Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1985 |
|
SU1333560A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 2003 |
|
RU2245240C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
| Лепестковый круг | 1979 |
|
SU994239A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ЗАЧИСТКИ | 2003 |
|
RU2297320C2 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1313681A1 |
| Способ изготовления лепесткового полировального круга | 1982 |
|
SU1060453A2 |
Изобретение относится к машиностроению и касается изготовления лепестковых абразивных кругов. Цель изобретения - повышение производительности путем снижения трудоемкости изготовления. Шлифовальную шкурку изготавливают следующим образом: на основу шкурки наносят абразив с двух сторон полосами в шахматном порядке, разрезают шкурку перпендикулярно абразивным полосам на ленты, которые гофрируют и фиксируют в пакеты. При гофрировании сгибы производят на участках ленты без абразива, или гофрируют и фиксируют всю шлифовальную шкурку в многорядный пакет, после чего рубят его по рядам на отдельные пакеты лепестков. 2 ил.
Изобретение относится к машиностроению и касается изготовления лепестковых абразивных кругов.
Целью изобретения является повышение производительности путем снижения трудоемкости изготовления.
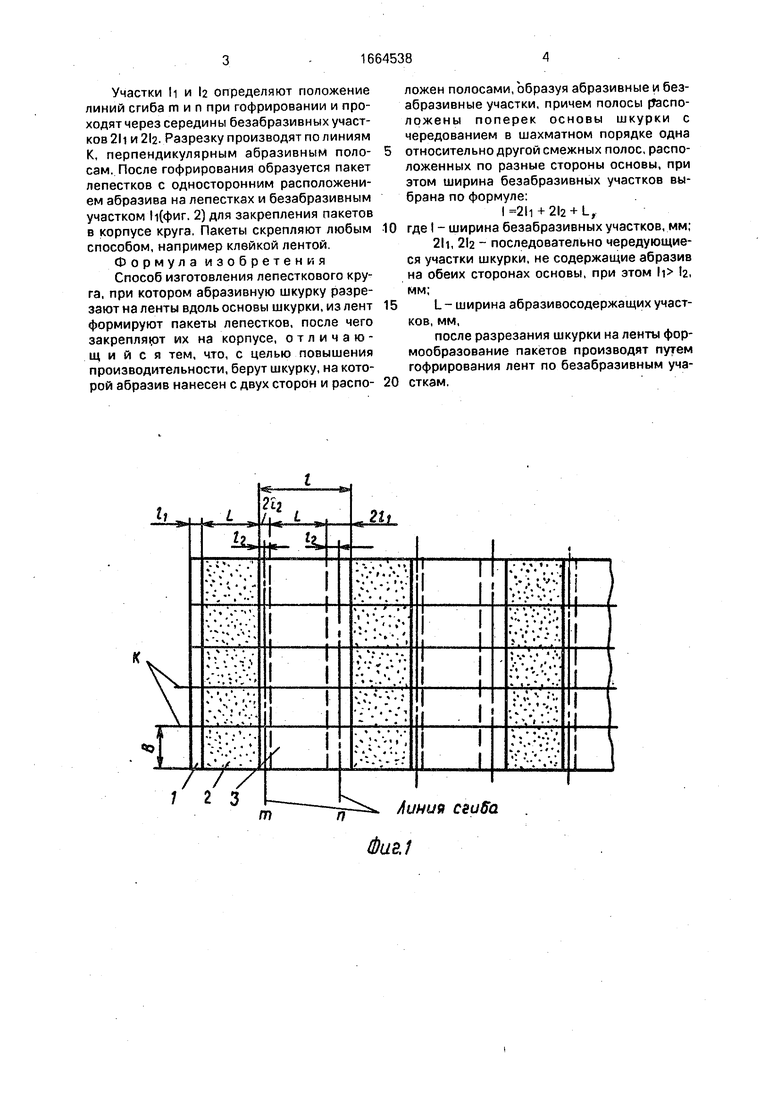
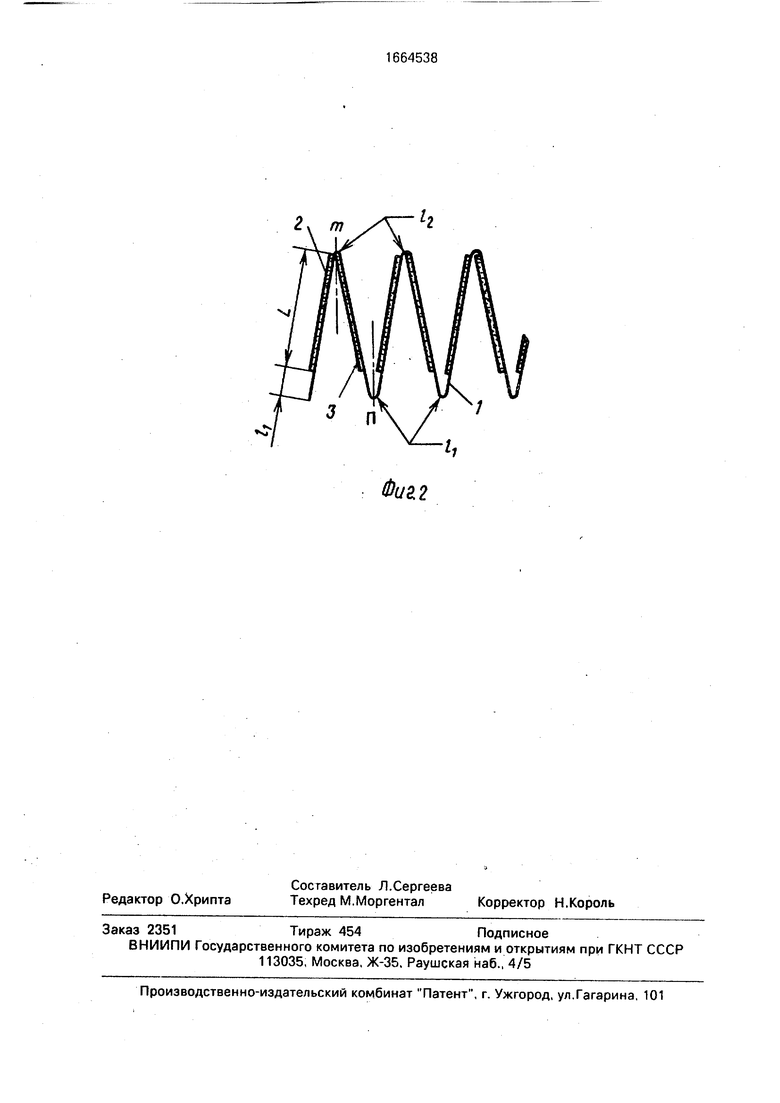
На фиг. 1 показана абразивная шкурка; на фиг. 2 - сгофрированный пакет
Абразивная шкурка включает основу 1, на которой расположены полосы 2 и 3 с абразивным материалом (с лицевой и обратной стороны). Полосы абразива на лицевой и обратной сторонах чередуются в шахматном порядке. Ширина безабразивных участков
+ + L,
где L - ширина абразивного участка (длина рабочей части лепестка);
I - ширина безабразивного участка;
В - ширина лепестка;
2Н, участки шкурки, не содержащее абрзива на обеих сторонах основы (безабразивные участки шкурки).
