2. Способ по п. 1, отличающий с я тем, что зернистость абразива, вводимого в клей, выбирают равной зернистости абразивных лепестков.
3. Способ по п. 1,отличающийс я тем, что смесь клея и абразива берут в соотношении 1 : 1 но
объему.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
| ЛЕПЕСТКОВЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2066620C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Способ изготовления лепесткового полировального круга | 1977 |
|
SU645832A1 |
| Способ изготовления лепесткового круга | 1982 |
|
SU1033300A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕПЕСТКОВОГО ПОЛИЮВАЛЬНОГО КРУ.ГА по авт. св. № 645832, отличающийс я тем, что, с целью повышения качества обрабатываемой поверхности, в клей дополнительно вводят абразив, а лепестки покрьпвают указанной смесью в направлении от периферии на величину, равную 0,65-0,75 длины лепестков. (Л О) о 4 сл 00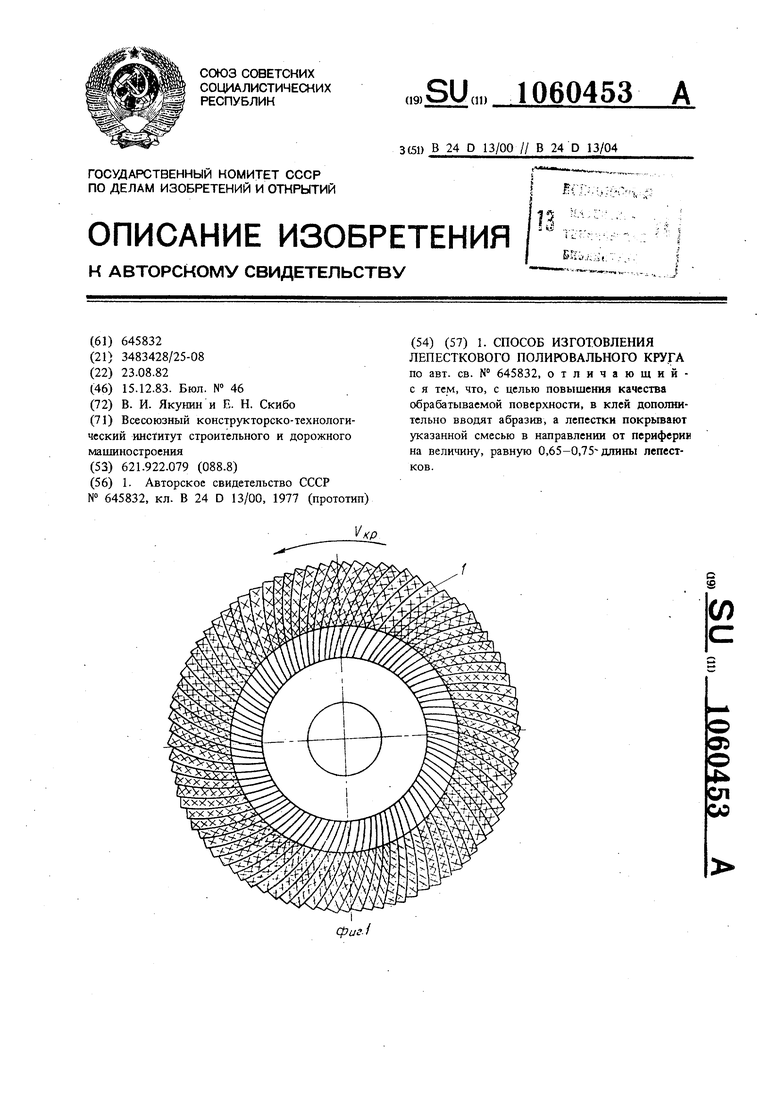
Изобретение относится к изготовлению абразивного инструмента, а именно к лепестковым шлифовальным и полировочным кругам и может быть использовано в любой машиностроительной отрасли народного хозяйства.
По основному авт. св. № 645832 известен способ изготовления лепесткового полировального круга, при котором лепестки шлифовальной шкурки устанавливают радаально и закрепляют в корпусе, затем на лепестки наносят клей и изгибают их до полного взаимного прилегания П .
Однако после склеивания лепестков круг становится слишком жестким и работает практически как обычный шлифовальный круг, что исключает копирование обрабатываемой поверхности, а наличие клеевой прослойки между лепестками снижает режушие свойства круга что является причиной засаливания последнего. Указшшые факторы приводят к тому, что при обработке деталей кругом, изготовленным по Известному способу, качество обработки (шероховатость) поверхности невысокое.
Цель изобретения - повышение качества обрабатываемой поверхности.
