Работа МНОГИХ машин i-i приборов существенно зависит от точности, с которой выдержана в производстве силовая характеристика иснользз емых в их конструкциях иружин. Наиболее рационально осзшествлять доводку силовой характеристики пружин путем обработки последних электрополировко в электролитической вание.
Однако существующая технология доводки силовой характеристики иружин электронолировкон трудоемка, весьлга сложна и часто приводит К выпуску бракуемых пружин.
Цель настоящего изобретения - создать нриснособлеиие к электролитической ванне, обеспечивающее автоматическое прекращение полировки тотчас же но достижении пружиной задапной силовой характериСТ ЖИ.
Для этого в предлагаемом приспособлении иснользуется стержень, на котором монтируется эталонная и полируемая пружины с промежуточной между иими втулкой.
Отличительной особенностью предлагаемого приспособления является выполнение промежуточной втулки
1и)дви ь;иои под деиспзисм эталоииои пружины при уменьшении жесткости иолируе:,;о; пружнны по мере ее обработки, с целью автоматического размыкания электроконтактиой системы анодной цепи ваины и прекращения этим -лгектрополировки после достижения пружиис требуемой жесткости.
В видоизмененном присиособленни иодвижиым вьшолнеи стержень при иеподвижной промея уточно1 1 втулке.
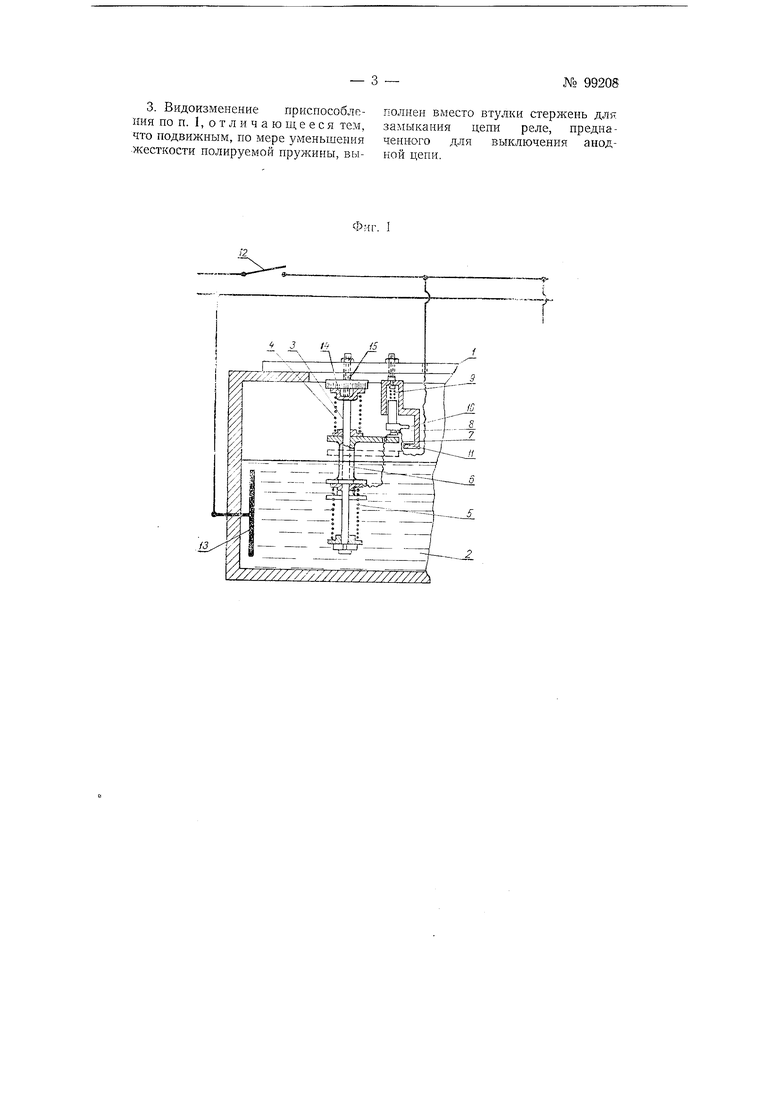
На фиг. 1 дана схема предлагаемого приспособления; на фиг. 2 - схема видоизмененН01-О ириспособлеиия.
