(54) СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного инструмента | 1981 |
|
SU990418A1 |
| Способ изготовления алмазной буровой коронки | 1982 |
|
SU1110888A1 |
| Металлическая связка для алмазного инструмента | 1980 |
|
SU963840A1 |
| Способ изготовления алмазного породоразрушающего инструмента | 2023 |
|
RU2821848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 1991 |
|
RU2008188C1 |
| Способ изготовления сборного инструмента | 1977 |
|
SU730473A1 |
| Способ изготовления алмазного породоразрушающего инструмента | 1980 |
|
SU1011339A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОИЗНОСОСТОЙКОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2572903C2 |
| Способ изготовления алмазного инструмента | 1982 |
|
SU1192955A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ БУРОВЫХ КОРОНОК | 2006 |
|
RU2314908C2 |
Изобретение относится к технологии изготовления алмазного абразивного инструмента и может быть использовано, например, при изготовлении буровых коронок и правящего инструмента. Известен способ изготовления алмазного инструмента, заключающийся в том, что алмазные зерна смещивают с щихтой, состоящей из смеси твердосплавного порошка- наполнителя, например твердого сплава ВК15 и легкоплавких металлов - связки, например меди. Графитовую-форму с уложенными алмазами и шихтой подвергают горячему прессованию при 1180°С и давлении 100 кгс/см 1. Недостатком данного способа является низкая износостойкость алмазного инструмента вследствие того, что у синтетических алмазных зерен, нагретых до температуры свыше 1000°С даже в защитной среде, в два раза уменьшается первоначальная прочность (происходит выход металлических включений на поверхность кристалла, его растрескивание). При работе инструмента такие зерна раскалываются и выпадают. Известен также способ изготовления алмазного инструмента, заключающийся в том. что алмазные зерна сменжвают с шихтой, состоящей из смеси твердосплавного порошка наполнителя и легкоплавких металлов - связки, укладывают в графитовую прессформу и подпрессовывают при удельном давлении 100-150 кгс/см. Подготовленную таким образом заготовку подвергают пропитке при температуре плавления связки, а затем производят горячую допрессовку при удельном давлении 80-100 кгс/см2, охлаждают под давлением до 200-300°С - ниже температуры кристаллизации связки 2. Недостатком данного способа является невысокая износостойкость материала алмазоносной матрицы из-за потери прочности алмазным зернами вследствие их перегрева при температуре пропитки. Наиболее близким к изобретению по технической сути и достигаемому эффекту является способ изготовления алмазного инструмента, заключающийся в том, что алмазные зерна смешивают с порошком карбидов тугоплавких металлов или металлоидов (наполнителем) и металлической связкой и прессуют при давлении 200-400 кг/см, а затем производят горячее прессование при давлении 10-50 кг/см при температуре 0,5- 0,8 температуры плавления связки .
Недостатком известного способа является невысокая износостойкость вследствие недостаточной плотности материала алмазоносной матрицы и низкой связи всех ее компонентов. Материал матрицы раскрашивается при высоких ударных и тепловых нагрузках, возникающих при работе инструмента, и алмазные зерна выпадают, не отработав своего ресурса. Инструмент преждевременно выходит из строя.
Целью изобретения является повышение износостойкости инструмента.
Цель достигается тем, что согласно способу изготовления алмазного инструмента, включающему смешивание алмазных зерен с порошком наполнителя и металлической связкой, холодное прессование и последующее горячее прессование, после смешивания проводят термообработку полученных гранул в восстановительной среде при 350- 400°С, а горячее прессование осуществляют при температуре 0,85-0,95 температуры плавления металлической связки и давлении 160-190 КГС/СМ2.
Изготовление инструмента осущ ествляют следующим образом.
Навеску зерен алмазного порошка смачивают клеящим веществом. Затем к алмазам постепенно аобавляют часть порошка наполнителя. В качестве наполнителя могут быть использованы различные тугоплавкие вещества (карбиды титана, вольфрама, их соединения, нитриды кремния). Полученные первичг ные гранулы помещают в установку для грануляции, смачивают суспензией (смесь спирта с глицерином,олеиновая кислота с вазелиновым маслом или любым другим смачивающим веществом) и наносят оставшуюся часть наполнителя. Затем на полученные гранулы наносят слой металлической связки (в качестве связки могут быть использованы различные композиции на основе меди, олова, железа, марганца и других металлов).
Полученные гранулы подсушивают в восстановительной среде при 350-400°. Необходимое количество гранул засыпают в гра.фитовую пресс-форму, подпрессовывают и подвергают горячему прессованию при температуре 0,85-0,95 температуры плавления металлической и давлении 160- 190 кг/см ,
При изготовлении, например, буровых коронок горячее прессование гранул осуществляют с одновременным закрепление.м их на корпусе.
