Изобретение относится к литейному Производству, преимущест&енно к составам дна изготовления литейных стержней и форм, отверждаемым под возгюйствием тепла.
Известны смеси для литейных стержней, соцержашие огнеупорный наполнитель, карбамишго-фурановуто смолу и катализатор l
Однако эта сглесь ухудшает санитарногигиенические условия в литейном цехе.
Наиболее близкой к описываемому изоб ретению по технической CJTHHOCTH и дост№. гаемому резул1Лату является смесь, содержаишя огнеупорный наполнитель, связующеекарбамидно-формальдегидную смолу марки У КС, кислый катализатор и воду (2,
Однако эта смесь не обеспечивает достаточную прочность стержней и форм после отверждения и также ухудшает санитарно-гигиенические условия труда в литейном цехе.
Целью изобретения является повышение прочности смеси после отверждения и улучшение санитарно-тигиенических условий труда в литейном цехе,
Это достигается тем, что в качестве кислого катализатора отвернсдевия смесь содержит водорастворимый продукт яарояиза древеснаы, обработанный 27 О%няой соляной кислотой до рН 2,,8, а ее ингредиенты взяты П;ри следующем соотношении, вес. %4 Связующее - карбамидно-формальдегидиая смола марки УКС 1,О-1,0 Кислый катализатор -водорастворимый продукт пиролиза древесины, обработанный 27-30%-ной соляной кислотой до рН-2,7-3,80,1-О,4 Огнеупорный наполнитель Остальное.
Водорастворимый продукт пиролиза древесины содержит 65% фенолокйслых продуктов и 35% углеводных продуктов, выпускается Ветлужским лесохимическим комбинатом по ТУ ОП-53-76, После обработки 27-30%-ной соляной кислотой до рН 2,,8 в течение 15-20 мин готовый катализатор представляет собой однородную жидкость темно-кфичневого цвета, имеющую вязкость 12О-.25О сек (tro ВЗ-4).
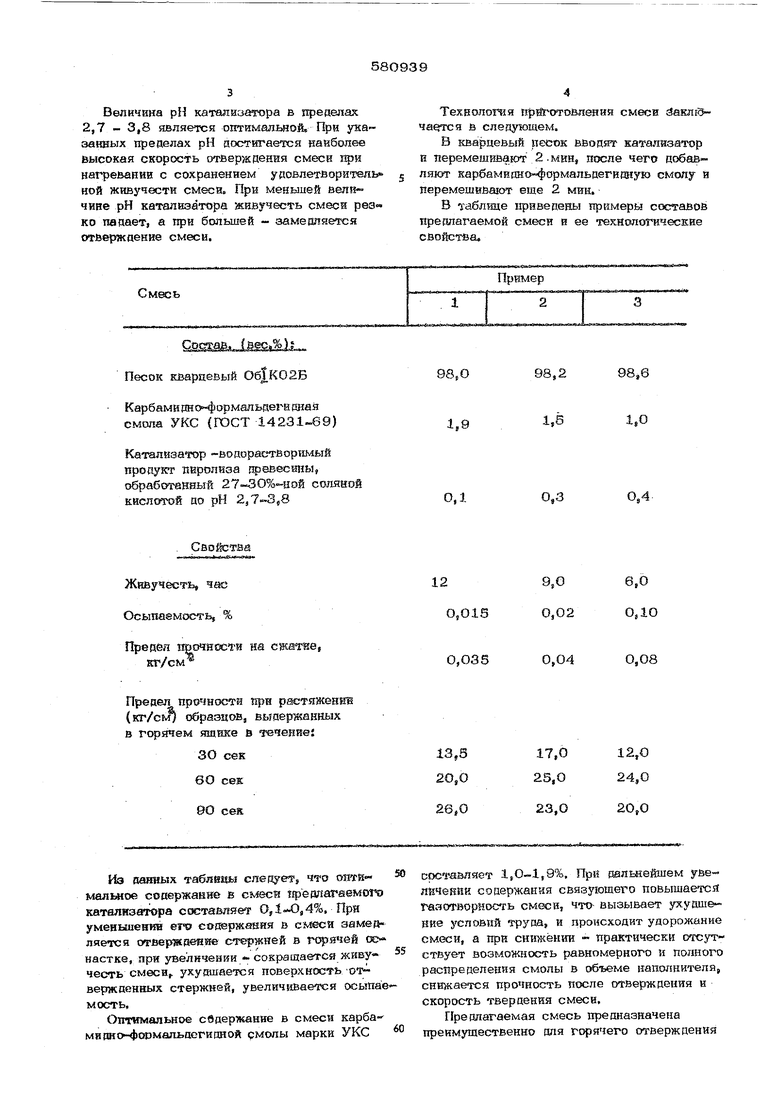
Величина рН катализатора в пределах 2,7 - 3,8 является оптимальной. При указанных пределах рН досткгается наиболее высокая скорость отверждения смесй 1фи нагревании с сохранением удовлетворитель ной живучести смеси. При меньшей величине рН катализатора живучесть смеси реэко падает, а при большей - замедляется отвержаение смеси.
