Изобретение относится к металлообработке и касается конструкций абразивных шлифовальных и полировальных инструментов.
Цель изобретения - повышение производительности и улучшение качества обработанной поверхности.
Повышение производительности достигается тем, что в торцовом абразивном круге, выполненном в виде свернутого, рулона шлифовальной шкурки, абразивное покрытие смежных слоев шкурки совмещено и размещено с образованием равномерно повторяемых в окружном направлении радиальных пустотелых участков, высота h которых определяется из следующей зависимости:М 2 tZ, -где t - толщина шкурки, Z - число радиальных смещений.
Улучшение качества обработанной поверхности достигается тем, что.количество пустотелых участков на одной окружности - нечетное, а между пустотелыми участками предусмотрены дополнительные участки с неравномерным радиальным смещением слоев шлифовальной шкурки и переменным угловым шагом, выполненными из мягкого полировального материала фетра.
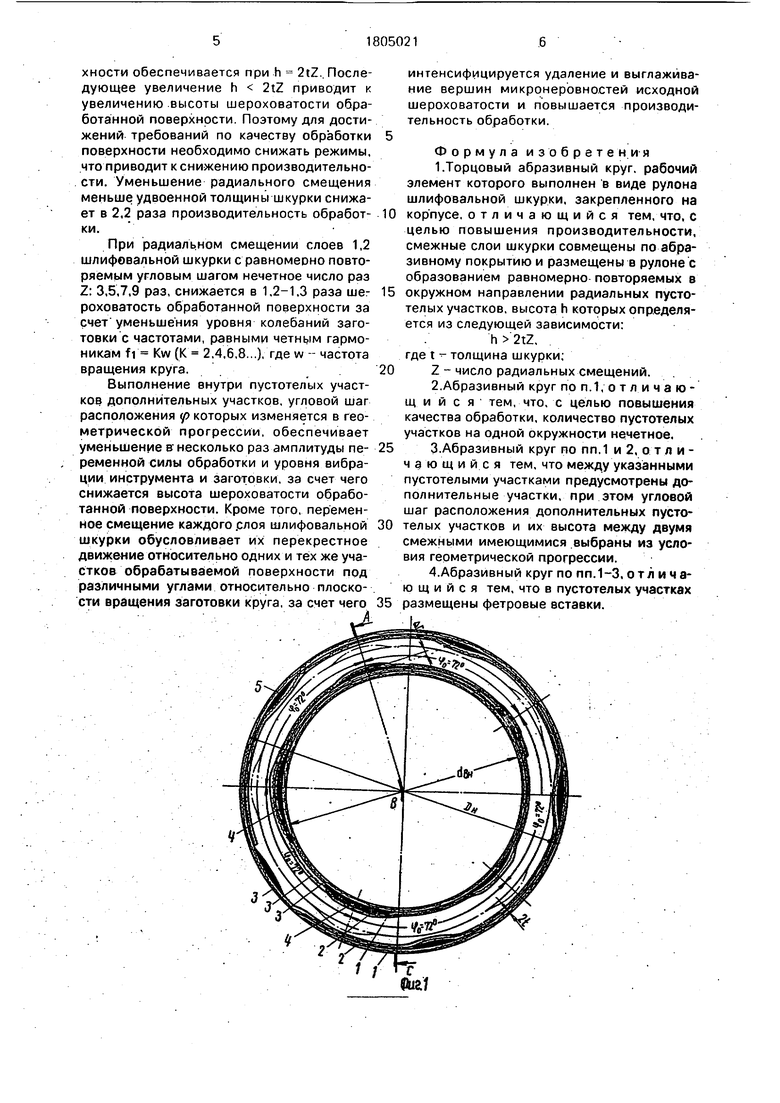
На фиг.1 изображен торцовый абразивный круг с равномерно повторяемыми в окружном направлении радиальными пустотелыми участками; на фиг.2 - сечение А-В-С на фиг.1; на фиг.З - торцовый абразивный круг с равномерным и неравномероо
о л
о
ю
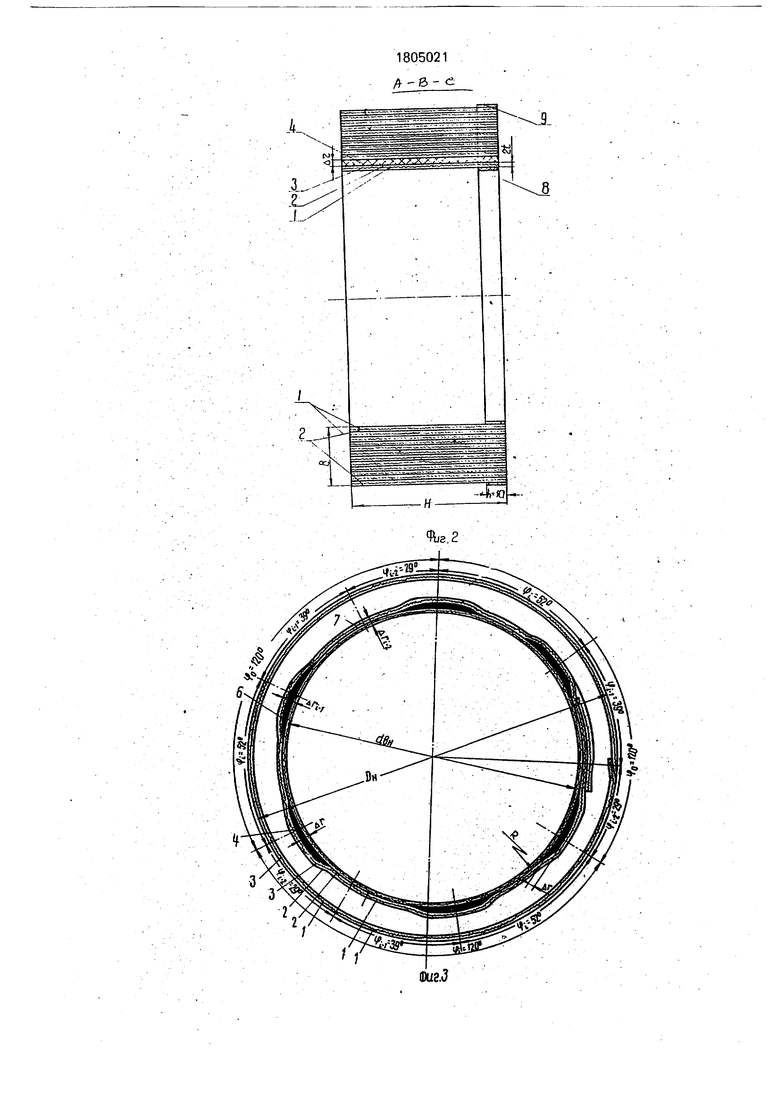
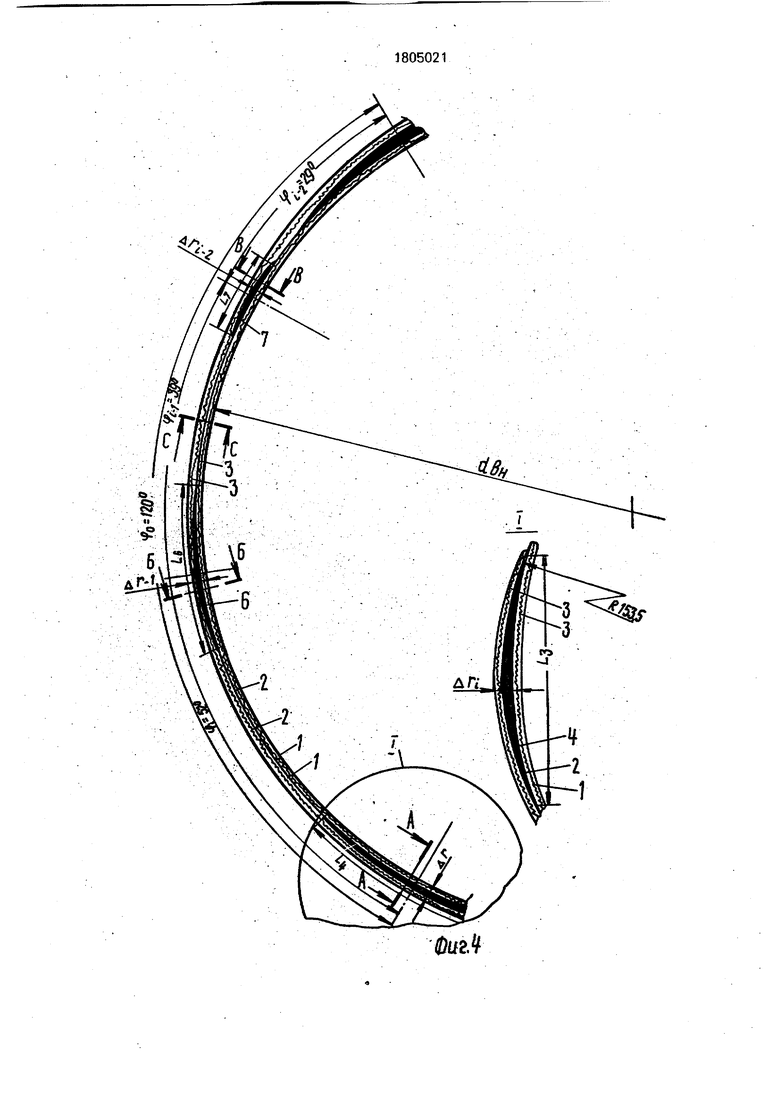
