Изобретение относится к области литейного производства, к отливкам, получаемым по разовым моделям. Изготовляют в массовом производстве, когда необходимо получать сложные заготовки или готовые детали из твердых сплавов.
Сущность процесса получения отливок преимущественно по выплавляемым моделям заключается в изготовлении модели из легкоплавкого материала, покрытии ее огнеупорной обмазкой, а затем выплавлении ее из образовавшейся оболочки. Оболочку прокаливают для придания ей прочности, огнеупорности, газопроницаемости и удаления остатков модели, а затем заливают металлом.
Основными компонентами модельных составов являются парафин, стеарин, канифоль, воск и другие материалы с температурой плавления 50-80°С, применяют в пастообразном состоянии. Внутрь рабочей полости пресс-формы при помощи шприцев через литниковые каналы запрессовывают модельный состав. После кристаллизации состава пресс-форму раскрывают и модель извлекают. Отдельные модели собирают в блоки с общей литниковой системой при помощи пайки. В одном блоке может быть несколько десятков и даже сотен моделей.
В связи с группой изобретений: способ и устройство получения отливок по разовым моделям в вакууме выплавляемой формы литьем под низким давлением в печи. См. заявка №2007118032/02. Способ получения отливок и устройство для его осуществления от 14.05.2007 г. Сущность заключается в том, что форма расплавляется теплом залитого металла отливки, модель расплавляется теплом формы, а нагревателем поддерживают температуру формы выше, чем температура плавления модели, из формы расплав удаляют вакуумированием в емкости модельного материала.
Отливки в электромагнитной форме по выплавляемым моделям отливают в формах, изготовленных по разовым моделям из сыпучего огнеупорного магнитного материала. В полости корпуса образованной моделью создают вакуум, разряжение с электромагнитным полем втягивают и уплотняют формовочную смесь. Модель выплавляют (остатки испаряют) электронагревателем, удаляют разряжением металл, отливки заливают литьем под низким давлением с вакуумированием, после ее кристаллизации магнитное поле снимается, форма теряет прочность и формовочный материал высыпается, освобождая отливку.
Модельный состав не должен содержать дефицитных компонентов, а технологии его приготовления и изготовления из него моделей должны быть просты. Изготовляемые модельные составы классифицируют: по свойствам в зависимости от прочности, температуры плавления и жидкотекучести, по способу удаления из выплавляемых и электромагнитных форм - выплавляемые, их остатки испаряемые удаляемые разряжением в емкости модельного материала.
Для получения алюминиевых отливок-поршень в качестве модельного материала используют, например, церозин синтетический марки 90, т.е. t плавления 90°С.
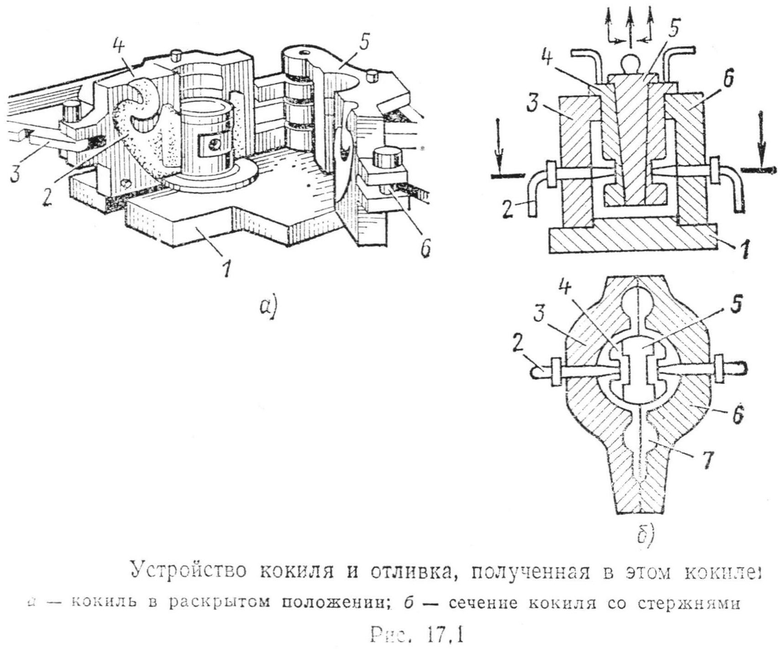
Для изготовления моделей-поршня за прототип взята металлическая форма-кокиль. См. книга Б.А. Кузьмин и др. Технология металлов и конструкционные материалы. М. Машиностроение, 1981 г. Стр. 173-175.
