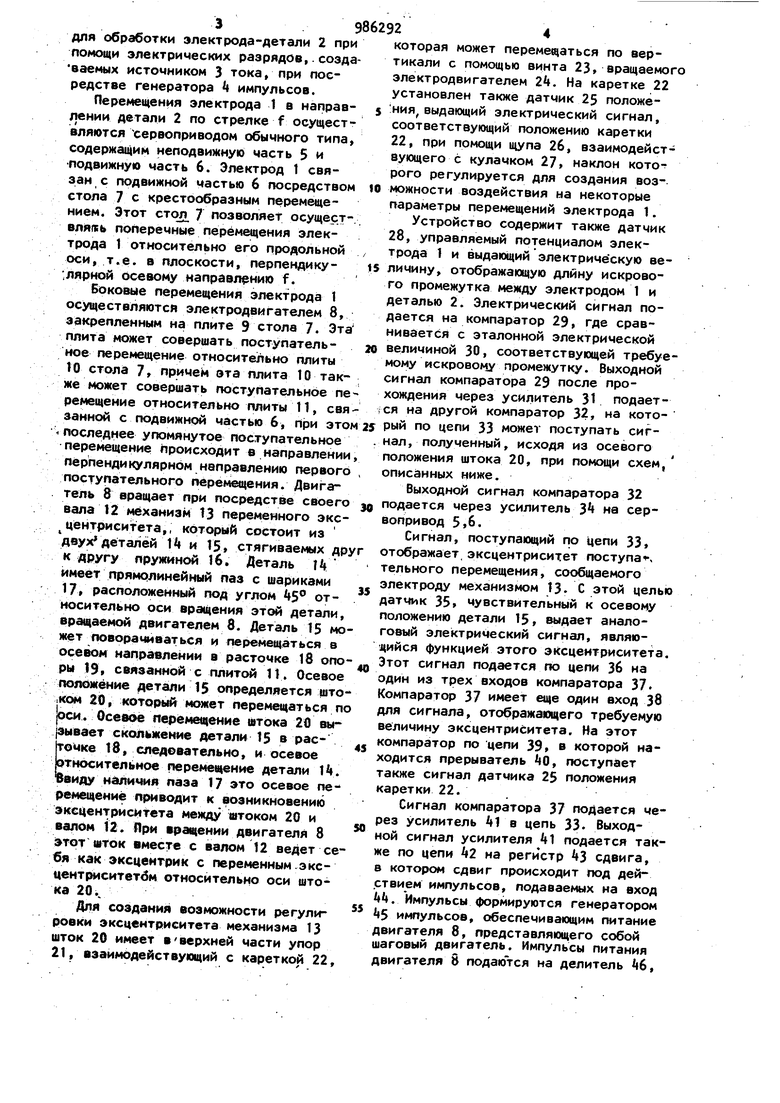
На фиг. 1 изображена схема устройства для реализации предлагаемого . способа; на фиг. 2 -5 варианты перемещений электрода-инструмента и обрабатываемой детали, которые можно получить с помощью устройства, представленного на фиг.1.
Устройство- (фиг. 1 ) содержит электрод-инструмент 1, предназначенный для обработки электрода-детали 2 при помощи электрических разрядов,.создаааемых источником 3 тока, при посредстве генератора Ц импульсов. Перемещения электрода 1 в направлении детали 2 по стрелке f осуществляются сервоприводом обычного типа, содержащим неподвижную масть 5 и подвижную часть 6. Электрод 1 связан с подвижной частью 6 посредством стола 7 с крестообразным перемещением. Этот стсщ 7 позволяет осущест-. вляпЕЬ поперечные перемещения электрода 1 относительно его продольной оси, т.е. в плоскости, перпендикуляриой осевому направлению f. Боковые перемещения электрода 1 осуществляются электродвигателем 8, закрепленным на плите 9 стола 7. Эта плита может совершать поступательное перемещение относительно плиты 10 стола 7 причем эта плиТа 10 также может совершать поступательное пе ремещение относительно плиты 11, свя занной с подвижной частью 6, При это нпоследнее упомянутое поступательное перемещение Происходит в направлении перпендикулярном направлению первого поступательного перемещения. Двигатель 8 вращает при посредстве своего вала 12 механизм 13 переменного экс центриситета,, который состоит из двух деталей Vt и 15, стягиваемых др к другу пружиной 16. Деталь И имеет прямолинейный паз с шариками 17 расположенный под углом 5° относительно оси вращения этой детали, вращаемой двигателем 8. Деталь 15 мо жет поворачиваться и перемещаться в осевом направлении в расточке 18 опо ры 19, связанной с плитой И. Осевое положение детали 1$ определяется IUTO iKcM 20, который может перемещаться п |оси. Осевое перемещение штока 20 вызывает скольжение детали 15 в расточке 18, следовательно, и осевое относительное перемещение детали I, наличия паза 17 это осевое перемещение приводит к возникновению экcl|eнтpиcйteтa между штоком 20 и валом 12. При вращении двигателя 8 этот шток вместе с валом 12 веДет се бя как эксцентрик с переменным.эксцентриситетбм относительно оси штока 20., Для создания возможности регулировки эксцентриситета механизма 13 шток 20 имеет вверхней части упор 21, взаимодействующий с кареткой 22, которая может перемещаться по вертикали с помощью винта 23, вращаемого электродвигателем 2k. На каретке 22 установлен также датчик 25 положе ния, выдающий электрический сигнал, соответствующий положению каретки 22, при помощи щупа 2б, взаимодействующего с кулачком 27, наклон которого регулируется для создания возможности воздействия на некоторые параметры перемещений электрода 1. Устройство содержит также датчик 28, управляемый потенциалом электрода 1 и выдающий электрическую Beличину отображающую длину искрового промежутка между электродом 1 и деталью 2. Электрический сигнал подается на компаратор 29, где сравнивается с эталонной электрической величиной 30, соответствующей требуемому искровому промежутку. Выходной сигнал компаратора 29 после прохождения через усилитель 31 подаетСЯ на другой компаратор 32, на KOTOРый по цепи 33 может поступать сигнал, полученный, исходя из осевого положения штока 20, при помощи схем, описанных ниже. Выходной сигнал компаратора 32 подается через усилитель 3 на сервопривод . Сигнал, поступающий по Цепи 33 отображает, эксцентриситет поступав-, тельного перемещения, сообщаемого электроду механизмом 13. С этой целью датчик 35 чувствительный к осевому положению детали 15, выдает аналоговый электрический сигнал, являюJ(ийcя функцией этого эксцентриситета. Этот сигнал подается по цепи 36 на один из трех входов компаратора 37 Компаратор 37 имеет еще один вход 38 для сигнала, отображающего требуемую величину эксцентриситета. На этот компаратор по цепи 39 в которой находится прерыватель О, поступает также сигнал датчика 25 положения каретки 22. Сигнал компаратора 37 подается через