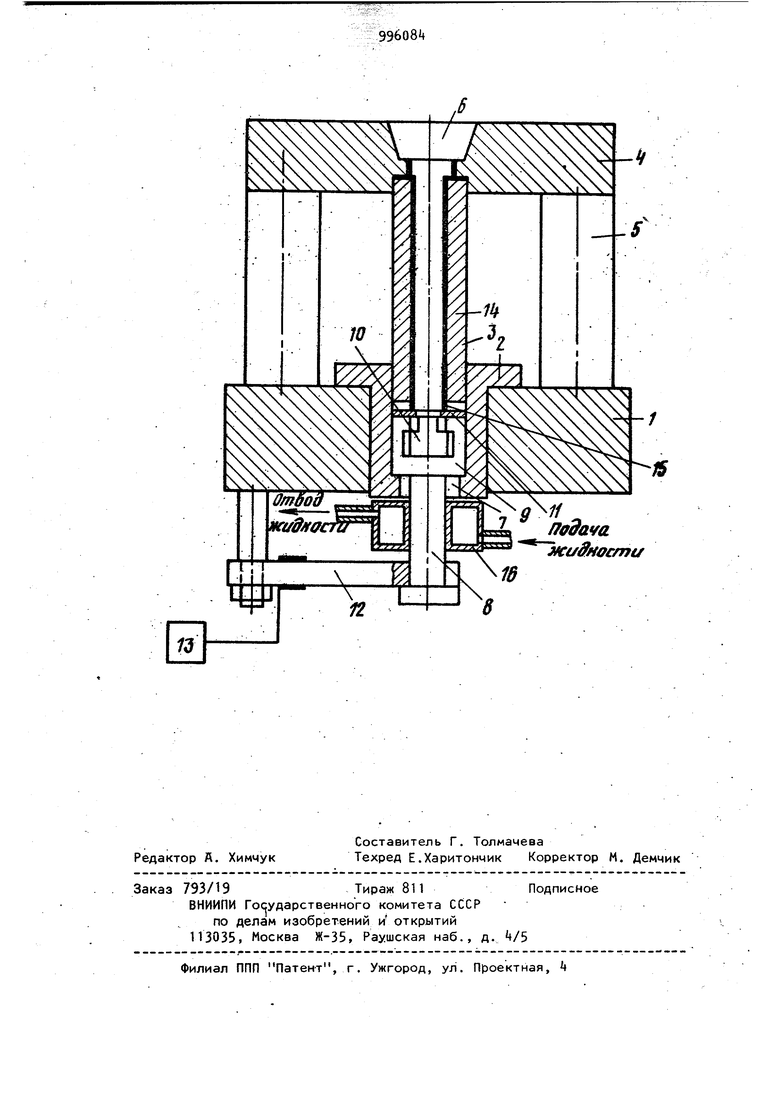
1 , Изобретение относится к литейному производству, а конкретнее к приборам для определения величины усадки металлических расплавов при литье. Известен прибор Для определения личины усадки металлических расплавов при литье, содержащий станину для размещения цилиндрической формы и стержень, воспринимающий деформацию сплава, связанный с измерительной системой Cl 3. Однако известный прибор не обеспечивает достаточной точности-измерений ввиду того, что отливка при охлаждении.испытывает затрудненную усадку со стороны формы. Цель изобретения - повышение точ ности измерений. Цель достигается тем, что в устр стве для определения линейной усадк литейных сплавов, содержащем станину для размещения цилиндрической фо мы и стержень с головкой, связанный с измерительной системой, форма установлена вертикально и снабжена трубчатой тонкостенной вставкой, выполненной из материала, сходного по составу с заливаемым, и контактирующей с головкой стержня, при этом между нижним торцом формы и головкой стержня выполнен зазор, величина которого не менее величины усадки сплава. Кроме того, устройство снабжено шайбой из жаропрочного материала, размещенной между головкой стержня и вставкой. На чертеже схематически изображено предлагаемое устройство общий вид, разрез. Устройство для определения линейной усадки литейных сплавов содержит станину 1 со встроенным стаканом 2 из жаропрочного материала, трубчатую форму 3, которая нижним своим КОНЦОМ входит в стакан 2, а верхним концом размещается в цилиндрической выемке неподвижной толстостенной пииты 4, установленной на опорные стойки 5. В плите k над.формой расположена литниковая чаша 6. Стакан 2 имеет в донной масти скврзное отверстие 7, сквозь которое пропущено тело стержня 8, воспринимающего деформацию сплава., В головке 9 стержня 8, имеющей наружный размер, равный диаметру формы 3, выполнен ступенчатый паз 10 переменного сечения для сцепления со сплавом, который сверху перекрыт жаропрочной шайбой 11. Стержень 8 нижним сво им концом связан с вилкообразным дат чиком 12 с измерительной системой 13 Внутри формы 3 размещена тонкостенная вставка 14 из материала, сходного по составу с заливаемым, или по меньшей мере, являющегося его основой. Вставка 14 опирается на жаропрочную шайбу 11 таким образом, что ме)кду торцом 15 формы 3 и шайбой 11 образуется зазор 0,2Ь-1,5 мм, соответствующий величине усадки сплава. Устройство работает следующим образом. Расплав, например из алюминиевого сплава АК5М7, через литниковую чашу 6 заливают в форму 3, который образует при. дальнейшем охлаждении и затвердении жесткую систему; отливка - стержень b - силоизмерительный датчик 12. Возникающие при этом усилия воспринимаются датчиком, сигнал от которого поступает на контрольно-измерительную аппаратуру, включающую тензоусилитель ТОПАЗ-3, светолучевой осциллограф Н-117 и блоки питания. Для исключения перегрева стержня 8 в момент заливки в рубашку 16 системы охлаждения подается вода. 9 44 Наличие жаропрочной шайбы обеспечивает предотвращение попадания сплава в зазор между головкой 9 стержня 8 и формой 3, « наличие вставки 14 предотвращает сцепление отливаемой детали со стенками формы. Таким образом зСтраняются причины,искажающие точность измерения литейной усадки. После снятия требуемых характеристик снимают датчик со стержня, удаляют рубашку 1б системы охлаждения. Залитую форму 3 извлекают совместно с плитой 4 и отливкой, затем тделяют нижнюю часть отливки и извекают последнюю из формы . Изобретение повышает точность и надежность измерений. Формула изобретения 1.Устройство для определения линейной усадки ,литейных сплавов, содержащее станину для размещения цилиндрической формы и стержень с головкой-, связанный с измерительной системой. Отличающееся тем, что, с целью повышения точности измерений, форма установлена вертикально и снабжена трубчатой тонкостенной вставкой, выполненной из материала, сходного по составу с залиЕ1аемым, и контактирующей с головкой стержня, при этом между, нижним- -торцом (1юрмы и головкой стержня выполнен зазор, величинаэ которого не менее величины усадкИ сплава. 2.Устройство по п. 1, отличающее с я тем, что оно снабже но шайбой из жаропрочного материала, размещенной между головкой стержня и вставкой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство ССС7 № 204510, кл. В 22 D 35/00, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| Прибор для определения сил трения между отливкой и литейной формой | 1960 |
|
SU131866A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 1973 |
|
SU366924A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Прибор для определения величины линейной усадки металлических расплавов | 1980 |
|
SU872018A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТУРБИННЫХ ЛОПАТОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2302923C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2006 |
|
RU2314178C1 |