Металлическая форма-кокиль для поршня на рис.17.1а состоит из нижней плиты 1 и двух полуформ 4 и 5. В полуформах имеется полость и каналы для ее заполнения металлом 2. Полуформы шарнирно соединены между собой и раскрываются по вертикальной плоскости разъема. Для плотного соединения полуформ имеется замковая часть 3 и 6, внутренние полости и отверстия получают при помощи металлических стержней 2, 4 (2 штуки) и 5 (рис.17. 16), вставляемых в кокиль перед заполнением его металлом. Стержни 2 образуют боковые отверстия в отливке. Внутренняя полость образуется сборным стержнем, состоящим из боковых частей 4 и центральной части 5, а наружная поверхность - плитой 1 и полуформами 3 и 6. Заполнение кокиля металлом происходит через литниковую систему 7. После кристаллизации сплава отливки удаляют боковые и центральный стержни. Для удаления составного центрального стержня вначале извлекают клиновую часть 5, боковые части 4 поочередно смещают в образовавшийся зазор и поднимают. После извлечения стержней кокиль раскрывают и удаляют из него отливку (рис.17.2).
Недостатком производства литья в металлическую форму-кокиль для изготовления выплавляемой модели-поршня из легкоплавких материалов является:
1. Форму кокиль под заливку расплавом материала осуществляют сборкой, все элементы соединяют в рабочее положение, заливают, после кристаллизации отливки форму разбирают, полученную заготовку извлекают, все операции процесса производятся вручную.
2. Расплавленный металл от раздаточной печи разносят и заливают в форму из носка ковша, открытый металлический расплав поглощает в себя воздух, образующий в отливке поры.
3. Уплотнение залитого металла средствами прибыли и литника массой больше отливки, при этом большой расход металла. Металлические формы практически газонепроницаемые, газы удаляют через мелкие отверстия, а также через литник и прибыль отливки, что неизбежно создает дефекты как газовые и усадочные раковины, диспергированные поры, плохая структура металла.
На фиг.1 показана схема устройства для изготовления разовой модели отливки поршня в металлической форме-кокиль из легкоплавких материалов литьем под низким давлением в обогреваемой емкости (в печи) из модельного плавящегося материала.
Металлическая форма состоит из нижней плиты 1 и двух полуформ 3 и 4, в полуформах имеется полость и каналы для изготовления модели 2. Полуформы кинематически связаны с механизмом закрытия и раскрытия формы и подъема стержня с моделью поршня. Внутренняя полость модели образуется сборным стержнем, состоящим из боковых частей 5 (2 штуки) и центральной части 6, в него встроены магниты крепления боковых частей 5. Стержень 6 имеет обратно поступающий в вертикальной плоскости привод 10. Отверстия в модели 2 выполняются двумя стержнями 9, являются также штоками двухсторонних поршней 8 в цилиндрах пневмокамер 12, служат пневмоприводом полуформ 3 и 4. На корпусе привода 10 выполнен ограничитель 11 съема модели 2 со стержня 6, полуформы 3 и 4 и плита 1 охлаждаются водой по каналам 7. К пневмокамерам 12 подведены воздухопроводы: 13 - открытия и 14 закрытия формы под действием усилия сжатого воздуха. Заполнение формы расплавом модельного материала происходит из плавильной емкости 15 (печи) по трубопроводу 16. Литник модели 2, вверху трубы 16, предусмотрен как нагреватель 17.
Процесс изготовления модели поршня в металлической форме (кокель) из легкоплавящегося материала осуществляется следующим образом. На Фиг.1 модельный материал в емкости 15 содержится в жидкотекучем состоянии, форма модели 2 находится в готовом положении к заливке модельным расплавом. Из плавильной емкости 15 (печи), которая нагревается электронагревателями, под давлением воздуха ~0,1-0,8 кгс/см2 выжимается в рабочую полость формы, где он кристаллизуется в пространстве между полуформами 3 и 4 и сборным стержнем 6. Давление воздуха или инертного газа должно быть невысоким по той причине, что плошадь зеркала расплава в печи во много раз больше площади трубопровода 16. Незначительное перемещение расплава в печи вызывает высокий подъем жидкого материала внутри трубопровода и в литейной форме. Давление газа в печи 15 может быть приближенно подобрано, исходя из постоянного объема формы и площади расплава в печи, который поддерживается нахождением модельного материала в выплавляемой или электромагнитной форме и др. После кристаллизации модели давление газа снимается в печи 15 затем в камерах 14 убирается давление, а в камеры 13 подается давление, полуформы 3 и 4 размыкаются, включается пневмопривод 10 стержня 6, с которого ограничителем 11 снимается модель 2, стержень 6 заменяется другим собранным магнитным стержнем, затем полуформы смыкаются, форма готова к изготовлению следующей модели поршня.
