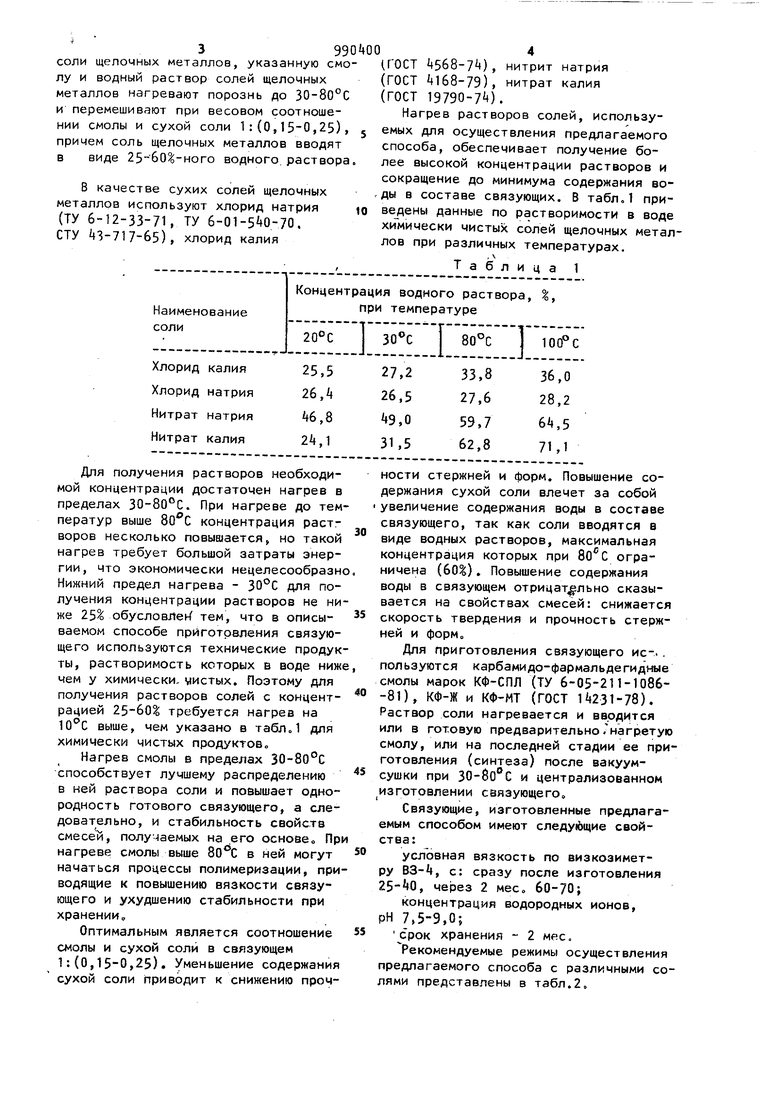
(5) СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ, ОТВЕРЖДАЕМЫХ В ОСНАСТКЕ 1 Изобретение относится к литейному производству и может быть использовано при изготовлении стержневых и формовочных смесей, отверждаемых в холодной или нагреваемой оснастке. Известен способ получения связующего марки УГТС для изготовления стержневых и формовочных смесей, отверждаемых в холодной оснастке, заключающийся в перемешивании карбамидо-формальдегидной смолы, тяжелой фракции сланцевой смолы (ГТФ), керосина, воды и эмульгатора 1 . Однако данный способ получения св зующего характеризуется низкой прочностью, сообщаемой связующим отвержденным стержням и формам, многокомпо нентностью связующего и ухудшением санитарно-гигиенических условий труда из-за наличия запаха керосина и тяжелой фракции сланцевой смолы. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ, заключающийся в перемешивании карбамидноформальдегидной смолы и водного раствора соли щелочного металла (хлорида натрия) при температуре окружающей среды, причем соотношение смолы и сухой соли 1: (0,01-0,08), а максимальная концентрация водного раствора хлорида натрия 20% 2 , Однако связующее, приготавливаемое по указанному способу, сообщает стержням и формам, отверждаемым в холодной оснастке, низкую прочность, обусловленную малым содержанием хлорида натрия и значительным количеством воды в связующем. Целью изобретения является повышение прочности литейных стержней и форм, отверждаемых в оснастке. Для достижения указанной цели согласно способу получения связующего для изготовления литейных стержней и форм, отверждаемых в оснастке, включающему перемешивание карбамидо-формальдегидной смолы с водным раствором 3 gso соли щелочных металлов, указанную смолу и водный раствор солей щелочных металлов нагревают порознь до 30-80°С и перемешивают при весовом соотношении смолы и сухой соли 1:(о,,25), причем соль щелочных металлов вводят в виде 25 60 -ного