ным повторением радиальных пустотелых участков; на фиг,4 - участок торцового абразивного круга на фиг.З; на фиг.5 - сечения А-А, Б-Б, В-В, С-С на фиг.4; на фиг.6 -, торцовый абразивный круг с полосой из мягкого полировального фетра; на фиг.7 - торцовый абразиЁный круг с оправкой.
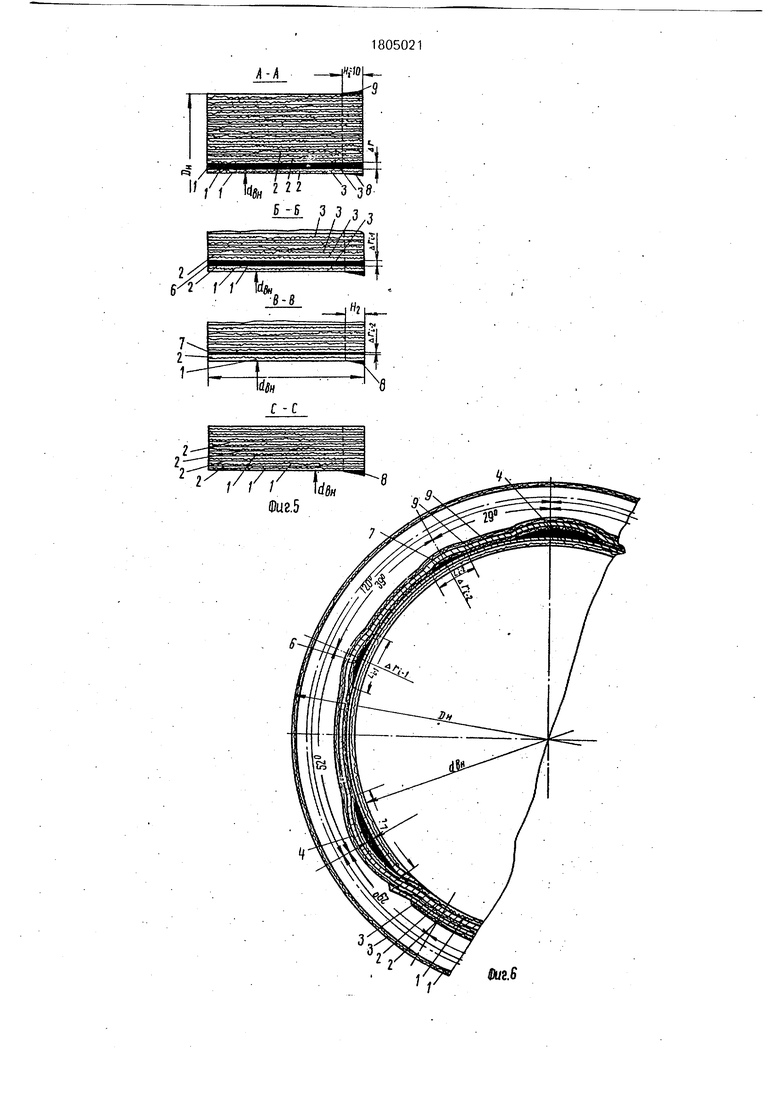
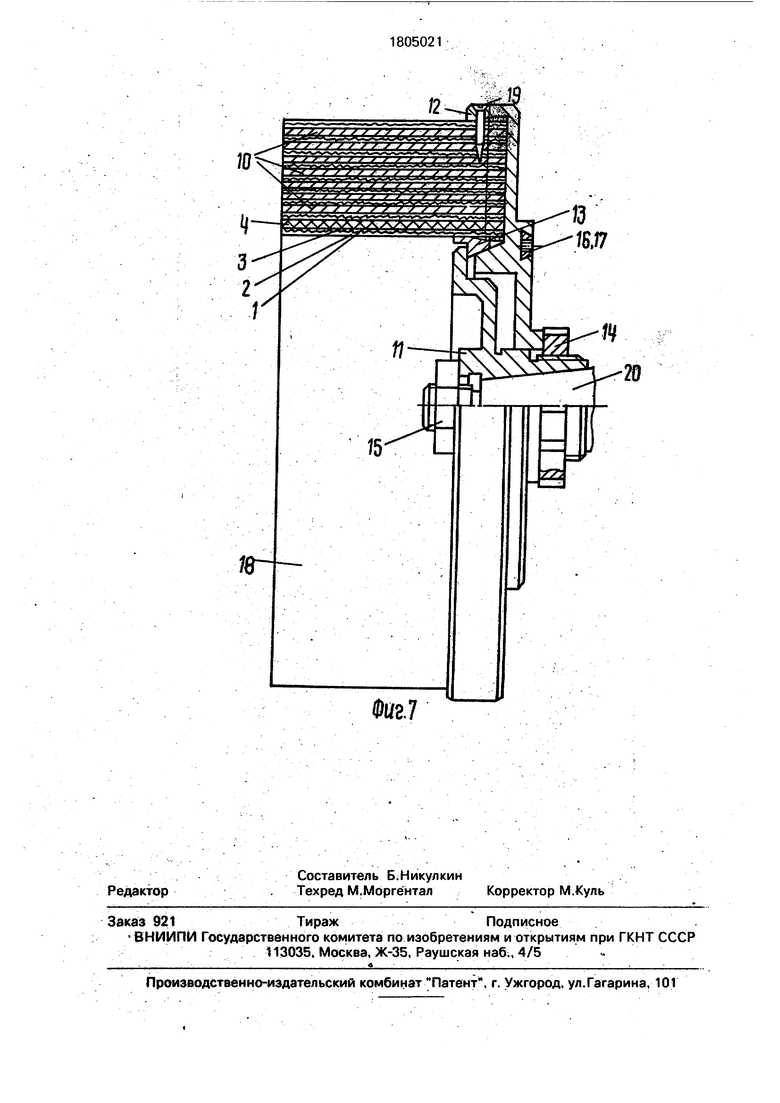
Торцовый абразивный круг выполнен в виде свернутого по спирали рулона из двух слоев шлифовальной шкурки 1 и 2 на тканевой основе, абразивное покрытие 3 которых совмещено. На внутренний слой рулона из шкурки уложены лепестки 4 переменной толщины, изготовленные из фетра. Между лепестками 4 уложены лепестки 5,6,7 (фиг.1,3), отличающиеся между собой по длине и толщине, На цилиндрических нерабочих поверхностях рулона шлифовальной шкурки уложены полосы 8 и 9 из ткани, пропитанной смолой (фиг.5). Между слоями шлифовальной шкурки намотана полоса 10 фетра (фиг.6,7). На корпусе 11 оправки установлен фланец 12 и разрезная втулка 13, Между коническими поверхностями фланца 12 и втулки 13 помещен рулон из шлифовальной шкурки и закреплен гайками 14 и 15. Для обеспечения статической баланси-. ровки абразивного круга из фланца 12 со стороны его торца выполнен кольцевой паз, в котором размещены балансировочные сухарики 1&, закрепленные винтами 17.
