S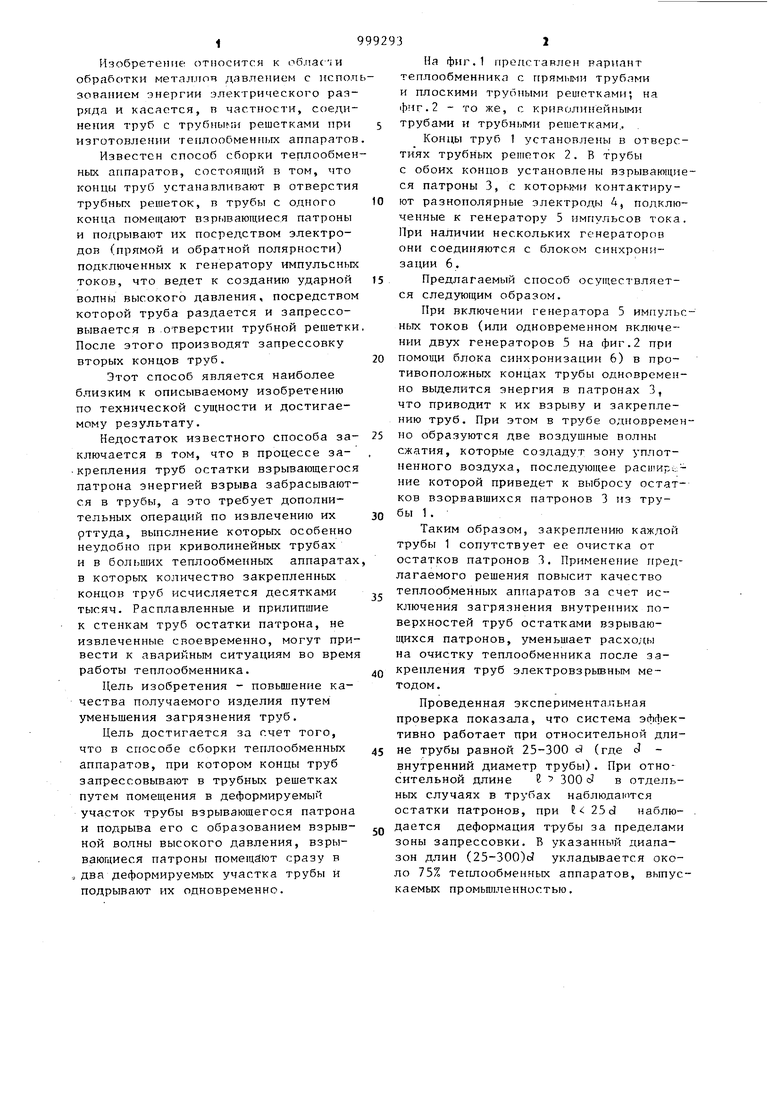
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОГИДРОИМПУЛЬСНОЙ ЗАПРЕССОВКИ ТРУБ В ТРУБНЫЕ РЕШЕТКИ | 1990 |
|
RU1760677C |
| ВЗРЫВНОЙ ПАТРОН ДЛЯ ЗАПРЕССОВКИ ТРУБ | 1990 |
|
SU1741349A3 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ ЗАПРЕССОВКИ ТРУБ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1997 |
|
RU2125496C1 |
| Взрывной патрон для крепления труб в отверстиях конструкций | 1990 |
|
SU1731359A1 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ОТВЕРСТИЯХ ТРУБНОЙ РЕШЕТКИ МЕТОДОМ ВЗРЫВА | 1990 |
|
SU1741346A3 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОВЗРЫВНОЙ ЗАПРЕССОВКИ ТРУБ | 2000 |
|
RU2186648C2 |
| ПАТРОН ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ ЗАПРЕССОВКИ ТРУБ | 1977 |
|
SU803229A1 |
| ВЗРЫВНОЙ ПАТРОН ДЛЯ КРЕПЛЕНИЯ ТРУБ В ОТВЕРСТИЯХ КОНСТРУКЦИЙ | 1991 |
|
RU2011456C1 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ ЗАПРЕССОВКИ ТРУБ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 2008 |
|
RU2378074C1 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ ЗАПРЕССОВКИ ТРУБ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 2008 |
|
RU2378075C1 |
СПОСОБ СБОРКИ ТЕПЛООБМЕННЫХ АППАРАТОВ, при котором концы труб запрессовьшают в трубных решетках путем помещения в деформируемый .участок трубы взрывакяцегося патрона и подрыва его с образованием взрывной волны высокого давления, отличающийся тем, что, с целью повьппения качества получаемого изделия путем уменьшения загрязнения труб, взрывакмдиеся патроны помещают сразу в дв:а деформируемых участка трубы и подрывают их одновременно.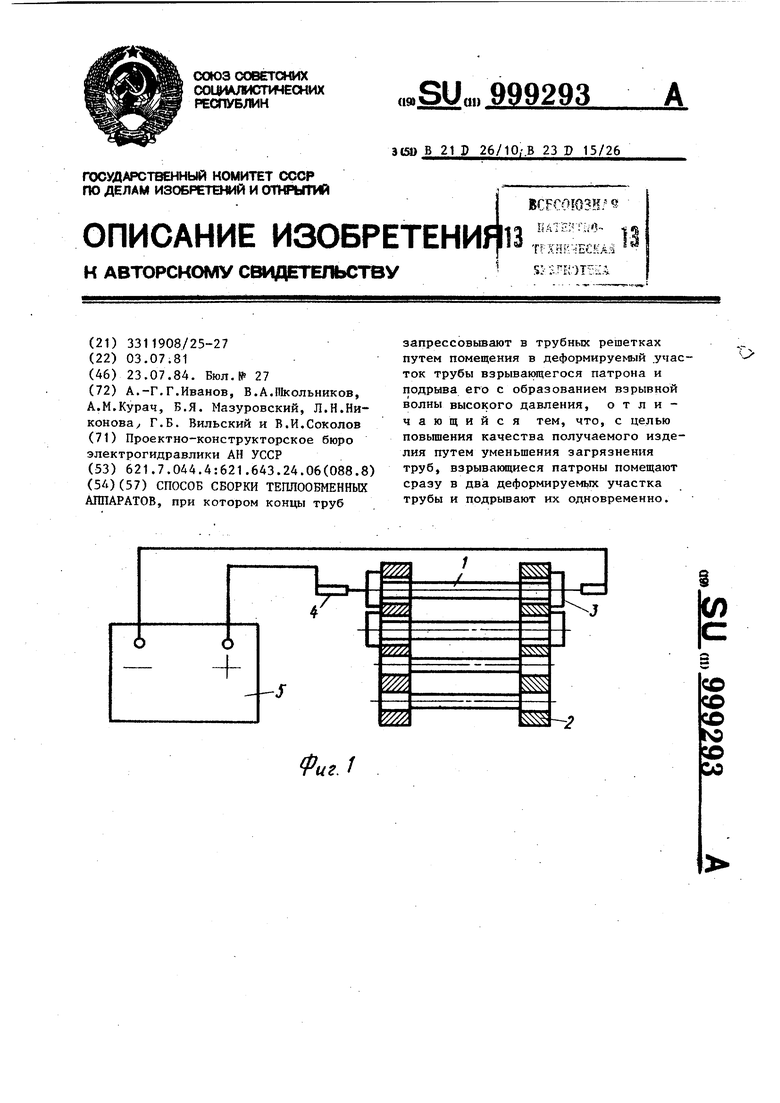
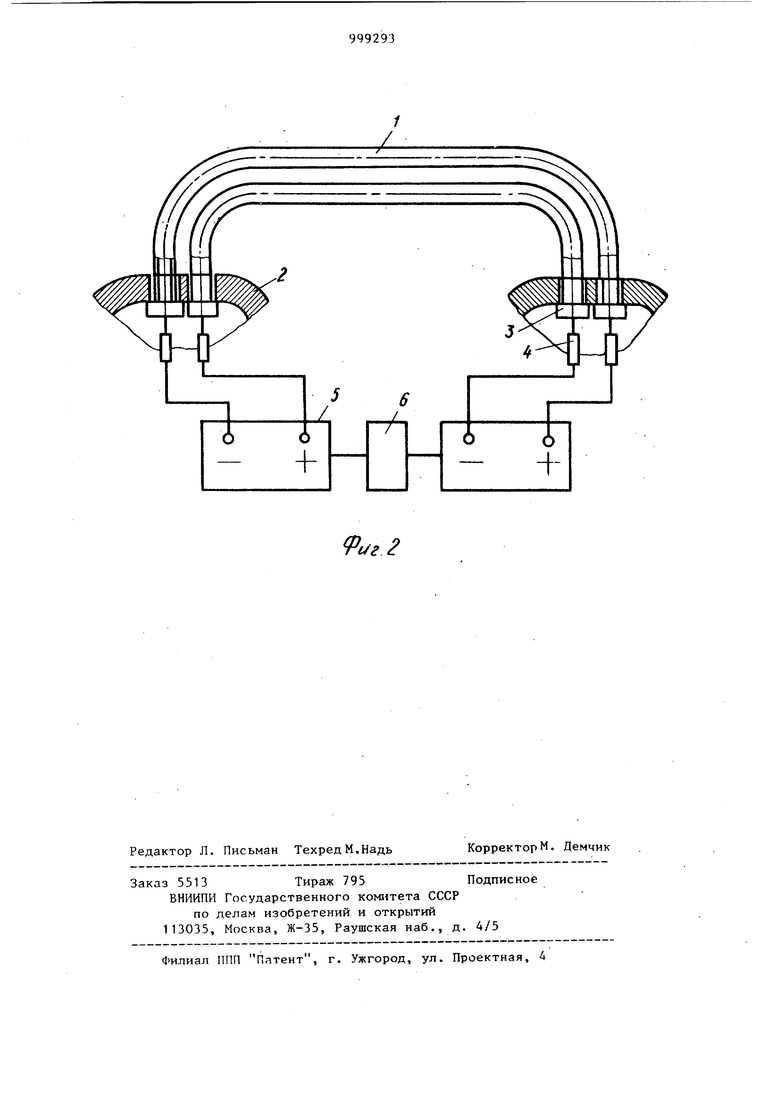