На крыще / э. ектролитической ванны 2 закреп: еи стержеиь 3 с предваритеоТьно монтированными на нем эталонной пружиноГг 4 и полируемой пружиной 5. Между эталонной пружиной 4 и ио-лируемой пружиной 5 помещена промежуточная втулка 6. На последне укреплен контакт, связанны с полируемой пружиной 5, помещеитшп иа погруженный в электролитическую 2 конец стержня 3. С контактом 7 взаимодействует контакт 8 анодноГ цепи, прижи.1аемый пружиной 9.
Контакт S снабжен хвостовиком 10, размыкаюмцим анодну о день при встрече с ненодвижггым унором //.
Когда нромеж}ТО1Гная 6 занимает положение, показанное на фиг. 1 пунктирными линиями, эталонная пружина 4 затянута с усилием, которое разв.ивать по.лнрземая пружина ,5 при сжатии ее до устансвлениой длииы.
Все иружины, ноступаюиие на доводку электронолировкой, жеют жесткость, боль., чем заданная. Поэтому нри В1слк)чении тока рубильником 12, ирол ежуточная втз.чка 6 за1И1Д1ает положение, показанное на фиг. 1 сплошными линиями.
При этом положении контакты 7 и 8 замкнуты и ток проходит от катодион нласти -гы 13 ванны 2 к полируеMOir иружине 5, яв;{яюи1;енся анодом. В ироиесее электронолировки жесткость пружины уменьшается и промежуточная втулка 6 под действием эталонной пружины 4 гюлучает движение.
Когда нромежуточная втулка 6 приходит в положение, показаииое пунктиром на фиг. 1, соответствующее сжатию полируемой пружины 5 до установленной длииы, хвостовик 10 коитакта 8 доходит до уиора П и аиодная цепь разрывается.
Полирование иружины прекращается.
Переиастройка ириснособлеиия на другое значение задаваемой си:1ы пружины производится при номощи диска 14 микрометрического винта }5, служащего для иеремендення стержня 2. Шкала диска 14 проградуирована в единииах силы.
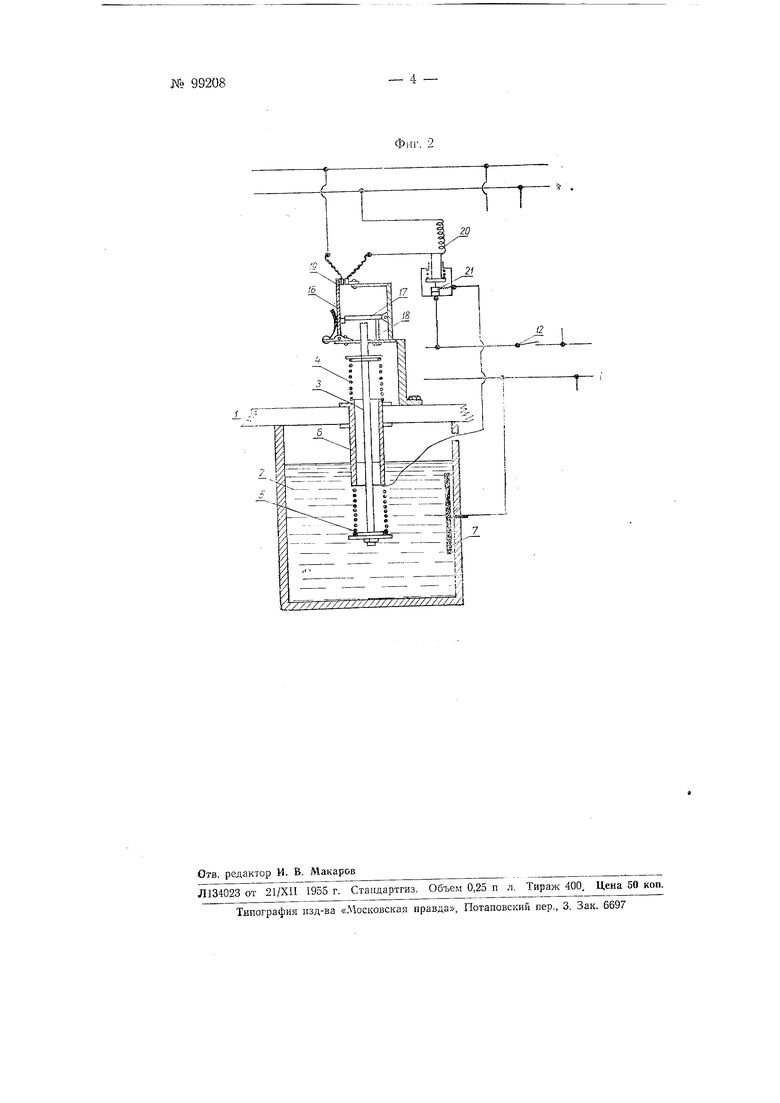
Па фнг. 2 показано видоизменеиное ириспособление, в котором подвижным выполнен стержень 3. Промежуточная втулка 6 закреплена неподвижно в крышке 1 ваины. Стержень 3 но суи ;еству свободно иодвешен на пружинах 4 и 5, что полностью исключает влияние сил трения в мехиизме присиособлеиия; это имеет существеиное значение npvi точной доводке пружин по жесткости. Электроконтактиая система выполнена двухступенчатой.
