Изобретение относится к изготовлению абразивного инструмента.
Известен абразивный сборный круг, выполненный в виде корпуса с кольцевым пазом с установленными в нем абразивными элементами, чередующимися с без абразивными проставкаг-ет Г1 .
Однако известный абразивный круг не имеет возможности производить обработку с наложением колебаний абразивонесущих элементов в плоскости вращения, что снижает эффективность его работы.
Цель изобретения - повышение эф. фективности обработ ки.
Цель достигается благодаря тому, что одна из проставок выполнена из материала, например из резины, модуль упругости которого в 100000150000 раз меньше модуля упругости материаг;а остальных проставок, и неподвижно закреплена в зоне заходногр окна.
Круг снабжен генератором колебаний, встроенным в проставку, жестко связанную с корпусом, рабочий орган которого взаимодействует с абразивным элементом.
В абразивный сборный круг могут быть йведены два подковообразных
сепаратора с роликами, а корпус круга выйолнить в виде соединенных между собой двух раздельных крышек с периферийными скосами и заходным окном, при этом сепараторы необходимо установить на внутренней поверхности скосов вне зоны заходного ркна.
При другом варианте исполнения абразивного сборного круга на боко10вых внутренних поверхностях периферийного паза вне зоны заходного окна можно выполнить подковообразные углубления, а внутри корпуса между посадочным отверстием и подковообразны15ми углублениями выполнить радиальные и осевые гидроканалы. .
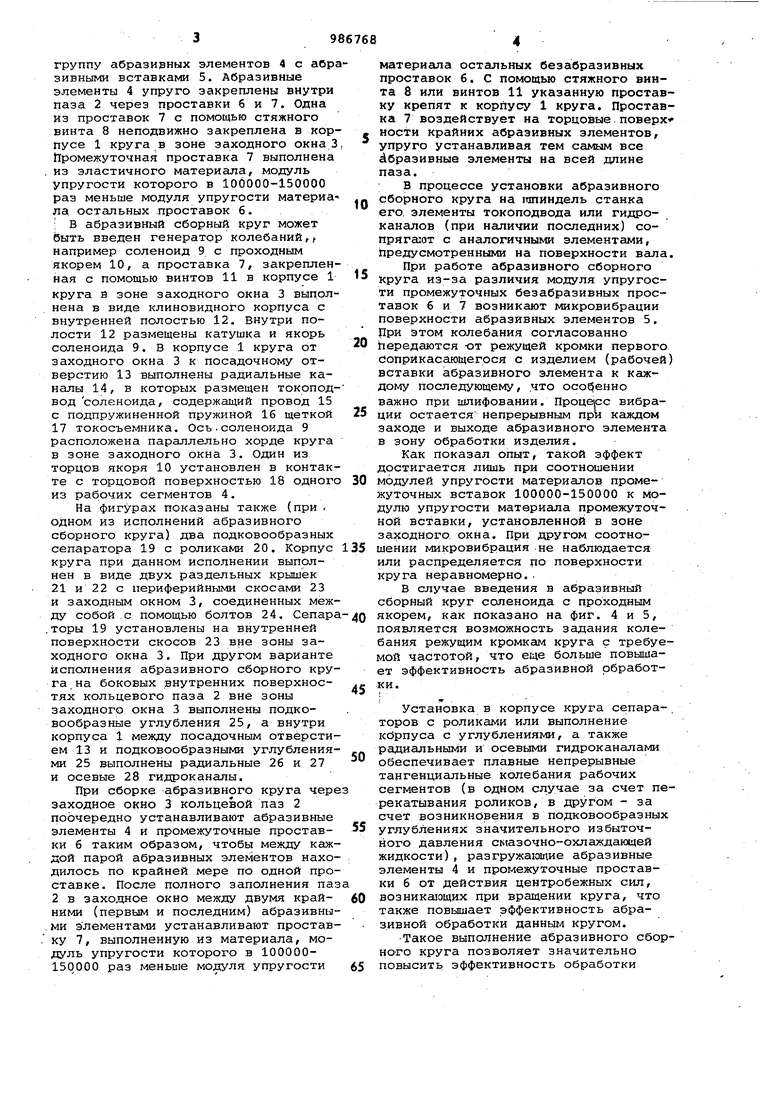
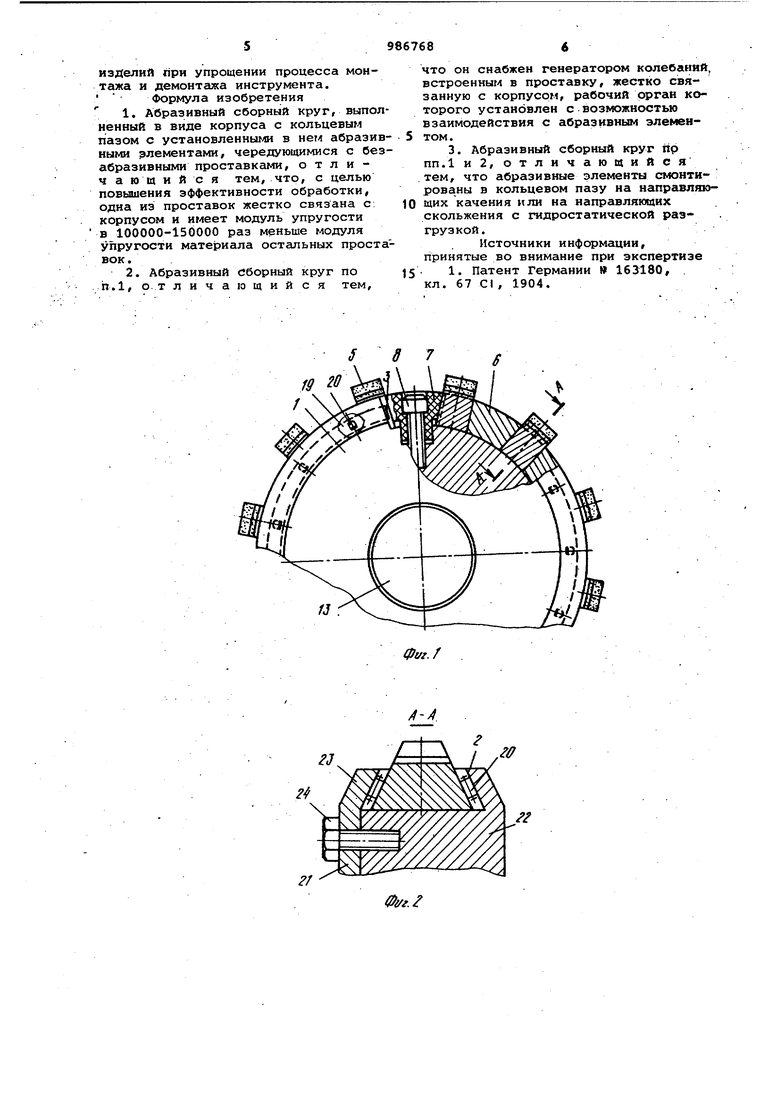
На фиг. 1 изображен алмазный сборный круг; на фиг. 2 - сечение А-Л на фиг. 1 (в случае выполнения абра20зивного сборного круга с подковообразным сепаратором); на фиг. 3 элемент круга с гидроканалами; на. фиг. 4 -.абразивный сборный крут (в случае введения в него генератора
25 колебаний - соленоида с проходным якорем); на фиг. 5 - сечение Б-Б . на фиг. 4.
Абразивный сборный круг содержит корпус 1 с кольцевым пазом 2 и за30ходным окном 3. Круг содержит также группу абразивных элементов 4 с абр зивными вставками 5. Абразивные элементы 4 упруго закреплены внутри паза 2 через проставки б и 7. Одна из проставок 7 с помощью стяжного винта 8 неподвижно закреплена в кор пусе 1 круга в зоне заходного окнаЗ Промежуточная проставка 7 выполнена . из эластичного материала, модуль упругости которого в 100000-150000 раз меньше модуля упругости материа ла остальных .проставок б. В абразивный сборный круг может быть введен генератор колебаний, например соленоид 9 с проходным якорем 10, а проставка 7, закреплен ная с помощью винтов 11 в корпусе 1 круга в зоне заходного окна 3 выполнена в виде клиновидного корпуса с внутренней полостью 12. Внутри полости 12 размещены катушка и якорь соленоида 9. В корпусе 1 круга от заходного окна 3 к посадочному отверстию 13 выполнены радиальные каналы 14, в которых размещен токоподвод соленоида, содержащий провод 15 с подпружиненной пружиной 16 щеткой 17 токосъемника. Ось.