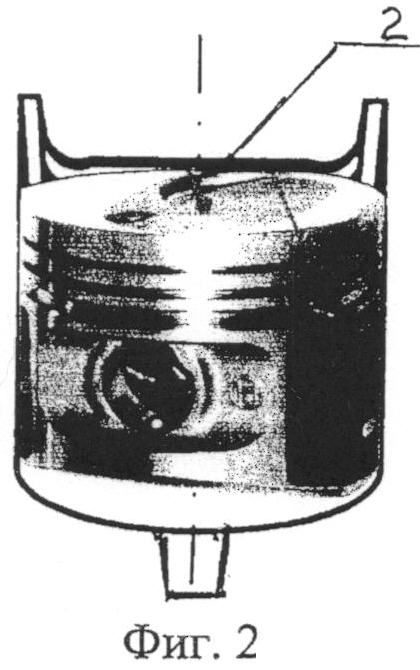
На фиг.2 показана модель поршня, из полости модели боковые стержни 5 удаляют и скрепляют с центральным стержнем 6 с помощью вставных магнитов (или электромагнитов) держат в готовности для замены стержня 6 на модель 2, осуществляя полупрерывный процесс литья.
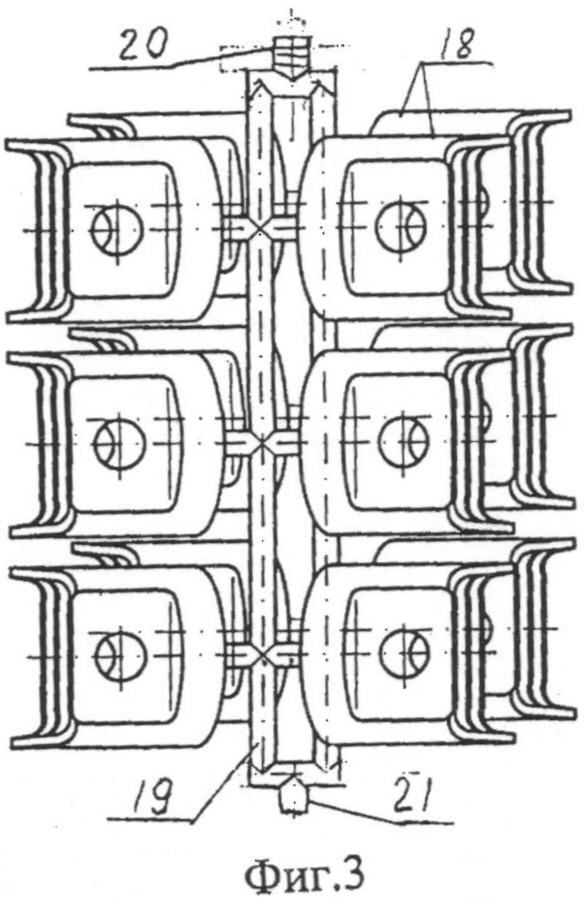
Модели собирают в блок позиции 18 на общем стояке 19 пайкой фиг.3, на блок наносят термозащитную краску ~0,2 мм, крепится к крышке литейного корпуса (не показано) начало 20, литник 21 входит в муфту трубопровода 16 в печи 15 литья модели под низким давлением, устройство привода установки не показано.
Для приготовления модельных составов наибольшее применение в производстве находит карбомид СО(NH2)2 - полный амид-кристаллический, хорошо растворимый в воде материал. Он плавится при 129-134°С и обладает в расплавленном состоянии высокой жидкотекучестью, т.е. хорошо заполняет пресс-формы. После затвердевания образует прочную и точную модель. Усадка карбамида ниже 0,1%. При нагреве карбамид не имеет стадии размягчения, поэтому модели не деформируются вплоть до 100°С.
Модели изготовляют в зависимости от их размеров и сложности из пастообразной массы прессованием, текучие составы - литьевым прессованием или литьем. Свободное литье модельных материалов похоже на обычное литье металлов. Годность получения плавящейся модели зависит в основном от соотношений толщин модели и формы, а также температур теплот кристаллизации плавящихся материалов модели и температуры металлической формы.