Изобретение поясняется на примерах изготовления алмазных буровых коронок.
Пример. Берут 1 г (5 карат) алмазного порощка марки АСС, зернистости 250/200. Навеску алмазного порошка смачивают клеящим веществом - эпоксидной смолой ЭД-20
К алмазам добавляют 25% порощка наполнителя. В качестве наполнителя используют карбид вольфрама.
Количество наполнителя рассчитывают исхрдя из веса гранулируемого алмазного порошка
РН М-/Н-К,
вес порошка наполнителя, г (каРН гдерат); М масса гранулируемого алмазного
юрошка, г (карат); /„ -удельный вес порошка наполнителя,
К - коэффициент, учитывающий концентрацию алмазного порошка,
.
Р„ 5,0 ct-14,8 r/CM. 13,5 г.
Оставшуюся часть наполнителя наносят на гранулы, помещенные в гранулятор.
При этом первичные гранулы смачивают раствором олеиновой кислоты и вазелинового масла (1:2). Общий вес гранул составляет 14,5 г. Затем на полученные гранулы наносят слой металлической связки - порошковой меди. Вес металлической связки рассчитывают исходя из объема, занимаемого алмазным порошком и материалом наполнителя. р РН V--+ ,
где V объем, занимаемый алмазным порошком и материалом наполнителя, Р,Р„ -вес алмазного порошка и порошка
наполнителя;
f удельный вес алмазного порошка порошка наполнителя, г/см
г I IAS - 19
V
53 + F
СМ
Вес металлической связки определяют по формуле
РСВ V-Дв где РСВ - вес металлической связки, г;
Дв удельный вес связки, г/см. 1,20 смз.8,8 г/смз 10,5 г.
При нанесении металлической связки на гранулы добавляют смачивающее вещество - 5°/о-ный раствор каучука в бензине. Общий вес гранул определяют по формуле
Ргран. М -f Р„ + , где Рррац-общий вес гранул, г.
Ргран. 1 + 13,5 + 10,5 25 г.
Полученные гранулы подсущивают в среде водорода при 350-400°С. Гранулы засыпают в графитовую пресс-форму, подпрессовывают при давлении 20-40 кгс/см. В качестве приварочного слоя используют смесь материала наполнителя и металлической связки в соотнощении 50:50 об.% (11 г твердого сплава ВК6 и 7 г металлической связки). Устанавливают корпус-и производят горячее прессование материала матрицы с одновременным закреплением на корпусе при 970°С, что составляет 0,90 температуры плавления связующего материала, и давлении 170 кг/см2.
Инструмент передают на механическую обработку.
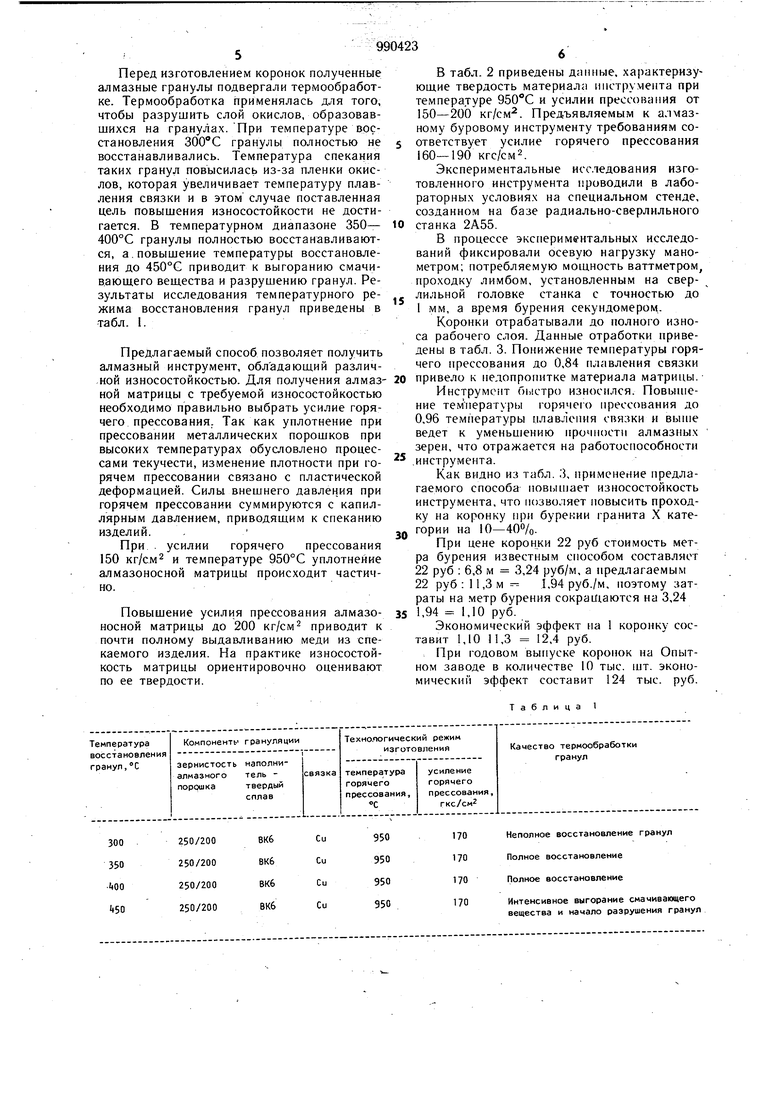
Согласно технологии, описанной в примере, была изготоавлена и испытана партия опытных коронок. Перед изготовлением коронок полученные алмазные гранулы подвергали термообработке. Термообработка применялась для того, чтобы разрушить слой окислов, образовавшихся на гранулах.При температуре восстановления ЗООС гранулы полностью не восстанавливались. Температура спекания таких гранул повысилась из-за пленки окислов, которая увеличивает температуру плавления связки и в этом случае поставленная цель повышения износостойкости не достигается. В температурном диапазоне 350- 400°С гранулы полностью восстанавливаются, а. повышение температуры восстановления до 450°G приводит к выгоранию смачив.