соленоида 9 расположена параллельно хорде круга в зоне заходного окна 3. Один из торцов якоря 10 установлен в контакте с торцовой поверхностью 18 одного из рабочих сегментов 4. На фигурах показаны также (при одном из исполнений абразивного сборного круга) два подковообразных сепаратора 19 с роликами 20. Корпус круга при данном исполнении выполнен в виде двух раздельных крышек 21 и 22 с периферийными скосами 23 и заходным окном 3, соединенных между собой с помощью болтов 24. Сепара .торы 19 установлены на внутренней поверхности скосов 23 вне зоны заходного окна 3. При другом варианте исполнения абразивного сборного круга на боковых внутренних поверхностях кольцевого паза 2 вне зоны заходного окна 3 выполнены подковообразные углубления 25, а внутри корпуса 1 между посадочным отверстием 13 и подковообразными углублениями 25 выполнены радиальные 26 и 27 и осевые 28 гидроканалы. При сборке абразивного круга чере заходное окно 3 кольцевой паз 2 поочередно устанавливают абразивные элементы 4 и промежуточные проставки б таким образом, чтобы между каждой парой абразивных элементов находилось по крайней мере по одной проставке. После полного заполнения паз 2 в заходное окно между двумя крайними (первым и последним) абразивны.ми элементами устанавливают проставку 7, выполненную из материала, модуль упругости которого в 10000015QOOO раз меньше модуля упругости материала остальных безабразивных проставок 6. С помощью стяжного винта 8 или винтов 11 указанную проставку крепят к корпусу 1 круга. Проставка 7 воздействует на торцовые.поверх ности крайних абразивных элементов, упруго устанавливая тем самым все Абразивные элементы на всей длине паза. В процессе установки абразивного сборного круга на ппиндель станка его. элементы токоподвода или гидроканалов (при наличии последних) сопряга:от с аналогичными элементами, предусмотренными на поверхности вала. При работе абразивного сборного круга из-за различия модуля упругости промежуточных безабразивных проставок 6 и 7 возникают микровибрации поверхности абразивных элементов 5. При этом колебания согласованно передаются -от режущей кромки первого ооприкасающегрся с изделием (рабочей) вставки абразивного элемента к каждому последующему, что особенно важно при шлифовании. Процессе вибрации остается непрерывным при каждом заходе и выходе абразивного элемента в зону обработки изделия. Как показал опыт, такой эффект достигается лишь при соотношении модулей упругости материалов промежуточных вставок 100000-150000 к модулю упругости материала промежуточной вставки, установленной в зоне заходного окна. При другом соотношении микровибрация не наблюдается или распределяется по поверхности круга неравномерно.. В случае введения в абразивный сборный круг соленоида с проходным якорем, как показано на фиг. 4 и 5, появляется возможность задания колебания режущим кромкам круга с требуемой частотой, что еще больше