усилитель AI в цепь 33. Выходной сигнал усилителя подается также по цепи 42 на регистр 43 сдвига, а котором сдвиг происходит под действием импульсов, подаваемых на вход 44. Импульсы формируются генератором 45 импульсов, обеспечивающим питание двигателя 8, представляющего собой шаговый двигатель. Импульсы питания двигателя 8 подаются на делитель 46, коэффициент деления которого устанавливается таким образом, чтобы пос ле каждого полного оборота двигателя 8 получать число импульсов, равное числу ступеней регистра 43. Таким образом, когда амплитуда перемещения достигает радиуса, определяемого, сигналом на входе 38 компаратор 37 выдает выходной сигнал на усилитель k}. Выходной сигнал подается по цепи 33 на компаратор 32 для предотвращения передачи сигнала подачи на сервопривод . Выходной сигнал усилителя il подается также на регистр k3 сдвига. Если радиус, определяемый сигналом на входе 38, достигается равномерно при полном об роте двигателя 8, то все ступени регистра 3 имеют на выходе 1. Сиг налы регистра подаются на логическую схему И 47, имеющую столько входов, сколько ступеней содержит регистр АЗ. При этом схема И kj выдает сигнал, который, с одной стороны, подается на вход логической схемы ИЛИ kS и на вход мультивибрато с двумя устойчивыми положениями 9 а с другой стороны - на ждущий мультивибратор 50. Переключатель 51 позволяет направ лять сигнал с выхода 52 мультивибратора U9, либо выходной сигнал триггера 50 через прерыватель 53 на клем му а двигателя 2 для приведения пос леднего во вращение в направлении, соответствующем опусканию каретки 22 Другой выход триггера 50 соединен через прерыватель 5 и логическую сх му И 55 с клеммой Ь двигателя 2 для приведения последнего во вращение и перемещения каретки 22 вверх. Устройство содержит также средства ограничения хода каретки 22 вверх Эти средства представляют собой прерыватель 5б, срабатывающий при нахождении каретки в верхнем положении В этом положении прерыватель 5б, сна женный пальцем 57 подает сигнал О на вход логической схемы И 55, в результате чего последняя блокирует любой сигнал,вызывающий подъем карет ки 22. Устройство, реализующее предла- . гаемый способ, работает следующим вбразом. В процессе обработки двигатель 8 включен, в результате чего электрод . 1 приводится в поступательное движение по окружности в плоскости, пер пендикулярной его главной оси подачи , в направлении детали 2, причем радиус поступательного движения определяется эксцентриситетом между валом 12 и штоком 20. Когда упор 21 не соприкасается с кареткой 22, пружина 16 оттягивает шток 20 вниз до тех пор, пока детали 1 и 15 не упрутся друг в друга боковыми сторонами и не займут положения, при котором экс центриситет между валом 12 и штоком 20 равен нулю. Если регулируют положение каретки 22, опуская ее ниже уровня упора 21 в начале обработки, то всегда сначала получают поступательное перемещение нулевого радиуса, т.е. погружение электрода 1 в деталь вдоль его оси подаЧи, без поступательного перемещения относительно этой оси. Когда глубина захода электрода 1 в деталь 2 достигает достаточной величины, при которой упор входит в контакт с кареткой 22, всякое последующее перемещение электрода 1 вниз вызывает относительное перемещение штока и плиты 11, т.е. между штоком 20 и валом 12 создается эксцентриситет, увеличивающийся по линейному закону в функции величины подачи электрода 1 вниз. Таким образом, электрод 1 совершает поступательное перемещение, радиус которого линейно возрастает в функции подачи электрода, в результате чего каждая точка электрода перемещается по конической поверхности, ось которой параллельна направлению подачи электрода. На фиг. 2 показано осевое и радиальное перемещение определенной точки электрода в том случае, когда прерыватели kQ, 51, 53 и 5 находятся в положении, показанном на фиг.1. В тот момент, когда упор 21 встречает каретку 22, эта точка электрода находится на уровне ZQ и, ввиду увеличения радиуса поступательного перемещения, она перемещается По конусу, образующая которого обозначена Сд. Когда