водного, раствора. В качестве сухих солей щелочных металлов используют хлорид натрия (ТУ 6-12-33-71, ТУ 6-01-5 0-70. СТУ 43-717-65), хлорид калия (ГОСТ 4568-7), нитрит натрия (ГОСТ 4168-79), нитрат калия (ГОСТ 19790-74). Нагрев растворов солей, используемых для осуществления предлагаемого способа, обеспечивает получение более высокой концентрации растворов и сокращение до минимума содержания воды в составе связующих. В табл,1 приве дены данные по растворимости в воде химически чистых солей щелочных металлов при различных температурах. , Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1979 |
|
SU854549A1 |
| СПОСОБ ОТВЕРЖДЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 2007 |
|
RU2366531C2 |
| Катализатор для стержневых смесей горячего отверждения на основе карбамидных карбамидофурановых смол | 1982 |
|
SU1068204A1 |
| СВЯЗУЮЩАЯ КОМПОЗИЦИЯ ДЛЯ СМЕСЕЙ, ОТВЕРЖДАЕМЫХ В ОСНАСТКЕ ПРОДУВКОЙ СЕРНИСТЫМ АНГИДРИДОМ, ПРИ ИЗГОТОВЛЕНИИ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1993 |
|
RU2042468C1 |
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1982 |
|
SU1036429A1 |
| Смесь для изготовления литейных форм и стержней | 1990 |
|
SU1792789A1 |
| Смесь для литейных стержней и форм | 1976 |
|
SU580939A1 |
| Комплексный отвердитель для изготовления литейных стержней и форм из холоднотвердеющих смесей преимущественно с карбамидными смолами | 1983 |
|
SU1088862A1 |
| Комплексный отвердитель песчано-смоляныхСМЕСЕй для изгОТОВлЕНия лиТЕйНыХ СТЕРжНЕйи фОРМ | 1979 |
|
SU831331A1 |
| Смесь для изготовления литейных стержней и форм | 1988 |
|
SU1585052A1 |
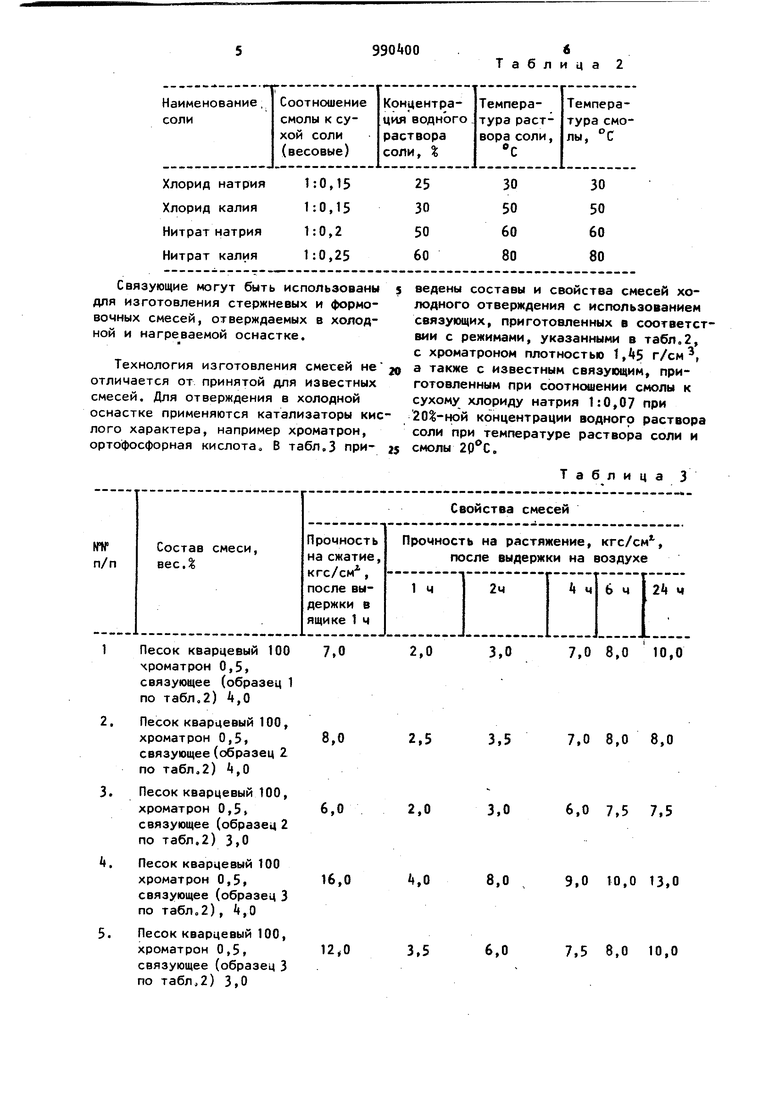
Для получения растворов необходимой концентрации достаточен нагрев в пределах 30-80°С. При нагреве до тем ператур выше концентрация растворов несколько повышается, но такой нагрев требует большой затраты энергии, что экономически нецелесообразн Нижний предел нагрева - для получения концентрации растворов не ни же 25% обусловлен