Участок 2И всегда больше участка 2h. Участок 2Н предназначен для закрепления в корпусе круга, и его величина зависит от конструкции круга. Отсутствие абразива способствует плотной упаковке Участок 21г необходим для получения качественного пакета при гофрировании. Величина его определяется в зависимости от толщины основы, величины зерна и толщины абразивного слоя. Чем больше эти величины, тем больше участок 212. Если производить гофрирование без участка 212 на шкурке, то после перегиба на угол, меньший90°, зерно каждого лепестка (в месте перегиба) начнет внедряться в основу предыдущего, что затруднит плотное сжатие пакета и получение качественной формы.
Участки 211 и 212 последовательно чередуются на всем протяжении шкурки
с ( J ел со
00
Участки li и la определяют положение линий сгиба тип при гофрировании и проходят через середины безабразивных участков 2h и 2I2. Разрезку производят по линиям К, перпендикулярным абразивным полосам. После гофрирования образуется пакет лепестков с односторонним расположением абразива на лепестках и безабразивным участком И(фиг. 2) для закрепления пакетов в корпусе круга, Пакеты скрепляют любым способом, например клейкой лентой. Формула изобретения Способ изготовления лепесткового круга, при котором абразивную шкурку разрезают на ленты вдоль основы шкурки, из лент формируют пакеты лепестков, после чего закрепляют их на корпусе, отличающийся тем, что, с целью повышения производительности, берут шкурку, на которой абразив нанесен с двух сторон и расположен полосами, образуя абразивные и безабразивные участки, причем полосы расположены поперек основы шкурки с чередованием в шахматном порядке одна
относительно другой смежных полос, расположенных по разные стороны основы, при этом ширина безабразивных участков выбрана по формуле:
+ 2l2 + L,
где I - ширина безабразивных участков, мм; 2li, 212 - последовательно чередующиеся участки шкурки, не содержащие абразив на обеих сторонах основы, при этом И г, мм;
L - ширина абразивосодержащих участков, мм,
после разрезания шкурки на ленты формообразование пакетов производят путем гофрирования лент по безабразивным участкам,
Линия сгиба
Фив.1
ФиМ
| Гдалевич А | |||
| И | |||
| и др | |||
| Полирование деталей лепестковыми кругами | |||
| М.: Машиностроение, 1980, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