Для ускорения кристаллизации модельного материала форму предпочтительно делают из меднографитового состава, охлаждая водой (кристаллизатор). Стержни, оформляющие полость модели, сборный или целый, тоже стержни, делающие отверстия для пальца поршня, меднографитовые (или графитовые) пустотелые тонкостенные нагреваются теплом залитого материала, расширяются на определенную величину, при охлаждении усадкой способствуют усадке модели.
Особенность метода получения модели высокого качества заключается в том, что при изготовлении литьем существенным является тепловое расширение формы, нагретой теплом залитого материала. Перед заливкой t формы ~25-30°С. Карбамид заливают без перегрева t 140-145°С, кристаллизация происходит под давлением на расплав в печи, в результате теплоты залитого материала форма нагревается ~t 70-80°С, расширяясь ~0,09-0,1%. При охлаждении водой происходит одновременно усадка формы и модели в ней стержней. При необходимости температуру формы повышают с учетом того, что при охлаждении усадка формы оказывает давление на модель (до размыкания полуформ), делает ее плотнопрочной. В нагретой форме литьем создаются лучшие условия повсеместного заполнения в ней полости. Перегрев залитого материала увеличивает его расширение, при охлаждении повышаются литейные напряжения, что приводит к появлению горячих и холодных трещин.
Например, полупрерывным литьем чаще получают отливки из цветных сплавов. Расплав заливают в металлоприемник, откуда под действием ферростатического напора он попадает в водоохлаждаемый кристаллизатор с графитовыми вставками, стержнями. Применение графита обусловлено тем, что он обладает высокой теплопроводностью, достаточной прочностью при высокой температуре и низким коэффициентом теплового расширения, плохо смачивается расплавленным металлом и не требует смазки. Графитовые вставки легко отделяются от внутренних поверхностей полуформ, а также стержни заменяются просто, что позволяет быстро их переналадить на другой профиль, что можно успешно применять как для изготовления выплавляемых моделей, так и поршней из металла.
Отливки по выплавляемым моделям, изготовляемые в выплавляемых формах из сплавов на алюминиевой основе, когда необходимо получать сложные точные отливки высокого качества, отдельные модели собирают в блоки с общей литниковой системой, блоки размещают в форме литейного корпуса, в котором нагретая форма выплавляет модель, охлажденная выплавляется теплом залитого с перегревом металла отливки. Высокая точность и качество достигаются тем, что форма не имеет разъема, отсутствуют стержни, тепловое расширение формы оказывает давление на отливку, делает ее плотнопрочной. Вакуумное разряжение внутри формы устраняет противодавления, поэтому отсутствуют раковины, пористость, и хорошо удаляет газы.
Отливки по выплавляемым моделям, изготовляемые в электромагнитных формах из сыпучего магнитного материала в литейном корпусе, модель выплавляют, в полученную форму расплавленный металл заливают путем создания разряжения в форме и давления на расплав в печи, после кристаллизации отливку удаляют, снимают магнитное поле и высыпают материал. Высокая чистота наружных и внутренних поверхностей отливок получается за счет того, что в форме и краске отсутствуют газопроницаемые поры в сравнении с керамическими - оболочковыми и песчано-глинистыми формами. Прочность достигается давлением на отливку теплового расширения металлической формы, скоростью водяного охлаждения, структура металла получается мелкозернистой плотной.
В качестве формовочной смеси используют дисперсный ферромагнитный порошок, чугунную или стальную дробь (пески), которые уплотняют при помощи электромагнитного поля на время выплавки модели, заливки формы металлом и кристаллизации отливки.
Особенность изготовления легкоплавкой модели металлического поршня в форме кокиль заключается в том, что установка для литья модели под низким давлением с применением вакуумирования формы имеет полностью автоматизированный рабочий цикл с программным управлением. Автоматизированы приводы усилий смыкания и размыкания полуформ, работа пневмопривода подъема стержня с моделью с поворотом до ~180° для замены модели 2 на стержень 6, его спусание, смыкание полуформ, изменения скорости заливки, время давления в интервале кристаллизации залитого в форму модельного материала и другие операции.
При литье по выплавляемым моделям в выплавляемую форму, тоже в электромагнитную форму, время и затраты на получение отливки в 8-10 раз меньше при 100% качестве механических свойств и точности сложных всех размеров деталей машин, отпадает потребность в исходных и связующих материалах для формовочных и стержневых смесей (применяющих при литье в песчано-глинистые формы), достигается высокое качество и производительность.