Технология приготовления смесй йакл чаотся в следующем.
В ква рцевый песок вводят катализатор и перемешивают 2. мин, после чего добавляют карбамвдно-формальдегишую смолу и перемешивают еще 2 мпн.
В таблице нраве цены примеры составов предлагаемой смеси и ее технологические свойства.

| название | год | авторы | номер документа |
|---|---|---|---|
| Холоднотвердеющая смесь для изготовления литейных стержней и форм | 1975 |
|
SU544496A1 |
| Холоднотвердеющая смесь для изготовления литейных стержней и форм | 1978 |
|
SU845326A1 |
| Холоднотвердеющая смесь для изготовления литейных стержней и форм | 1980 |
|
SU942859A1 |
| Смесь для изготовления литейных стержней и форм теплового отверждения | 1977 |
|
SU738745A1 |
| Холоднотвердеющая смесь для изготовления литейных стержней и форм | 1978 |
|
SU764828A1 |
| Способ получения мочевино-фенолформальдегидной смолы | 1978 |
|
SU895998A1 |
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1979 |
|
SU854549A1 |
| Смесь для изготовления литейных стержней и форм в нагреваемой оснастке | 1983 |
|
SU1121087A1 |
| Катализатор для стержневых смесей горячего отверждения на основе карбамидных карбамидофурановых смол | 1982 |
|
SU1068204A1 |
| Способ приготовления песчано-смоляных смесей для литейных стержней | 1976 |
|
SU577079A1 |
G isiiJlfi sMl..
Песок кварцевый Об|К02Б
Карбамида о формальдеги иная смола УКС (ГОСТ 14231-69)
Катализатор -водорастворимый npoayser пиролиза древесины, обработанный соляной кислотой до рН 2,7-358
, Свойстве
М1.аад-дга йшД «ьадИ1а
Живучесть, чгк;
ОсЫПа8М ЮТЬ, %
Прейбл прочности на кг/см
Предел прочности при растяжевш (кг/сь образной, выдержанных в горячем ящике в «геченкег
ЗО сек 6О сек
9О сек ife данных таблицы следует, что онтималыюе совержанне в смесй гфедгшгаемогчз катализатора составляет O,i--Oj4%, При уменьшении его содержания в смеси замедляется атверждеййе стержней в оснастке, при увеличении - сокращаегтся живучесть смеси ухудшается поверхность ОТ-вержденных стержней, увеличивается сх;ыпае мость. Оптимальное свдержанне в смеси карбамидно-фоомальдегидной дмолы марки УКС
98,2
98,0
98,6
1,0
1,6
О,1О,3о, 4
9,0
6,0 ОДО 0,02
0,04
0,08
17,0
12,0 24,0 25,О
23,О составляет 1,О-1,9%. Пр15 дальнейшем увеличении соцержания связующего повышается гааотворйость смеси, что вызывает ухудшение условий труда, и происходит удорожание , а при снижении - практически отсутствует возможность равномерного и полного распредепенйя смолы в объеме наполнителя, снижается прочность после отверждения и скорость твердения смеси. Предлагаемая смесь предназначена преимущественно для горячего т верждения и в сравнекин с известной имеет повышенну прочность при растяжении после отверждени в горячем яшике примерно в раза, Снижение расхода связующего в 2-3 ра за и исключение керосина из смеси позволяют значительноулучшить санитарнс Гигне ннческие условия труда в литейюм цехе. Уменьшение количества вводимых в смесь компонентов позволяет упростить т-ехноло гию приготовления cMecHi За счет уменыления расхода связующего сиййсается стоимость смеси. Формула изобретения Смесь Ш1Я литейных стержней и форм, включающая огнеупорный наполнитель, св зукяцее - карбамидмо-формальдегидную смо лу марки УКС, кислый катализатор отверждения н воду, отлнчающаясн тем что, с целью повышения Прочнос1й после отверждения и улучшения .санитарно-гигне нических условий труоа, в качестве кислого катализатора отвержценип смесь соцержш воцорастворимый продукт пиролиза древеснньь обработанный 27 30%--ной соляной до рН 2,7-3,8J а ее И тредие -пъ1 взяты при следующем соотношении, вес.%: Связующее карбамндно-формальдегидная смола марки УКС ,- Кислый каталиаат-ор -- водо растворимый продуит п.тролиза древесины, обработаннь - 27;-0%-ной соляной кислот-ий до рН 257-3,8ОД-О,4 Огнеупорный наполнительОсталытое, Источники кяформации, принятые во .M мание при эксперткае: йзготовпенкк форм и стержнейг oi-Bepx-cдающахся при контакте с модельной оснасткой, MaiepaejTb семйнара М. МДНТП, 197.1, с. 103. 2, Л{гтейнре производство ,М., 1973, М 7, с, 85,
