Изобретение относится к способам со единения металла с керамикой с использованием промежуточного слоя, конкретно - к электровакуумной, полупроводниковой технике, электронике, использую1дим металлокерамические узлы.
Известен способ соединения металла с керамикой методом предварительной металлизации керамики и последующей паПки с металлом твердыми припоями 1 .
Недостатками указанного способа являются использование сложного оборудования - конвейерных или колпаковых водородных печей, а также дорогостоящих припоев и необходимость применения защитной среды (водорода, аргона) , что усложняет технологический процесс и создает небезопасные усло.ВИЯ для работы.
Наиболее близким по техническому решению к предлагаемому является способ изготовления металлокерамических узлов нагревом токами высокой 4acTOTF. металлической и кepat 1ичecкoй детали в сборке, причем слой металла соединяется с керамическим материалом с помощью стекловидного промежуточного слоя, включающего 5102. 2 2 Однако сложность в проведении технологического процесса, заключающаяся в нагреве подготовленного к заварке узла под вакуумом до 1400-1450°С в течение 5 мин выдержки и последугацегс резкого охлаждения, ограничивает применение известного способа.
Целью изобретения является повыше ние качества металлокерамических узлов при одновременном снижении темпе ратуры пайки.
Указанная цель достигается тем, что по известному способу получения металлокерамического узла путем нанесения на металлическую деталь стеклоОбразующего материала, включающего S i Oj, AljOj, соединения ее с керамической деталью и нагрева собранного узла токами вмсокой частоты в течение 2-5 мин и выдержки с последующим резким охлаждением до 500-600С, стеклообразующий материал дополнителт но содержит Б.ОЗ, Nar,0, Се О,, и Sb . О при следующем соотпои.енпи компонент,в,мае.%
SiO 71,4-72,5
4,5-15,0
BjOn 11,0-12,0
NagO 10,6-11,0
CeO 0,3
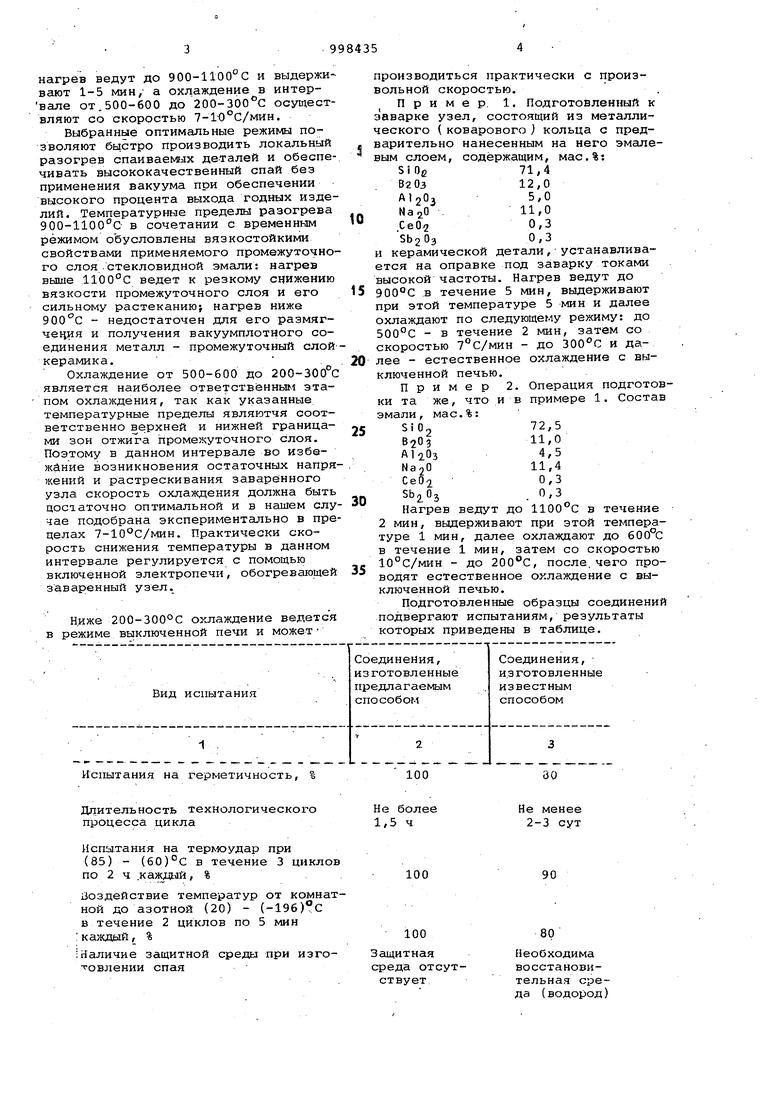
Sb20-i 0,3 нагрев ведут до 900-1100°С и выдерживают 1-5 мин/ а охлаждение в интервале от. 500-600 до 200-300 0 осуществляют со скоростью 7-10°С/мин. Выбранные оптимальные режимы позволяют быстро производить локальный разогрев спаиваемрлх деталей и обеспечивать высококачественный спай без применения вакуума при обеспечении высокого процента выхода годных изделий. Температурные пределы разогрева 900-1100с в сочетании с временным режимом обусловлены вязкостойкими свойствами применяемого промежуточно го слоя.