за время полного цикла Т,, поступательного перемещения эксцентриситет достигает величины R0, сигнал, вырабатываемый датчиком 35, становится больше заданного сигнала на входе 38, в результате чего схема kj выдает сигнал, вь1зываю|дий появление на входе 52 ждущего триггера 50 импульса определенной длительности. Этот импульс поступает через прерыватели 55 и 53 на двигатель 2k, который при этом вызывает перемещение каретки 22 вниз. Величина этого перемещения определяется длительностью импульса, выдаваемого триггером 50 и скростью вращения двигателя 2, Опускание каретки 22 вызывает уменьшение эксцентриситета поступательного движения и обработка продолжается по конической поверхности , вершина которой обозначена Z, до тех пор, пока эксцентриситет снова не достигнет величины R(j. С этого момента цикл работы дви гателя 2 повторяется, и видно, что обработка осуществляется за счет опускания электрода 1 в деталь 2, с провождающегося круговыми поступательными движениями электрода с пос тепенно увеличивающимся радиусом, которые циклически повторяются. Оги бающая предельных эксцентриситетов представляет собой цилиндр Е, концентричный с главной осью. Этот способ обработки является очень выгодным, особенно в случае обработки глубоких отверстий. Сочетание движения осевой подачи электрода и его поступательного движения дает результирующее движение по дачи под углом к оси электрода, в pesyjjbTaTe чего обработка осуществляется одновременно как по дну, та и по боковой стенке отверстия. В сл чае образования дуги или короткого замыкания отвод электрода происходи также под углом, в результате чего последний ударяется не только от дн отверстия, но также и от его боковой стенки, чти предотвращает сохранение дуги между боковыми поверхностями электрода и отверстия. Нако нец , поступательное движение в сочетании с движением подачи позволяе гораздо лучше обновлять вспомогательную жидкость в зоне обработки п сравнению с чисто осевой подачей электрода. На фиг. 2 показан также пунктиро другой закон подачи электрода, кото рый устанавливается при замкнутом прерывателе 0. В этом случае компа ратор 37 принимает сигнал датчика 2 положения. За счет изменения наклон кулачка 27 или даже установки противоположного наклона можно оказывать соответствующее воздействие на наклон огибающей Е крайних положений обработки, обозначенных через ,, R, Такая схема позволяет получать полости, суживающиеся или расширяющиеся в направлении проникания инструмента в деталь. В последнем случае необходимо, чтобы концевая часть электрода имела больший диаметр, чем тело электрода. На фиг. 3 показан другой режим работы устройства, представленного на фиг.1, благодаря которому можно осуществлять последовательные проходы при обработке с одинаковым для всех проходов прониканием электрода в обрабатываемую деталь, но с постепенно увеличивающимся радиусом кругового поступательного движения. Для получения такой подачи электрода необходимо, чтобы прерыватель kQ был замкнут, переключатель 51 был подключен к выходу мультивибратора 4Э, прерыватель 53 был подключен к логической схеме 55, а прерыватель 5 разомкнут. Когда при этом достигается предельная траектория поступательного движения, сигнал с выхода схемы 47 устанавливает мультивибратор в положение, при котором на его выходе 52 присутствует 1. Этот выходной сигнал вызывает через прерыватель 53 и схему 55 подъем каретки 22 до тех пор, пока схема 55 не выдаст импульс формируемый всякий раз-, когда двигатель 2k повернется на величину, соответствующую определенному перемещению каретки 22, например, всякий раз, когда последняя переместится на расстояние доли миллиметра. Следует отметить, что подъем каретки приводит к увеличению эксцентриситета механивма 13, то вызывает уменьшение искрового промежутка и, следовательно, включение сервопривода 5,6 в направлении отвода электрода, что сводит к нулю увеличение эксцентриситета. Таким образом, всякий раз, когда поступательное движение достигает предельной траектории, такой как Т , Tg, Т,..., сервопривод 5,6 вызывает отвод