(54) ЛЕПЕСТКОШЙ КРУГ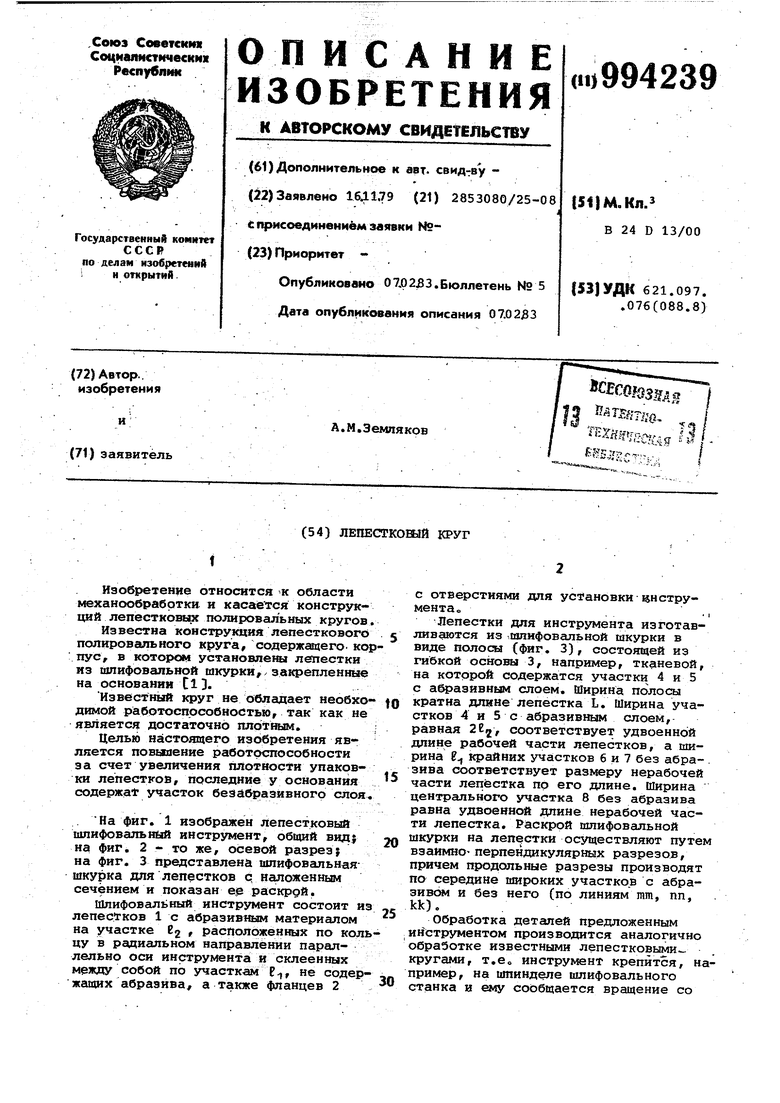
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| Лепестковый круг | 1985 |
|
SU1255420A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 2002 |
|
RU2240224C2 |
| Шлифовально-полировальный круг | 1979 |
|
SU854701A1 |
| Способ изготовления лепесткового круга | 1988 |
|
SU1664538A1 |
| Способ изготовления лепесткового полировального круга | 1982 |
|
SU1060453A2 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1313681A1 |
| Торцовый абразивный круг | 1990 |
|
SU1805021A1 |
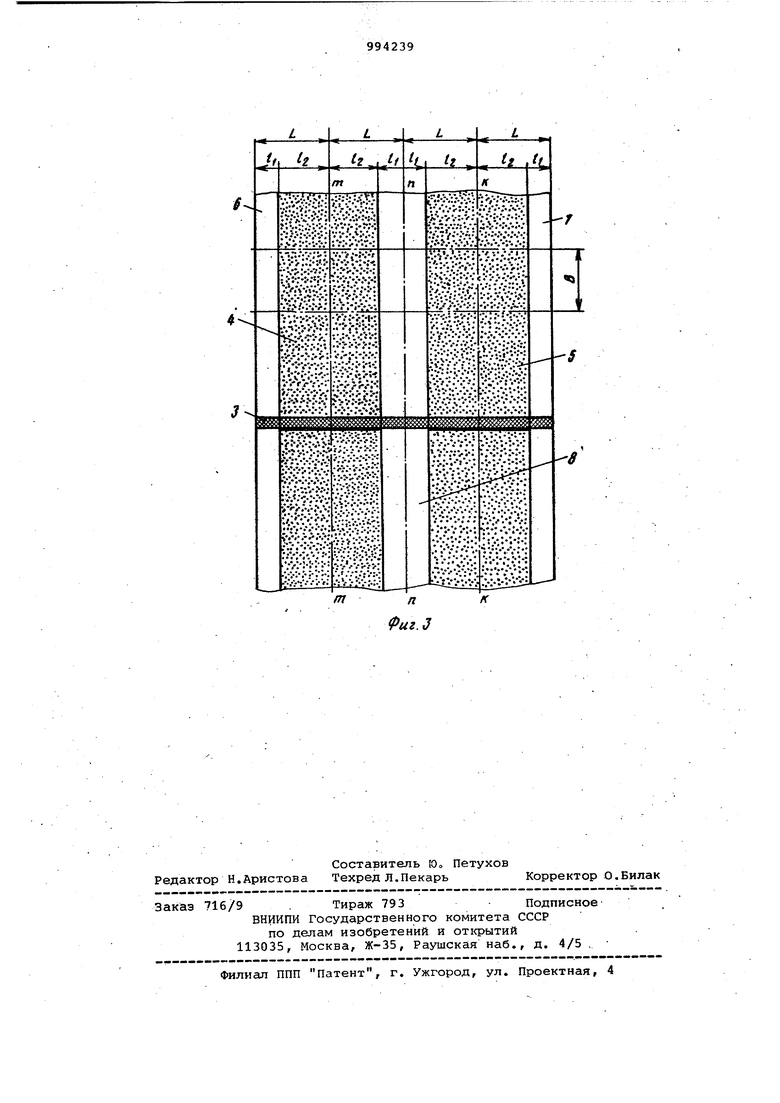
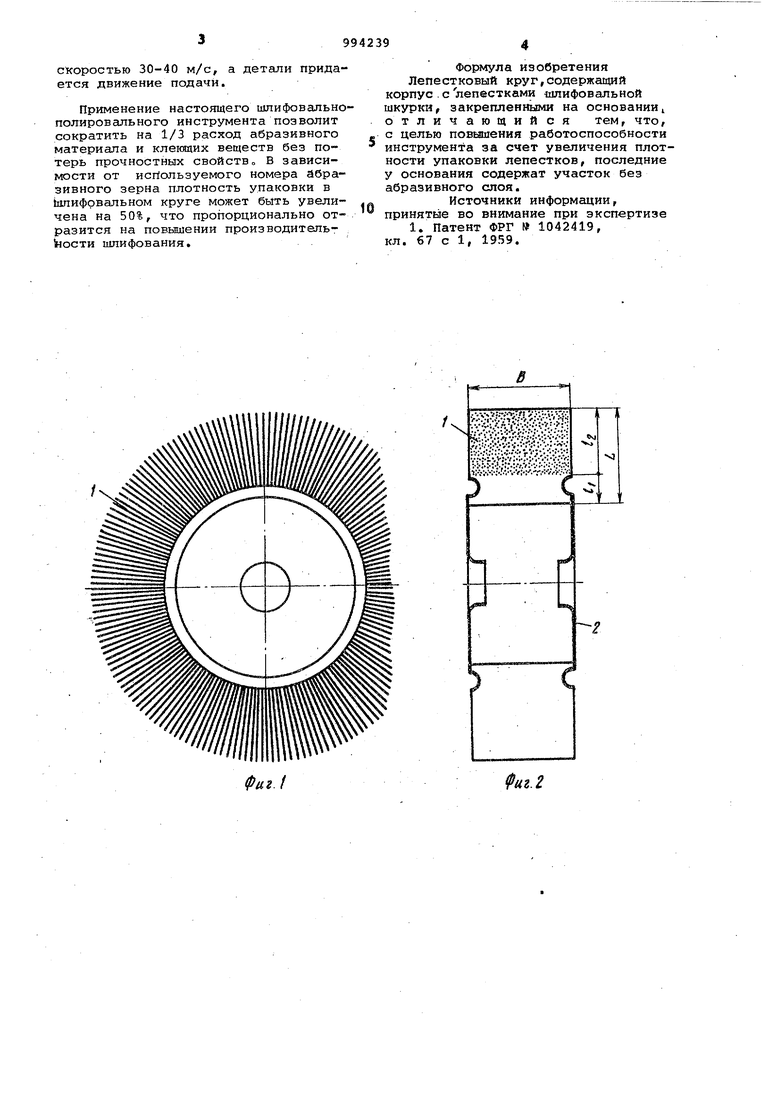
Изобретение отиоеэдтся К области механообработки и каса1вт ся конструкций лепестковых полировальных кругов Известна конструкция лепесткового полировального круга, содержащего ко пус, в установлегеа лейтестки из шлифовальной шкурки,/за1феплеиные на основании Cl 3. Известный круг не обладает необхо димой работоспособностью, так как не является достаточно штотташ. Целью настоящего изобретения является повыаение работоспособности за счет увеличения плотности упаковки лепестков, последние у основания содержа участок беэабразйвногр слоя На фиг. 1 изображен