тем, что в описываемом способе приготовления связующего используются технические продук ты, растворимость которых в воде ниж чем у химически, мистых. Поэтому для получения растворов солей с концентрацией 25-60 требуется нагрев на выше, чем указано в табл„1 для химически чистых продуктов,, Нагрев смолы в пределах 30-80С способствует лучшему распределению в ней раствора соли и повышает однородность готового связующего, а следовательно, и стабильность свойств смесей, получаемых на его основе о Пр нагреве смолы выше в ней могут начаться процессы полимеризации, при водящие к повышению вязкости связующего и ухудшению стабильности при хранении. Оптимальным является соотношение смолы и сухой соли в связующем 1:(0,15-0,25). Уменьшение содержания сухой соли приводит к снижению прочнести стержней и форм. Повышение содержания сухой соли влечет за собой увеличение содержания воды в составе связующего, так как соли вводятся в виде водных растворов, максимальная концентрация которых при ограничена (60). Повышение содержания воды в связующем отрицательно сказывается на свойствах смесей: снижается скорость твердения и прочность стержней и формо Для приготовления связующего ис-. , пользуются карбамидо-фармальдегидные смолы марок КФ-СПЛ (ТУ 6-05-211-10В6-81), КФ-Ж и КФ-МТ (ГОСТ 14231-78). Раствор соли нагревается и вводится или в готовую предварительно .нагретую смолу, или на последней стадии ее приготовления (синтеза) после вакуумсушки при 30-8о°С и централизованном изготовлении связующего. Связующие, изготовленные предлагаемым способом имеют следующие свойства:условная вязкость по визкозиметру ВЗ-4, с: после изготовления 25-40, че(зез 2 мес. 60-70; концентрация водородных ионов, рН 7,5-9,0; срок хранения - 2 мес. Рекомендуемые режимы осуществления предлагаемого способа с различными солями представлены в табл.2.
Связующие могут быть использованы для изготовления стержневых и формовочных смесей, отверждаемых в холодной и нагреваемой оснастке.