Источники информации
1. Патент RU 2402405 опубликован 27.10.2010 г. Бюл. №30.
2. Б.Л. Кузмин и др. Технология металлов и конструкционные материалы М. Машиностроение 1989 г.
3. Полимерные композиционные материалы: свойства, технология Берман Л.А. Санкт-Петербург 2008 г. и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Литейная стопочная форма | 1978 |
|
SU764843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |

Изобретение относится к области литейного производства. Устройство содержит нижнюю плиту, металлическую форму, механизм закрытия и раскрытия форм, стержень для получения полости в модели, механизм подъема стержня с моделью, печь для литья под низким давлением, трубу-литник для заливки модельного состава из печи, пневмоприводы полуформ с цилиндрами. Металлическая форма имеет вертикальную плоскость разъема и состоит из двух полуформ имеющих полость и каналы для заполнения металлической формы модельным составом. Стержень состоит из боковых и центральной частей, соединенных магнитами. Пневмоприводы полуформ с цилиндрами имеют двухсторонние поршни и штоки, являющиеся стержнями для получения отверстий в модели. Достигается упрощение изготовления моделей, повышение качества и точности получения сложных отливок. 2 н. и 2 з.п. ф-лы, 5 ил.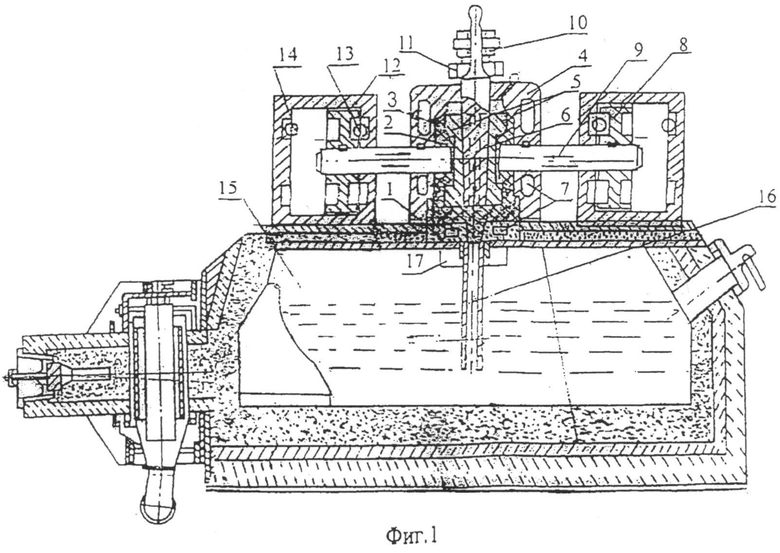
1. Устройство для изготовления моделей, содержащее нижнюю плиту, металлическую форму с вертикальной плоскостью разъема, состоящую из двух полуформ с полостью и каналами для ее заполнения модельным составом, механизм закрытия и раскрытия форм, стержень для получения полости в модели, состоящий из боковых и центральной частей, соединенных магнитами, механизм подъема стержня с моделью, печь для литья под низким давлением, трубу-литник для заливки модельного состава из печи, пневмоприводы полуформ с цилиндрами, имеющими двухсторонние поршни и штоки, являющиеся стержнями для получения отверстий в модели.
2. Устройство по п.1, отличающееся тем, что стержень имеет возвратно-поступательный в вертикальной плоскости привод.
3. Устройство по п.1, отличающееся тем, что полуформы выполнены охлаждаемыми водой.
4. Способ получения выплавляемой модели, включающий заливку расплавленного материала модели в рабочую полость формы, состоящую из двух полуформ, кристаллизацию модели, раскрытие формы и извлечение модели, отличающийся тем, что заливку расплавленного материала модели осуществляют под низким давлением сжатого воздуха из печи в рабочую полость формы, имеющую стержень для получения полости в модели, после кристаллизации модели давление газа в печи снимают, а извлечение модели осуществляют подъемом стержня и съемом модели со стержня.
| Пресс-форма для изготовления легкоплавких моделей с поднутрениями | 1985 |
|
SU1258588A1 |
| Пресс-форма для изготовления легкоплавких моделей с поднутрениями | 1986 |
|
SU1344496A1 |
| Пресс-форма | 1972 |
|
SU438495A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU822973A1 |
| Пресс-форма | 1974 |
|
SU501830A1 |