электрода без изменения размаха тра ектории, и об работка продолжается до достижения траектории большого радиуса, поскольку сигнал, формируемый датчиком 28,-изменяется по сигналу, выдаваемому датчиком 25. На фиг. Ц показан закон перемещения, при котором обеспечивается наклонная обработка за несколько последовательных проходов, при этом каждый проход отделен от следующего пе реходом, при котором эксцентриситет поступательного движения равен нулю Такой режим работы получается в том случае, когда прерыватель АО замкнут; , прерыватель 51 подключен к три геру 50, 53 - к клемме а, а 5 -замкнут. В начале обработки каретка 22 за нимает свое самое верхнее положение, при котором прерыватель 56 ра зомкнут, и подает нулевой сигнал на вход схемы 55. После первого проход в конце которого эксцентриситет дос тигает величины R, каретка 22 опускается на величину, необходимую для получения близкого к нулю эксцентриситета, причем эта величина обеспечивается путем регулировки Длительности неустойчивого состояни триггера 50. Во время опускания каретки 22 прерыватель 5б подает сигнал 1, на схему 55, в результате чего, когда триггер 50 возвращается в устойчивое состояний, его сигнал с выхода 53 вызывает подъем каретки 22 до срабатывания прерывателя 56. Прерыватель 5б установлен с трением на своем держателе и снабжес изогнутым пальцем 57, заходящим с зазором под каретку 22. Таким образом, во время опускания каретки 22, прерыватель 5б перемещается вниз на расстояние, меньшее длины перемещения каретки. Следовательно, каретка 22 поднимается только до положения Z, при этом обработка положения Z ,при этом обработка продол жается до RQ,,большего чем R ,поскольк сигнал датчика 35 корректируется датч ком 251И цикл повторяется до достижения требуемой глубины обработки. На фиг. 5 показан режим работы, при котором крайние положения перемещений точки электрода ограничены полусферической поверхностью. Для ;обеспечения этого режима работы прерыватель «О замыкают, 51 подключают к выходу триггера 50, 53 - к клемме а и 5t размыкают. Следовательно, эти прерыватели занимают такие же по ложения, как.на фиг.2, для получения эксцентриситетом R, R2И т.д. вписанных в сгибающую Е . Прямолинейная площадка кулачка 27 заменяется поверхностью, форма которой соответствует требуемой сферической огибающей. Такая огибающая перемещений в осевом и радиальном направлениях дает исключительные преимущества , поскольку позволяет обеспечить максимальную точность обработки полости, имеющей:любую форму. Можно предусмотреть многочисленные изменения предлагаемого устройства, в частности, заменить датчик 52 и кулачок 27 вращающимся кулачком, приводимым во вращение, с возможной демультипликацйей, двигателем 2k, причем этот кулачок взаимодействует с индикатором положения, выдаю щим сигнал в цепь 39. Кроме того, конец штока 20 может быть выполнен с резьбой для создания возможности приведения его в движение двигателем 2k при посредстве колеса, имеющего соответствующую резьбовую расточку, причем осевое положение этого колеса остается неизменным. Формула изобретения Способ электроэрозионной обработки, при котором электроду-инструменту одновременно с рабочей подачей сообщают круговое, перпендикулярное ей смещение с увеличивающимся радиусом вращения, а процесс обработки ведут в следующем режиме, отличающийся тем, что, с целью осуществления обработки глубоких выемок при одновременной эффективной защите обработанной поверхности от коротких замыканий,процесс обработки осуще.ствляют за несколько последовательных переходов во время каждого из которых производят перемещение электрода-инструмента по указанной выше траектории до огибающей заданного контура детали, а каждый последующий переход осуществляют со смещением электрода-инструмента на заданный шаг в направлении рабочей подачи, и разведение электрода-инструмента с деталью при возникновении короткого замыкания осуществляют по указанной выше траектории в обратном направлении. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР Vf 468751, кл. В 23 Р 1/02, 196.
фигЛ
Лч