повышает эффективность абразивной обработки. Установка в корпусе круга сепараторов с роликами или выполнение корпуса с углубления1У1И, а также радиальными и осевыми гидроканалами обеспечивает плавные непрерывные тангенциальные колебания рабочих сегментов (в одном случае за счет перекатывания роликов, в другом - за счет возникновения в подковообразных углублениях значительного избыточного давления смазочно-охлаждающей жидкости), разгружающие абразивные элементы 4 и промежуточные проставки 6 от действия центробежных сил, возникающих при вращении круга, что также повышает эффективность абразивной обработки данным кругом. Такое выполнение абразивного сборного круга позволяет значительно повысить эффективность обработки
изделий при упрощении процесса монтажа и демонтажа инструмента. Формула изобретения 1. Абразивный сборный круг, выполненный в виде корпуса с кольцевым пазом с установленныгда в нетл абразивными элементами, чередующимися с безабразивными проставками, отличающийся тем, что, с целью повышения эффективности обработки, одна из проставок жестко связана с корпусом и имеет модуль упругости в 100000-150000 раз меньше модуля упругости мате зиала остальных проставок,
2. Абразивный сборный круг по п. 1, о. т л и ч а 10 щ и и с я тем.
то он снабжен генератором колебаний, встроенным в проставку, жестко связанную с корпусом, рабочий орган которого установлен с возможностью взаимодействия с абразивным элементом.
3. Абразивный сборный круг tip пп.1и2, отличающийся тем, что абразивные элементы смонти- : рованы в кольцевом пазу на направляющих качения или на направляющих скольжения с гидростатической разгрузкой.
Источники информации, принятые во внимание при экспертизе
1. Патент Германии 163180, кл. 67 С1, 1904.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬНЫЙ ЭЛЕМЕНТ С РАМОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2324800C2 |
| Стенд для испытаний подшипников в вакууме | 1991 |
|
SU1820272A1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| ОДНОКАСКАДНЫЙ ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ УСИЛИТЕЛЬ МОЩНОСТИ С ПЛОСКИМ ЗОЛОТНИКОМ ДВУХСТОРОННЕГО РАСПРЕДЕЛЕНИЯ | 2007 |
|
RU2361121C2 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ПЛАСТ | 2000 |
|
RU2183738C2 |
| Способ изготовления абразивно-алмазного инструмента | 1982 |
|
SU1090544A1 |
| Импульсный электромеханический преобразователь | 1989 |
|
SU1677808A1 |
| СИСТЕМА УТИЛИЗАЦИИ ТЕПЛОТЫ И ОЧИСТКИ ВЫБРОСНЫХ ГАЗОВ | 2000 |
|
RU2175101C1 |
| Место крепления рабочих лопаток роторов бустера и компрессора авиадвигателей пятого поколения. Ротор бустера и ротор компрессора высокого давления авиадвигателя пятого поколения, с рабочими лопатками, закрепляемыми с помощью замков типа "ласточкин хвост" в кольцевых канавках этих устройств. Способ сборки места крепления рабочих лопаток роторов бустера и компрессора | 2016 |
|
RU2662755C2 |
| Тепломассообменная колонна | 1989 |
|
SU1650221A1 |
19 0
/J:
23