Собранный абразивный круг 18 закреплен на цилиндрической стенке фланца 12 винтовыми шипами 19. Круг 18 с оправкой 11 установлен на шпинделе 20 шлифовальной головки.
Ниже даны варианты выполнения торцового абразивного круга.
Смежные слои шкурки (вариант 1, фиг.1 и 2) совмещены по абразивному покрытию и размещены в рулоне с образованием равномерно повторяемых в окружном направлении радиальных пустотелых участков, высота которых h определяется из следующей зависимости: h 2tZ. где t - толщина шкурки; Z - число радиальных смещений.
В данном варианте исполнения торцовый абразивный круг выполнен в виде свернутого рулона из двух полос 1 и 2 шлифовальной шкурки, которые совмещены абразивным покрытием 3 и намотаны по
спирали на оправке 11, на внутренний слой шкурки указывают с равномерным угловым шагом ро лепестки 4. Все лепестки 4 выполнены одинаковой формы удвоенной толщи ны t, которая возрастает от концов к их середине до величины h, при этом; 2t 0,8 мм. Количество лепестков на окружности равно 5. Следуя зависимости; h 2tZ, устанавливаем величину h; h 0,8.5, т.е. величина h должна быть больше 4 мм.
Смежные слои шкурки (вариант 2, фиг.3,4,5) размещены так, что между пустотелыми участками имеются дополнительные участки, угловой , расположения которых их высота h между двумя смежными выбраны из условия геометрической прогрессии,
В торцовом абразивном круге данного варианта.исполнения между лепестками 4 укладывают с переменным угловым шагом рг, р - 1; рь - 2 лепестки 6 и 7, которые отличаются по длине и толщине. Лепестки
5 4,6,7 высотой Н 80 мм выполняют переменной толщины, монотонно возрастающей от 0,5 мм к средней их части до величины Дг 3 мм, Д п -1 2,25 мм и Дп- 2 1,7 мм, соответственно.
0 Длину лепестков 4,6,7 выполняют меньше половины окружного шага радиального смещения шлифовальной шкурки. Например: 1.4 90 мм, 55 мм и 38 мм.(фиг.4). Причем длину лепестков 4,6,7 и их наимень5 шую толщину выбирают с возможностью плотного прилегания слоев шлифовальной шкурки при намотке. Утолщенный участок лепестков 4 располагают с равномерно повторяемым нечетное число раз угловым ша0 гом (р0 (на фиг.1 (ро 72°, на фиг.3,4,5 - 120°), а внутри этого углового шага укладывают лепестки 6,7 переменной толщины с переменным угловым шагом, который изменяется в геометрической
$ прогрессии, например на фиг.3,4,5,6 р
52°.уЗ|-1 390,уэг-2 29°.
Между слоями шлифовальной шкурки (вариант 3, фиг.6 и 7) в пустотелых участках размещены фетровые вставки. .Толщина
0 . вставок выполнена в пределах величины Д г радиального смещения слоев.
В данном варианте исполнения круга между слоями шлифовальной шкурки в круге размерами 386 х 307 х 80 расположена по
и. спирал.и с переменным радиальным смещением фетровая вставка высотой Н 80 мм и толщиной t 3 мм.
Таким образом, расположение слоев 1,2 шлифовальной шкурки с равномерно повто- 0 ряемым Z раз в окружном направлении радиальных пустотелых участков, которое превышает удвоенную толщину t шкурки до величины 2tZ, повышает производительность обработки за счет создания перекрестной кинематики движения слоев шлифовальной шкурки относительно обрабатываемой поверхности заготовки. При этом максимальная производительность при высоком качестве обработанной повер5
хности обеспечивается при h - 2tZ.. Последующее увеличение h 2tZ приводит к увеличению высоты шероховатости обработанной поверхности. Поэтому для достижений требований по качеству обработки поверхности необходимо снижать режимы, что приводит к снижению производительности. Уменьшение радиального смещения меньше удвоенной толщины шкурки снижает в 2,2 раза производительность обработ- ки.