uz.1 Изобретение (относится к o6, обрабс тки метал.пов давлением с испол зованием энергии электрического разряда и касается, п частности, соединения труб с трубны :и решетками при изготовлении тенлообменртьгх аппаратов Известен способ сборки теплообмен ных аппаратов, состоящий в том, что концы труб устанавливают в отверстия трубных решеток, в трубы с одного конца помещают взр(.1вающиеся патроны и подрывают их посредством электродов (прямой и обратно полярности) подключенных к генератору импульсных токов, что ведет к созданию ударной волны высокого давления, посредством которой труба раздается и запрессовывается п .отверстии трубной решетки После этого производят запрессовку вторых концов труб. Этот способ является наиболее близким к описываемому изобретению по технической сущности и достигаемому результату. Недостаток известного способа заключается в том, что в процессе за.крепления труб остатки взрывающегося патрона энергией взрыва забрасываются в трубы, а это требует дополнительных операций по извлечению их рттуда, выполнение которых особенно неудобно при криволинейных трубах и в больших теплообмепньк аппаратах в которых количество закрепленных концов труб исчисляется десятками тысяч. Расплавленные и прилипшие к стенкам труб остатки патрона, не извлеченные своевременно, могут при вести к аварийным ситуациям во врем работы теплообменника. Цель изобретения - повышение качества получаемого изделия путем уменьшения загрязнения труб. Цель достигается за счет того, что в способе сборки теплообменных аппаратов, при котором концы труб запрессовывают в трубных решетках путем помещения в деформируемый участок трубы взрывающегося патрона и подрыва его с образованием взрывной волны высокого давления, взрывающиеся патроны помещают сразу в ., два деформируемых участка трубы и подрывают их одновременно. 