аюш.его веш.ества и разрушению гранул. Результаты исследования температурного режима восстановления гранул приведены в табл. 1. Предлагаемый способ позволяет получить алмазный инструмент, обладаюш,ий различ ной износостойкостью. Для получения алмазной матрицы с требуемой износостойкостью необходимо правильно выбрать усилие горячего прессования. Так как уплотнение при прессовании металлических порошков при высоких температурах обусловлено процессами текучести, изменение плотности при горячем прессовании связано с пластической деформацией. Силы внешнего давления при горячем прессовании суммируются с капиллярным давлением, приводящим к спеканию изделий. , При . усилии горячего прессования 150 кг/см2 и температуре 950°С уплотнение алмазоносной матрицы происходит частично. Повышение усилия прессования алмазоносной матрицы до 200 кг/см приводит к почти полному выдавливанию меди из спекаемого изделия. На практике износостойкость матрицы ориентировочно оценивают по ее твердости.
Си Си Си Си
ВКб
250/200 ВКб 250/200 ВКб 250/200 ВКб 250/200
170 Неполное восстановление гранул 170 Полное восстановление 170 Полное восстановление
170 Интенсивное выгорание смачивающего вещества и начало разрушения гранул В табл. 2 приведены данные, характеризуюшие твердость материала инструмента при температуре 950С и усилии прессования от 150-200 кг/см. Предъявляемым к алмазному буровому инструменту требованиям соответствует усилие горячего прессования 160-190 КГС/СМ2. Экспериментальные исследования изготовленного инструмента проводили в лабораторны.х условия.х на специальном стенде, созданном на базе радиально-сверлильного станка 2А55. В процессе экспериментальных исследований фиксировали осевую нагрузку манометром; потребляемую мощность ваттметром, проходку лимбом, установленным на сверлильной головке станка с точностью до 1 мм, а время бурения секундомером,. Коронки отрабатывали до полного износа рабочего слоя. Данные отработки приведены в табл. 3. Понижение температуры горячего прессования до 0,84 плавления связки привело к недопропитке материала матрицы Инструмент быстро износился. Повьнпение температурь 1 горячего прессования до 0,96 температуры плавления связки и вьипе ведет к уменьшению прочности алмазных зерен, что отражается на работоспособности инструмента. Как видно из табл. 3, применение предлагаемого способа повьипает износостойкость инструмента, что позволяет повысить проходку на коронку при бурении гранита X категории на 10-40%. При цене коронки 22 руб стоимость метра бурения известным способом составляет 22 руб : 6,8 м 3,24 руб/м, а предлагаемым 22 руб: 11,3м - 1,94 руб./м, поэтому затраты на метр бурения сокращаются на 3,24 1,94 1,10 руб. Экономический эффект на 1 коронку составит 1,10 11,3 12,4 руб. При годовом выпуске коронок на Опытном заводе в количестве 10 тыс. шт. экономический эффект составит 124 тыс. руб. Таблица 1
Таблица 2
Таблица 3
