Изобретение относится к медицинской промышленности и может быть использовано при мойке, стерилизации и сушки нарезанных ампул, предназначенных для заполнения жидкими лекарственными формами.
В процессе нарезки ампул для жидких лекарственных форм во внутрь ампул попадают мельчайшие частички стекла, которые снижают степень очистки заполняемых в ампулы жидких лекарственных форм.
Известен способ мойки, стерилизации и сушки изделий, включающий перемещение сосудов через зоны мойки и термообработки, в котором перемещение изделий в зонах осуществляют в тепловом потоке и непрерывной конвекции принудительно подаваемого воздуха на протяжении зоны стерилизации и сушки.
К недостаткам этого способа можно отнести то, что при его реализации для нарезанных ампул из них не удаляются мельчайшие частички стекла, попавшие при нарезке и частички пыли, попавшие при остывании после стерилизации ампул.
Известен также способ, осуществляемый машиной для мойки и сушки ампул, согласно которому перемещение изделий в зоне мойки осуществляют в тепловом потоке и непрерывной конвекции принудительно подаваемого воздуха, который используется для подогревания моющей жидкости.
Недостатком этого аналога является недостаточно высокая очистка при обработке нарезанных ампул для жидких лекарственных форм из-за невозможности удаления из ампул стеклянной пыли и пыли, попавшей в процессе сушки.
Наиболее близким по технической сущности к заявляемому способу является выбранный в качестве прототипа способ, осуществляемый устройством для мойки, стерилизации и сушки изделий, согласно которому проводят мойку, стерилизацию и сушку ампул при непрерывной конвекции принудительно подаваемого воздуха.
К недостаткам прототипа можно отнести недостаточно высокую очистку при обработке нарезных ампул для жидких лекарственных форм.
Указанный недостаток обусловлен тем, что в процессе очистки кипящей внутри ампулы дистиллированной водой мельчайшие частички стекла, попавшие в ампулы при их нарезании, удаляются не полностью, а оседают на стенках ампул. Кроме того, после выхода воды из нагретых ампул внутри них создается разрежение (низкий вакуум), что приводит к всасыванию частичек пыли из окружающего ампулы пространства при быстром охлаждении ампул.
Целью изобретения является повышение степени очистки нарезанных ампул при их термической обработке.
Цель достигается тем, что при термической обработке нарезанных ампул осуществляют их мойку, стерилизацию и сушку. При этом стерилизацию и сушку осуществляют в тепловом потоке при непрерывной конвекции принудительно подаваемого воздуха. В отличие от прототипа сушку осуществляют при 250 . . . 360оС, после чего ампулы замедленно охлаждают. Замедленное охлаждение целесообразно вести со скоростью 14 . . . 33 оС/мин. Кроме того, целесообразно замедленное охлаждение осуществлять при непрерывной конвекции принудительно подаваемого воздуха в направлении от дна ампул к их горловинам. Сушка ампул при 250 . . . 360оС способствует диффузионному закреплению мельчайших частичек стекла на стерилизованных стенках ампул.
Последующее замедленное охлаждение ампул способствует уменьшению разности давлений снаружи и внутри каждой ампулы, что приводит к уменьшению всасывания во внутрь ампулы запыленного окружающего воздуха. Этот эффект начинает проявляться даже при незначительном замедлении охлаждения в сравнении с естественным охлаждением ампул на воздухе. Но наилучшие результаты получаются когда скорость замедленного охлаждения составляет 14 . . . 33оС/мин. Это обеспечивается путем помещения ампул в теплоизолированный шкаф и/или обдува их нагретым воздухом.
Осуществление замедленного охлаждения ампул при непрерывной конвекции принудительно подаваемого воздуха в направлении от дна ампул к их горловинам обеспечивает перемещение частичек пыли в направлении, противоположном направлению перемещению воздуха, всасываемого через горловины ампул при их охлаждении. Это позволяет уменьшить количество частичек пыли, попадаемых во внутрь ампул.
По имеющимся данным в известных источниках информации отсутствуют признаки, сходные с отличительными признаками заявляемого способа, что позволяет сделать вывод о его соответствии критерию изобретения "существенные отличия".
Граничные значения интервала температур, при которых проводят сушку ампул (250 . . . 360оС) и граничные значения интервала скорости охлаждения (14 . . . 33оС/мин) при последующем замедленном охлаждении ампул определены экспериментально.
Указанный в цели изобретения положительный эффект действительно будет получен, так как перечисленные отличительные признаки создают при термической обработке нарезанных ампул такие условия, при которых стеклянная пыль, образующаяся при нарезке ампул, прикрепляется за счет диффузии к внутренней поверхности стерилизованных ампул, а внешняя пыль практически не попадает во внутрь ампул при всасывании ими окружающего воздуха в процессе остывания.
Так, например, заявляемый способ термической обработки нарезанных ампул реализуется следующим образом. Нарезанные ампулы горлышками вниз помещаются в кассету в количестве 850 штук и перемещаются в зону мойки, где заполняются дистиллированный водой при 70оС. Затем транспортером ампулы последовательно перемещаются в зоны стерилизации и сушки. В этих зонах тепловым потоком от расположенного над трансформатором трубчатые нагревателя ампулы нагреваются. Нагрев происходит при непрерывной конвекции принудительно подаваемого через воздуховод нагретого воздуха. В зоне стерилизации поддерживается температура, при которой вода в ампулах интенсивно закипает. После удаления из ампул воды они поступают на стадию сушки, где нагреваются до 250оС. Общая продолжительность стерилизации и сушки 7 мин. Затем кассету помещают в теплоизолированный шкаф, где ампулы охлаждаются в течение 10 . . . 15 мин. После термической обработки ампулы заполняются лекарственными формами.