До начала работы ток в силовой линии выключен рубильником 12,
ычаг 16 удерживается нлаикой 17, 1юкоящейся на упоре 18, вследствие чего контакты 19 разомкнуты, и в этом первичном контактном устройстве ток выключен. Стержень 3 занимает инжиее положение, как показано на фиг. 2, так как жесткость полируемой пружи1 ы 5 больтне, чем заданная.
Замыкают рубильник 12 и начинается процесс электронолировки. Жесткость полируемой пружииы 5 ул1еиьи1ается и стержень 3 под действием эталонной пружины 4 перемепдается вверх. В момент, когда стержень 3 подводит 1П-1ЖИЮЮ кромку иланки 17 к верхней кромке выстуиа рычага 16, нланка соскакивает с .пыступа и рычаг 16, поворачиваясь, замыкает контакты 19. При этом включается ток в цепи соленоида 20; якорь реле размыкает коитакт 21 анодной цени и процесс нолировки автоматически нрекран.шется.
Пред м с т изобретения
1.Приспособлеине к э.лектролитической ванне для выключения подачи тока по достижеиин полируемой в ней нружиной заданной силовой характеристики с использованием стержня, на котором монтирувотся эталонная и по.чируемая пружииы с иромежуточпой между вт лкой, отличающееся тем, что промежуточиая втулка выиолиеня подвижной под действие М эталонной иружины ири уменьшении жесткости полируемой пружииы по мере ее обработки, с целью автоматического размыкат ия электрокоитактиой системы а1юдпой цепи ванны.
2.Форма выполнения приспособления по и. 1, о т л, и ч а ю щ а я с я тем, что контактная система состоит из двух взаимодействующих контактов, одии из которых помещен иа иромежуточной втулке и связан с расположенной на погруженном в ванну конце стержня гюлируемой пружииы, являющейся анодом, а второй подпружинеиный контакт снабжен хвостовиком, предназначенным для размыкания цепи нри встрече с иеиодвижным упором, установленным в соответствии с заданной силовой характеристикой пружины. 3. Видоизменение приспособления по п. 1, отличающееся тем, что подвижным, по мере уменьшения жесткости полируемой пружины, вы№ 99208 полней вместо втулки стержень для замыкания цени реле, предначенного для выключения анодной цепи.

| название | год | авторы | номер документа |
|---|---|---|---|
| Топливный насос | 1937 |
|
SU56670A1 |
| Устройство для доводки чувствительности элементов | 1976 |
|
SU657093A1 |
| Электрический кнопочный выключатель | 1929 |
|
SU20186A1 |
| ПРИБОР ДЛЯ ДОВОДКИ ТОЧНЫХ ПРУЖИН | 1973 |
|
SU366225A1 |
| ПРУЖИНА КРУЧЕНИЯ | 1972 |
|
SU325438A1 |
| УСТРОЙСТВО для доводки {СУПЕРФИНИША) ЖЕЛОБЧАТЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОВЫХ | 1968 |
|
SU207070A1 |
| Установка электроконтактного нагрева проволоки | 1981 |
|
SU1082836A1 |
| КОНТАКТНАЯ РАМКА ДЛЯ ХРОМИРОВАНИЯ КАЛИБРОВ | 1935 |
|
SU47885A1 |
| Устройство для определения скорости и направления ветра | 1939 |
|
SU62169A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ | 1966 |
|
SU177746A1 |
V Ii13
Л .rifb
Г ;,, Л W