лепестковый шлифовальный инструмент, общий вид; на фиг. 2 - то же, осевой разрез; на фиг. 3 представлена шпифовальнаяшкурка для лепестков с, наложенным сечением и показан еэ раскррй. Шлифовальный инструмент состоит и лепестков 1 с абразивным материалом на участке 2 , расположенных по кол цу в радиальном направлении параллельно оси инструмента и склеенных между собой по участкгии Р-,, не содер жащих абразива, а также фланцев 2 с отверстиями для установки инструмента...1 Лепестки для инструмента изготав.пиваются из -шлифовальной шкурки в виде полосы (фиг. 3), состоящей из гибкой основы 3, например, тканевой, на которой содержатся участки 4 и 5 с а азивным слоем. Ширина полосы кратна длине лепестка L. Ширина участков 4 и 5 с абразивным слоем, равная , соответствует удвоенной длине рабочей части лепестков, а ширина 2 крайних участков 6 и 7 без абразива соответствует размеру нерабочей части лепестка по его длине. Ширина центрального участка 8 без абразива равна удвоенной длине нерабочей части лепестка. Раскрой шлифовальной шкурки на лепэстки осуществляют путем взаимно-перпендикулярных разрезов, причем продольные разрезы производят по середине широких участков с абразивом и без него (по линиям mm, nn, kk). Обработка деталей предложенным инструментом производится аналогично обработке известными лепестковымикругамиг т.е., инструмент крепится, например, на шпинделе шлифовального станка и ему сообщается вращение со
скоростью 30-40 м/с, а детали придается движение подачи.
Применение настоящего шлифовальнополировального инструмента позволит сократить на 1/3 расход абразивного материала и клеккцих веществ без потерь прочностных свойство В зависимости от исг ользуемого номера абразивного зерна плотность упаковки в Ьтифрвальном круге может быть увеличена на 50%, что пропорционально отразится на повышении производительWoCTH шлифования.
Формула изобретения Лепестковый круг,содержащий корпус . с лепестками 11шифовальной шкурки, закрепленшлми на основании отличающийся тем, что, с целью повышения работоспособности инструмента за счет увеличения плотности упаковки лепестков, последние у основания содержат участок без абразивного слоя.
Источники информации, принятые во внимание при экспертизе
#-d
-2
фи,г.1
Фиг.г
iz
.
6нйшЩш йшйви «i ioowJ
Ss
ri:;:::; ;-;-. ;.:-V.-: :-.-;::
V.: :..;.:.. .-vV
:«;-
Т
,
,. :::
.Ч.М-.
.V;.V;vv-
.::::.-:;
. .; /
.:.
5
vv:
:.
f..
.
.v.v ,
n ftuz.
