Применение гальванического хромирования, как средства для предохранения металлов от износа и коррозии, имеет большое значение для контрольно-мерительной продукции, так как стойкость хромированного калибра в 6-8 раз больше каленого калибра, но благодаря плохой рассеивающей способности хромовой ванны приходится вводить после хромирования дополнительную работу, как-то шлифовку и доводку, что значительно повышает стоимость гальванического покрытия хромом инструмента.
Шлифовка также обособлена, необходима определенная скорость шлифовального круга, а также его структура, так как, не выполняя данных требований, возможно отслаивание хрома от тела калибра.
На практике хромирования для устранения овальности калибра идут на увеличение расстояния между анодом и катодом, благодаря чему увеличивают рассеивающую способность силовых линий ванны, но этот способ неудобен в производстве тем, что требует повышения напряжения, а следовательно, и мощности машины, а также значительно снижает пропускную способность ванны. Кроме того, овал остается, правда, в меньшей мере.
Применяют вращающие приспособления центров, но эта конструкция страдает теми же недостатками, что и первое мероприятие. Следовательно, шлифовка и доводка остаются, правда, в меньшей мере.
Настоящим предлагается конструкция рамки для хромирования калибров без последующей обработки до нужного размера на станке.
Конструкция достаточно компактна, удобна в производстве и дает требуемую точность, что доказало на практике хромирование калибров.
На предлагаемом чертеже фиг. 1 и 2 изображают рамку согласно изобретению.
Рамка состоит из катодной шины 10 с центрами 6 и нижней планки 12 с центрами 7. Посередине рамки расположены анодная шина 4 с круглыми свинцовыми анодами 5. Все это связывается двумя болтами 3. Ток подводится к правому ушку 1, откуда через болт на анодную шину к круглым анодам. Установку калибров производят между центрами, отрегулировав контакт гайками 8 и пружинкой.
Калибр устанавливается между центрами 6 и 7, контакт которого осуществляется при помощи пружины. Пробка калибра находится в центре анода 5, края пробки выше и ниже края примерно на 2 мм, поэтому расположение анодов, находящихся на анодной шине 4, регулируется дистанционными концами 17. Ток подводится к ушку 1, откуда попадает на болт 5 и на анодную шину 4 к анодам 5, затем через электролит на калибр и гайку 8, после на втулку 9, катодную шину 10, ушко 11 и в цепь. Анодная шина от катодной изолирована втулкой 13 и шайбой 16. Ток выравнивается хорошим контактом, благодаря пружине и уравновешенному проводу 15.
Данная конструкция дает возможность любому заводу съэкономить большие суммы, так как она применима не только для калибров, но и для любого массового инструмента, идущего под хромирование, дает точность, повышает пропускную способность ванны на 100% и больше, благодаря ликвидации анодов на самой ванне, снижает время хромирования, экономит энергию на 100% благодаря понижению напряжения при хромировании, в силу сближения анода и катода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ хромирования | 1937 |
|
SU52601A1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| УСТРОЙСТВО ДЛЯ ПОДВЕШИВАНИЯ КАЛИБРОВ-ПРОБОК ПРИ ХРОМИРОВАНИИ ИХ В РАЗМЕР | 1938 |
|
SU57058A1 |
| УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2002 |
|
RU2241077C2 |
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| Способ упрочнения поверхности прокатно-прессового инструмента с применением хром-кадмиевого электролита | 2022 |
|
RU2816966C2 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ | 2005 |
|
RU2275444C1 |
| Устройство для регенерации электролитов | 1988 |
|
SU1733514A1 |
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
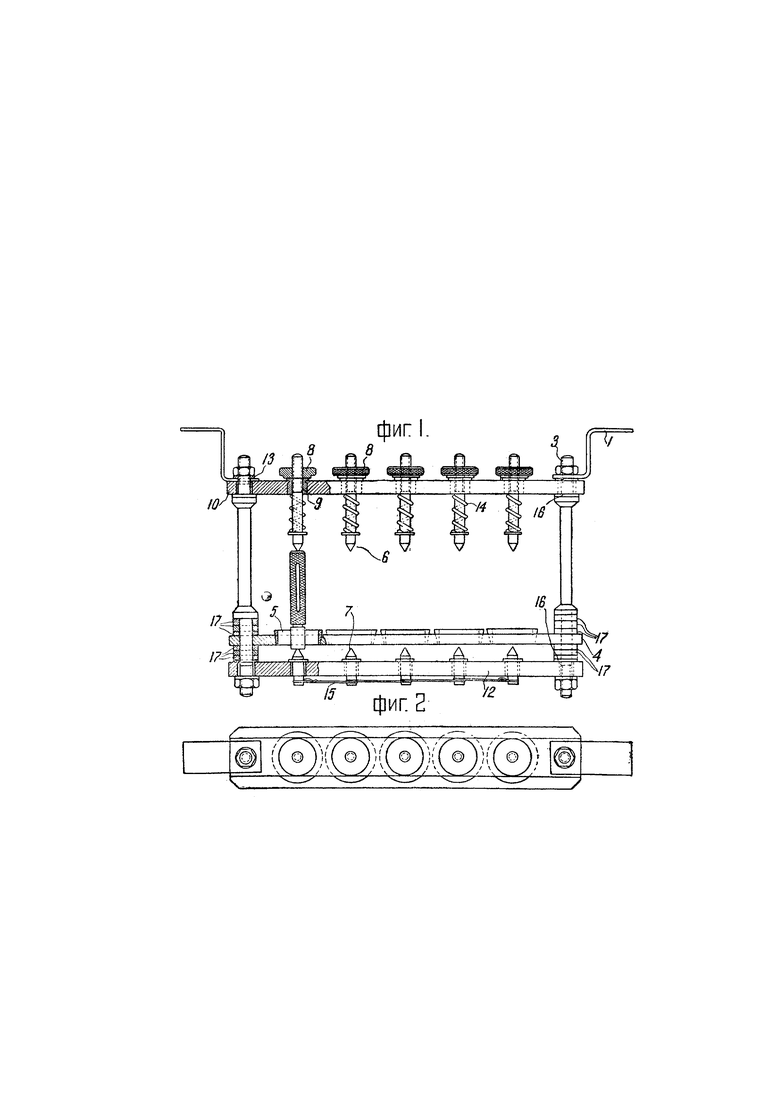
Контактная рамка для хромирования калибров, отличающаяся тем, что, с целью устранения последующей шлифовки и доводки калибров, рамка составлена из укрепленных в стойках катодной и анодной шин, предназначенных служить как для установки хромируемых калибров между центрами 6 катодной шины 10 и центрами 7 изолированной от стоек планки 12, так и для крепления в анодной шине 4 кольцевых анодов 5, охватывающих каждый из калибров.