стекловидной эмали: нагрев выше ведет к резкому снижению вязкости промежуточного слоя и его сильному растеканию; нагрев ниже 900°С - недостаточен для его размягче ия и получения вакуумплотного соединения металл - промежуточный слой керамика, Охлаждение от 500-600 до 200-300°С является наиболее ответствённьпл этапом охлаждения, так как указанные температурные пределы являютчя соответственно верхней и нижней границами зон отжиЪа промежуточного слоя. Поэтому в данном интервале во избежйние возникновения остаточных напря жений и растрескивания заваренного узла скорость охлаждения должна быть достаточно оптимальной и в нашем слу чае подобрана экспериментально в пре делах 7-10°С/мин, Практически скорость снижения температуры в данном интервале регулируется с помощью включенной электропечи, обогревающей заваренный узел. Ниже 200-300°С охлаждение ведется в режиме вь1ключенной печи и может производиться практически с произвольной скоростью, Пример. 1, Подготовленный к заварке узел, состоящий из металлического ( коварового ) кольца с предварительно нанесенным на него эмалевым слоем, содержащим, мас,% SiOg71,4 ВгОз12,0 А120з5,0 NagO . 11,0 СеОз0,3 5Ь20з0,3 и керамической детали, устанавливается на оправке под заварку токами высокой частоты. Нагрев ведут до 900°С в течение 5 мин, выдерживают при этой температуре 5 мин и далее охлаждают по следующему режиму: до 500°С - в течение 2 мин, затем со скоростью 7°С/мин - до 300°С и далее - естественное охлаждение с выключенной печью. Пример 2, Операция подготовки та же, что и в примере 1, Состав эмали, мас,%: Се02 Нагрев ведут до в течение 2 мин, выдерживают при этой температуре 1 мин, далее охлаждают до 600°С в течение 1 мин, затем со скоростью 10°С/мин - до , после, чего проводят естественное охлаждение с выключенной печью. Подготовленные образцы соединений подвергают испытаниям, результаты которых приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения стекла с металлом | 1978 |
|
SU682465A1 |
| Способ получения молибденового покрытия на керамике | 1989 |
|
SU1766894A1 |
| Способ соединения корундовой керамики с металлом | 1988 |
|
SU1606502A1 |
| Способ вакуумноплотной пайки керамики с металлами и неметаллами | 2019 |
|
RU2722294C1 |
| Способ изготовления металлокерамического узла | 1975 |
|
SU552322A1 |