Поставленная цель достигается тем, что лепестки шлифовальной шкурки устанавливают радиально и закрепляют в корпусе, наносят на лепестки клей и изгибают до полного взаимного прилегания, при этом в клей вводят абразив, а лепестки покрьшают указанной смесью в направлении от периферии на величину, равную 0,65-0,75 длины лепестка.
Зернистость абразива, вводимого в клей, выбирают равной зернистости абразивных лепестков, а смесь клея и абразива берут в соотношении 1:1 по объему.
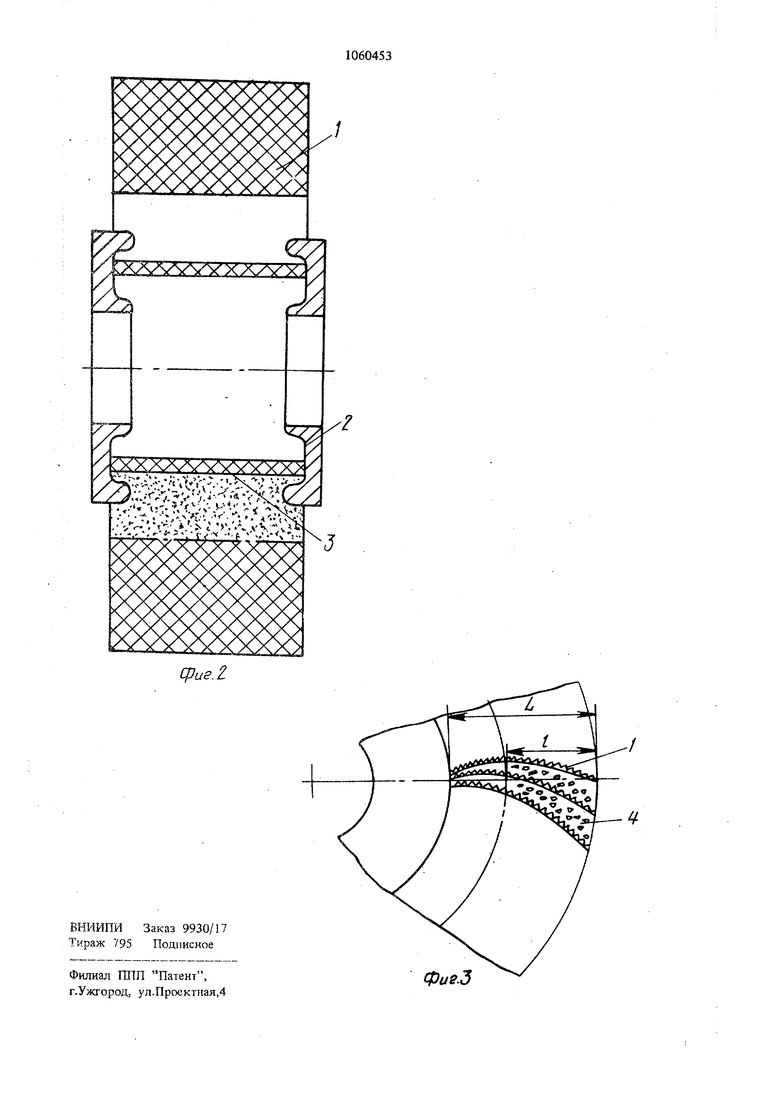
На фиг. 1 схематически изображен лепестковый круг, вид на торец; на фиг. 2 - диаметральное сечение круга; на фиг. 3 - периферийный участок круга, на который нанесена смесь абразива и клея.
Лепестковый полировальный крут, изготовленный по предлагаемому способу, состоит из радиально установленных лепестков шлифовальной шкурки I. на корпусе, вьшолненном в виде фланцев 2 и ступицы 3. Ыа лепестки нанесена смесь 4, состоящая из клея и абразива, на величину 1, равную 0,65-0,75 длины лепестка L.
Пример. При изготовлении предлагаемым способом полировального круга лепестки шлифовальной шкурки, образуюшие круг, устанавливают радиально, закрепляя известным способом на ступице круга, смазывают периферийную часть поверхности лепестков на велнчину, равную 0,65-0,75 их длины, доводят до полного взаимного прилегания лепестков и выдерживают в этом положении до полного отверждения клея. Смесь клея и абразива берут в соотношении 1:1 по объему, при этом зернистость абразива соответствует зернистости абразивных лепестков.
После склеивания лепестков и отверждения клея получается монолитная кольцеобразно расположенная по периферии часть круга, соединенная с фланцами посредством несклеенной части лепестков. При склеивании лепестков используется, как правило, марки клея, применяемые при изготовлении шлифовальной шкурки, образующей лепестковый полировальный крут. Оптимальные соотношения величины склейкн лепестков по длине выбраны экспериментально.Результаты испытаний приведены в таблице.