При радиальном смещении слоев 1,2 шлифовальной шкурки с равномерно повторяемым угловым шагом нечетное число раз Z: 3,5,7,9 раз, снижается в 1.2-1,3 раза ше- роховатость обработанной поверхности за счет уменьшения уровня колебаний заготовки с частотами, равными четным гармоникам fi Kw (К 2,4,6,8...). где w - частота вращения круга.
Выполнение внутри пустотелых участков дополнительных участков, угловой шаг расположения (f которых изменяется в геометрической прогрессии, обеспечивает уменьшение в несколько раз амплитуды пе- ременной силы обработки и уровня вибрации инструмента и заготовки, за счет чего снижается высота шероховатости обработанной поверхности. Кроме того, переменное смещение каждого .слоя шлифовальной шкурки обусловливает их перекрестное движение относительно одних и тех же участков обрабатываемой поверхности под различными углами относительно плоскости вращения заготовки круга, за счет чего
интенсифицируется удаление и выглажива- ние вершин микронеровностей исходной шероховатости и повышается производительность обработки.
Формула изобретения
1.Торцовый абразивный круг, рабочий элемент которого выполнен в виде рулона шлифовальной шкурки, закрепленного на корпусе, отличающийся тем, что, с целью повышения производительности, смежные слои шкурки совмещены по абразивному покрытию и размещены в рулоне с образованием равномерно повторяемых в окружном направлении радиальных пустотелых участков, высота h которых определяется из следующей зависимости:
h 2tZ, где t - толщина шкурки;
Z - число радиальных смещений.
2. Абразивны и круг по л.1,отличающий с я тем, что, с целью повышения качества обработки, количество пустотелых участков на одной окружности нечетное.
3.Абразивный круг по пп.1 и 2, о т л и - чающийся тем, что между указанными пустотелыми участками предусмотрены дополнительные участки, при.этом угловой шаг расположения дополнительных пустотелых участков и их высота между двумя смежными имеющимися .выбраны из условия геометрической прогрессии.
4.Абразивный круг по пп. 1-3, отличающийся тем, что в пустотелых участках размещены фетровые вставки.
ФигА
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Полировальный инструмент | 1989 |
|
SU1706850A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
| Лепестковый абразивный круг | 1990 |
|
SU1756133A1 |
| Полировальный инструмент | 1985 |
|
SU1274917A1 |
| СПОСОБ ФОРМИРОВАНИЯ АКСИАЛЬНО СМЕЩЕННОГО РАБОЧЕГО СЛОЯ ФАСОННОГО ПОЛИРОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1998 |
|
RU2124432C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
Использование: при изготовлении шлифовального и полировального инструмента из абразивной шкурки. Сущность изобретения: торцовый абразивный круг выполнен в виде свернутого по спирали рулона из двух слоев шлифовальной шкурки, которые совмещены абразивным покрытием и намотаны по спирали на оправке. На внутренний 2 слой рулона из шкурки уложены лепестки переменной толщины, изготовленные из фетра. Слои шкурки размещены в рулоне с образованием равномерно повторяемых в окружном направлении радиальных пустотелых участков, количество которых на одной окружности нечетное. В другом варианте исполнения круга между лепестками уложены лепестки, отличающиеся между собой по длине и толщине с переменным угловым шагом лепестков. Толщина их монотонно возрастает к средней их части. Длина лепестков выполнена меньше половины окружного шага радиального смещения шлифовальной шкурки, В этом случае между образованными пустотелыми участками предусмотрены дополнительные участки, угловой шаг расположения которых и их высота между смежными участками выбраны из условий геометрической прогрессии, 3 з.п.ф-лы, 7 ил. . I О с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полировальный круг | 1978 |
|
SU737204A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Торцовый абразивный инструмент | 1987 |
|
SU1425066A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