| Способ соединения стекла с лейкосапфиром | 1977 |
|
SU614051A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| Способ соединения корундовой керамики с металлом | 1990 |
|
SU1766885A1 |
| Способ соединения стекла с металлом | 1981 |
|
SU1044610A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА ГЕРМЕТИЗАЦИИ СЕРНО-НАТРИЕВОГО АККУМУЛЯТОРА | 1992 |
|
RU2092936C1 |
Длительность технологическог о процесса цикла
Испытания на тep юyдap при
(85) - (60)°С в течение 3 циклов
по 2ч .каждый, %
Воздействие температур от комнатной до азотной (20) - (-196)°С в течение 2 циклов по 5 мин каждый, %
Наличие защитной среды при изго овлении спая
Не более
Не менее 1,5 ч 2-3 сут
100
90
80
Необходима восстановительная среда (водород)
Боздействие в течение 48 ч влаж,в.ности 98% при 40 С, %
ВиОроирочность при частоте -1000 Гц и ускорением lOq в течение 7.5 ч, % :
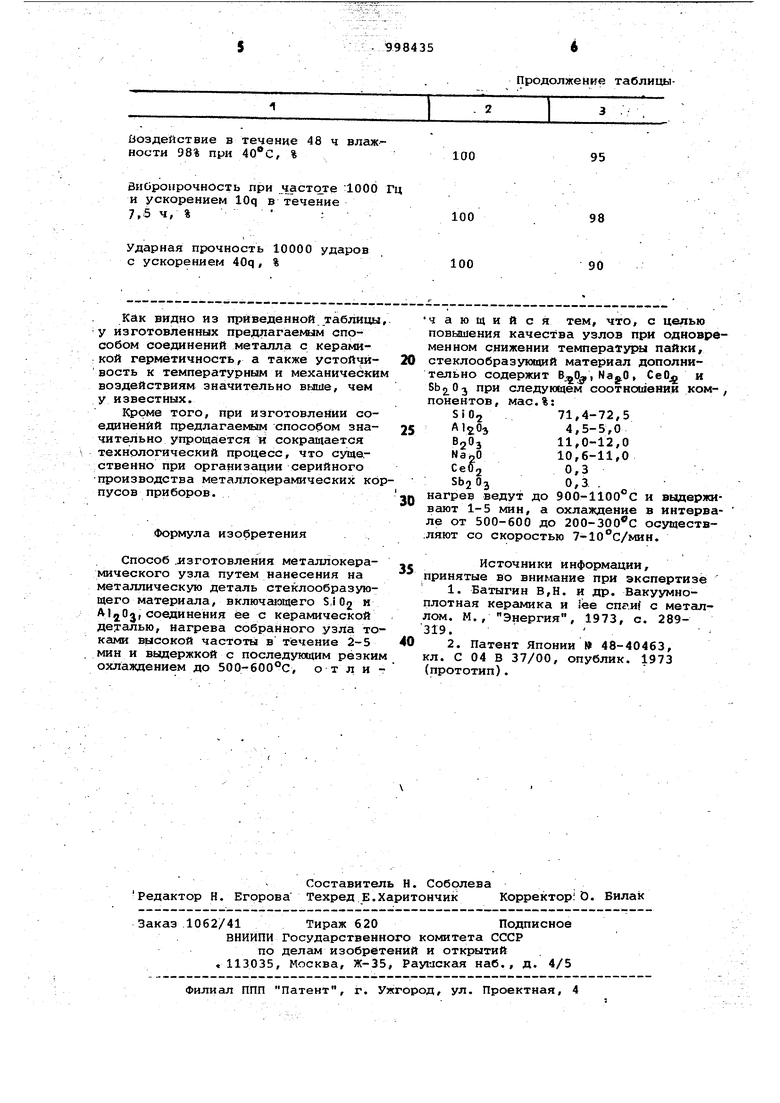
Ударная прочность 10000 ударов с ускорением 40q, % как видно из приведенной таблицы у изготовленных предлагаекым способом соединений металла с керами:кой герметичность, а также устойчйвость к температурным и механически воздействиям значительно выше, чем у известных. Кроме того, при изготовлении соединений предлагаемым способом значительно упрощается и сокргидается технологический процесс, что существенно при организации серийного производства металлокерамических ко пусов приборов. Формула изобретения Способ .изготовления металлокерамического узла путем нанесения на металлическую деталь стеклообразующего материала, включающего S,i Oj и А , соединения ее с керамической де:галью, нагрева собранного узла то ками высокой частоты в течение 2-5 мин и выдержкой с последующим резки охлаждением до 500-600°С, о т л и
Продолжение таблицы95
100
98
100
90
100 чающийся тем, что, с целью повышения качества узлов при одновременном снижении температуры пайки, стеклообразукяций материал дополнительно содержит , , CeOjg и при следующем соотношении ком-, мае.%: поиентов, 71,4-72,5 SiO 4,5-5,0 А )0з 11,0-12,0 10,6-11,0 0,3 0,3 . нагрев ведут до 900-1100°С и выдерживают 1-5 мин, а охлаждение в иитервале от 500-600 до 200-ЗОО С осуществляют со скоростью 7-10 с/мии. Источники информации, принятые во внимание при экспертизе 1.Батыгин В,Н. и др. Вакуумноплотная керамика и Jee спг.и с металлом. М., Энергия, 1973, с. 289319. / 2.Патент Японии 48-40463, кл. С 04 В 37/00, опублик. 1973 (прототип).