Технология изготовления смесей не отличается от принятой для известных смесей. Для отверждения в холодной оснастке применяются катализаторы кислого характера, например хроматрон, ортофосфорная кислота, В табл.З приПесок кварцевый 100 7«0 чроматрон 0,5, связующее (образец 1 по табл,2) 4,0
Песок кварцевый 100, хроматрон 0,5, 8,0 связующее(образец 2
по табл,2) «,0
Песок кварцевый 100, хроматрон 0,5 6,0 связующее (образец 2
по табл.2) 3,0
Песок кварцевый 100
хроматрон 0,5, 16,0 связующее (образец 3 по табл.2),4,0
Песок кварцевый 100,
хроматрон 0,5, 12,0 связующее (образец 3 по табл,2) 3,0
ведены составы и свойства смесей холодного отверждения с использованием связующих, приготовленных в соответствии с режимами, указанными в табл.2, с хроматроном плотностью t,5 г/см , а также с известным связующим, приготовленным при соотношении смолы к сухому хлориду натрия 1:0,07 при 20%-ной концентрации водного раствора соли при температуре раствора соли и смолы ,
Таблица 3
7,0 8,0 10,0
3,0
2,0
7,0 8,0 8,0
3,5
2,5
6,0 7,5 7,5
2,0
3,0
8,0
4,0
9,0 10,0 13,0
7,5 8.0 10,0
6,0
3,5 Песок кварцевый 100
хроматрон 0,5 10,0 3,0 Связующее (образец по табЛо2) 4,0
Песок кварцевый 100
хроматрон 0,5 5,5 2,0 связующее (известное) i.O
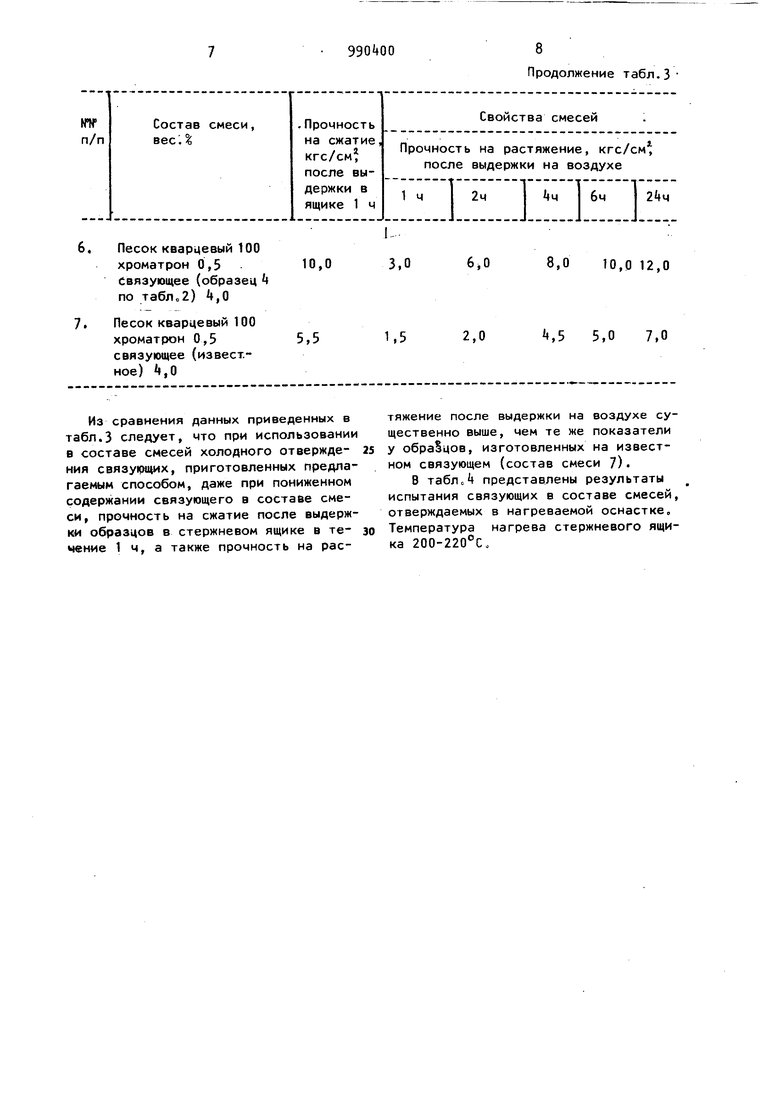
Из сравнения данных приведенных в табл.3 следует, что при использовании а составе смесей холодного отвержде- 25 ния связу|рщих, приготовленных предлагаемым способом, даже при пониженном содержании связующего в составе смеси, прочность на сжатие после выдержки образцов в стержневом ящике в те- зо чение 1 ч, а также прочность на рас8 Продолжение табл.3
990400
I -
8,0 10,0 12,0
4,5 5,0 7,0
тяжение после выдержки на воздухе существенно выше, чем те же показатели у образцов, изготовленных на известном связующем (состав смеси 7).