3J На фиг.1 представлен вариант теплообменника с прямыми трубами и плоскими трубными решетками; на фиг.2 - то же, с криволинейными трубами и трубными решетками.. Концы труб 1 установлены в отверстиях трубных решеток 2. В трубы с обоих концов установлены взрывающиеся патроны 3, с которыми контактируют разнополярные электроды 4, подключенные к генератору 5 импульсов тока. При наличии нескольких генераторов они соединяются с блоком синхронизации 6. Предлагаемый способ осуществляется следующим образом. При включении генератора 5 импульсных токов (или одновременном включении двух генераторов 5 на фиг.2 при помощи блока синхронизации 6) в противоположных концах трубы одновременно выделится энергия в патронах 3, что приводит к их взрыву и закреплению труб. При этом в трубе одновременно образуются две воздушные волны сжатия, которые создадут зону уплотненного воздуха, последующее расширение которой приведет к выбросу остатков взорвавшихся патронов 3 из трубы 1 . Таким образом, закреплению каждой трубы 1 сопутствует ее очистка от остатков патронов 3. Применение предлагаемого решения повысит качество теплообменных аппаратов за счет исключения загрязнения внутренних поверхностей труб остатками взрывающихся патронов, уменьшает расходы на очистку теплообменника после закрепления труб электровзрывным методом. Проведенная экспериментальная проверка показала, что система эффективно работает при относительной длине трубы равной 25-300 d (где J внутренний диаметр трубы). При относительной длине К 300 с в отдельных случаях в трубах наблюдаются остатки патронов, при f 25d наблю- . дается деформация трубы за пределами зоны запрессовки. В указанный диапазон длин (25-300)с укладывается окоо 75% теплообменных аппаратов, вьтускаемых промьшшенностыо.
9иг2