Круг по известному способу
1,0
Круг по предлагае0,85 мому способу
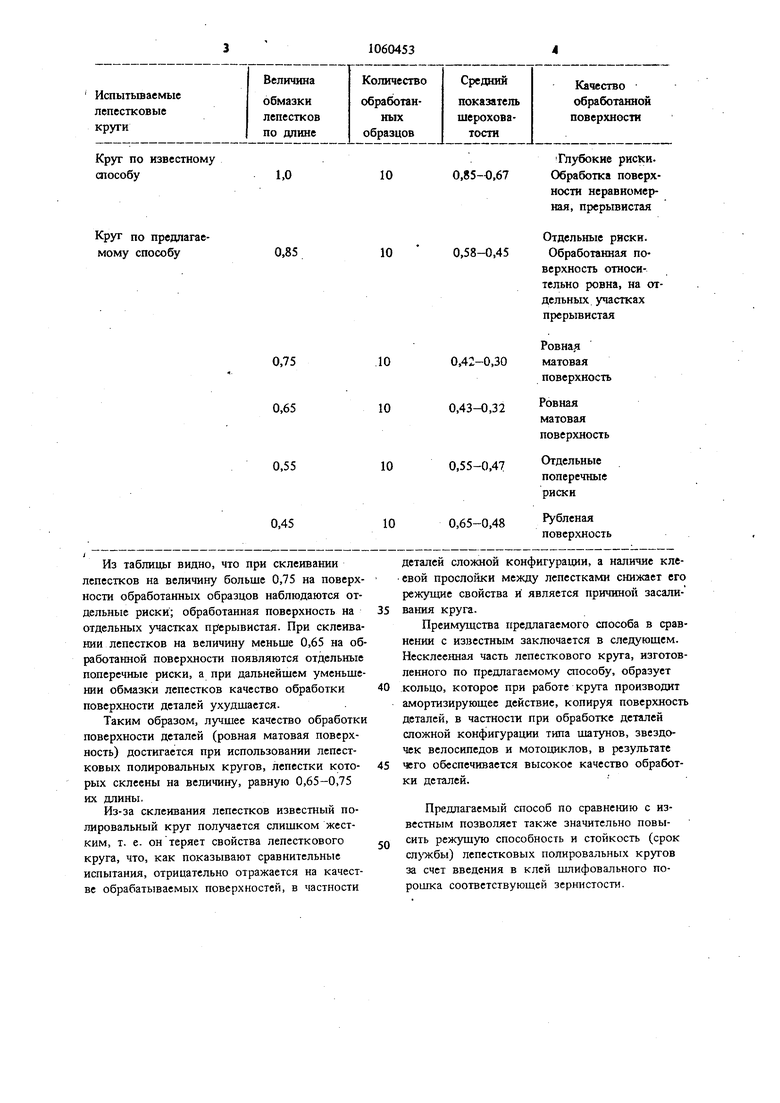
Из таблицы видно, что при склеивании лепестков на величину больше 0,75 на поверхности обработанных образцов наблюдаются отдельные риски; обработанная поверхность на отдельных участках прерывистая. При склеивании лепестков на величину меньше 0,65 на обработанной поверхности появляются отдельные поперечные риски, а при дальнейшем уменьшении обмазки лепестков качество обработки поверхности деталей ухудшается.
Таким образом, лучшее качество обработки поверхности деталей (ровная матовая поверхность) достигается при использовании лепестковых полировальных кругов, лепестки которых склеены на величину, равную 0,65-0,75 их длины,
Из-за склеивания лепестков известный полировальный круг получается слишком жестким, т. е. он теряет свойства лепесткового круга, что, как показывают сравнительные испытания, отрицательно отражается на качестве обрабатываемых поверхностей, в частности
Глубокие риски. Обработка поверхности неравномерная, прерывистая
Отдельные риски. Обработанная поверхность относительно ровна, на отдельных участках прерывистая
деталей сложной конфигурации, а наличие кле евой прослойки между лепестками снижает его
режущие свойства и является причиной засаливания круга.
Преимущства предлагаемого способа в сравиении с из)зестным заключается в следующем. Несклеенная часть лепесткового круга, изготовленного по предлагаемому способу, образует
кольцо, которое при работе круга производит амортизирующее действие, копируя поверхность деталей, в частное™ при обработке деталей сложной конфигурации типа шатунов, звездочек велосипедов и мотоциклов, в результате
чгго обеспечивается высокое качество обработки деталей.
Предлагаемый способ по сравнению с известным позволяет также значительно повысить режущую способность и стойкость (срок слзокбы) лепестковых полировальных кругов за счет введения в клей шлифовального порошка соответствующей зернистости.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления лепесткового полировального круга | 1977 |
|
SU645832A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