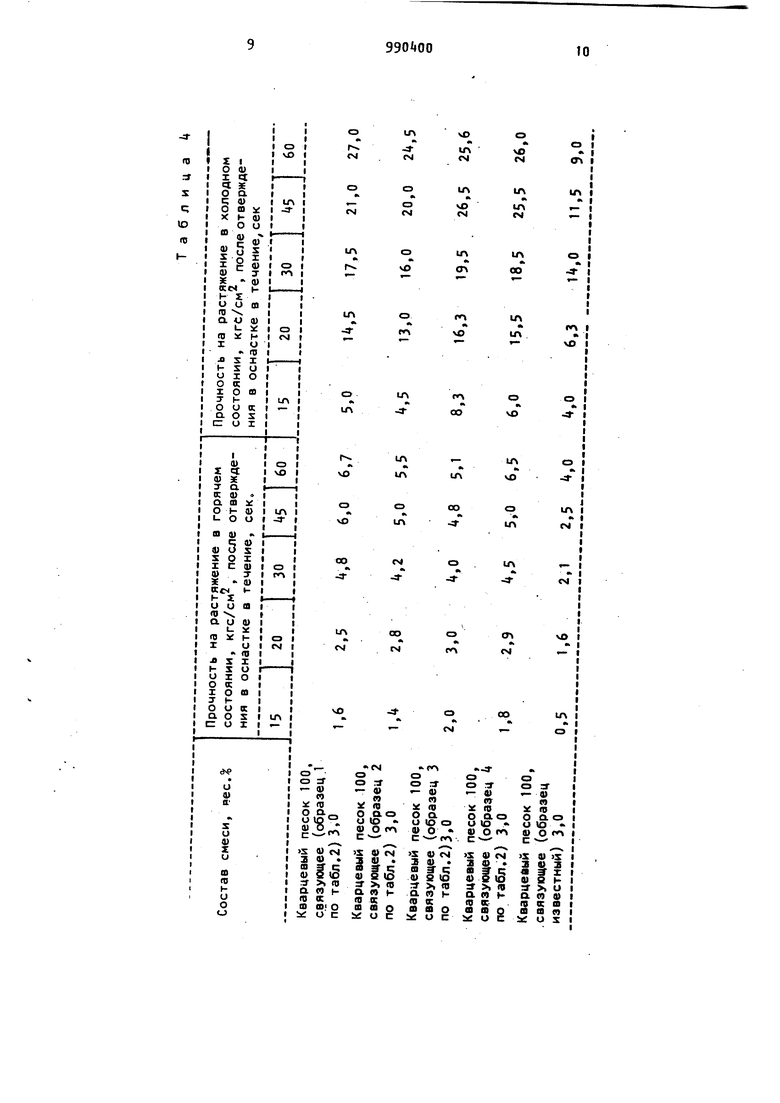
В табЛс представлены результаты испытания связующих в составе смесей, отверждаемых в нагреваемой оснастке. Температура нагрева стержневого ящика 200-220°С. В случае использования связующего для приготовления смесей горячего отверждения так же, как и для холодноотвердающих; смесей, имеет место существенное повышение прочностных свойств, что обеспечивает возможност сокращения цикла отверждения стержней в оснастке. Повышение прочности отвержденных стержней и форм за счет нагрева свя зующего, получаемого по предлагаемом способу позволяет снизить его расхо в составах смесей в среднем на 30, тдкже сократить цикл изготовления стержней и форм, что создает технико-экономический эффект в размере 3-5 руб. на V т годных отливок. За счет уменьшения газовыделений из смоляной части связующего улучшаются санитарно-гигиенические условия труда. Формула изобретения Способ получения связующего для изготовления литейных стержней и форм, отверждаемых в оснастке, включающий перемешивание .карбамидо-формальдегидной смолы с водным раствором соли щелочного металла, отличающийся тем, что, с целью повышения прочности стержней .и форм, карбамидо-формальдегидную смолу и водный раствор соли щелочного металла нагревают порознь до 30-80 с и перемешивают при весовом соотношении смолы и сухой соли 1:(0,15-0,25), причем соль щелочного металла вводят в виде 25-60%-ного водного раствора. Источники информации, принятые во внимание при экспертизе 1о Авторское свидетельство СССР № 538520, кл. В 22 С 1/16, 1975. 2. Авторское свидетельство СССР № 73398, кло В 22 С 1/18, 1973.