Согласно формулы изобретения охлаждение ампул после сушки осуществляют со скоростью охлаждения 20оС/мин, которую обеспечивают подбирая соответствующие параметры теплоизолированного шкафа и осуществляя охлаждения в регулируемом потоке принудительно подаваемого нагретого воздуха.
Охлаждение ампул осуществляют при непрерывной конвекции принудительно подаваемого воздуха в направлении от дна ампул к их горловинам. Контроль степени очистки нарезанных ампул, прошедших термическую обработку, осуществлялся после заполнения ампул лекарственными формами путем визуального просмотра переворачиваемых ампул на фоне черного экрана при боковой подсветке ампул.
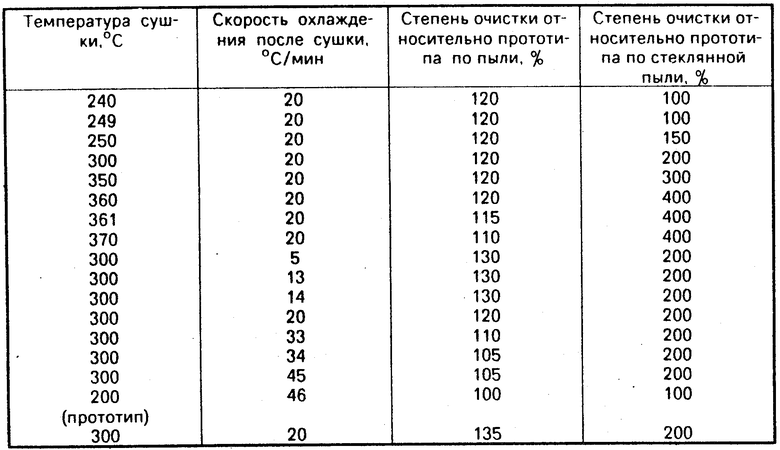
Для обоснования оптимальности значений температурного диапазона сушки ампул и диапазона скорости замедленного охлаждения ампул после сушки при постоянной заданной производительности проведены опыты, результаты которых сведены в таблицу.
Как следует из табличных данных прикрепление стеклянной пыли к стенкам ампул начинается при нагреве ампул до 250оС. Нагрев более чем 360оС нецелесообразен, так как степень стерилизации относительно прототипа по стеклянной пыли больше не увеличивается, а количество пыли в ампулах начинает увеличиваться. Уменьшение скорости охлаждения после сушки менее чем 14оС/мин нецелесообразно, так как количество пыли в ампулах при этом практически не уменьшается. Количество пыли в ампулах начинает уменьшаться при уменьшении скорости охлаждения ампул в сравнении с естественным охлаждением по прототипу, однако изменение это начинает быть ощутимым со значения, равного 33оС/мин.
Как показали данные проведенных экспериментов заявляемый способ в сравнении с прототипом обладает следующими преимуществами:
а) повышается степень общей очистки нарезных ампул как по содержанию стеклянной пыли (в 1,5 . . . 4 раза), так и по содержанию бытовой пыли (в 1,1 . . . 1,3 раза);
б) позволяет значительно сократить процент брака выполненных в нарезные ампулы готовых лекарственных форм.
Заявляемое изобретение представляет собой значительный интерес для народного хозяйства, так как позволяет в связи с уменьшением отбраковки заполненных лекарствами ампул сократить перерасход лекарственных средств и увеличить выпуск готовой продукции. (56) Авторское свидетельство СССР N 1685389, кл. A 47 L 15/24, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и наполнения ампул | 1982 |
|
SU1146283A1 |
| УСТРОЙСТВО ДЛЯ ВЕНТИЛЯЦИИ КАБИНЫ ТРАНСПОРТНОГО СРЕДСТВА | 2006 |
|
RU2318679C1 |
| Способ сжигания вторичного горючего вещества с основным горючим веществом | 1977 |
|
SU936828A3 |
| Способ получения ампул с активной фармацевтической субстанцией адеметионина | 2022 |
|
RU2799209C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕКАРСТВЕННЫХ ПОЛИМЕРНЫХ ФОРМ | 1994 |
|
RU2110249C1 |
| Центробежный пылеулавливатель | 1953 |
|
SU99810A1 |
| СПОСОБ ПРОИЗВОДСТВА ГАШЕНОЙ ИЗВЕСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2166485C1 |
| МОБИЛЬНОЕ УСТРОЙСТВО ДЛЯ СОРБЦИОННОЙ НЕЙТРАЛИЗАЦИИ ГАЗОВ | 2002 |
|
RU2209108C1 |
| Устройство для приготовления и подачи топливовоздушной смеси в двигатель внутреннего сгорания | 1990 |
|
SU1818481A1 |
| УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТОКОВ, ЗАГРЯЗНЕННЫХ БИОЛОГИЧЕСКИМИ АГЕНТАМИ I-IV ГРУППЫ ПАТОГЕННОСТИ | 2018 |
|
RU2670871C9 |
Использование: в медицинской промышленности при очистке нарезанных ампул. Сущность изобретения: способ очистки нарезанных ампул включает мойку ампул, стерилизацию, сушку, осуществляемую при 250 . . . 360С, и последующее охлаждение со скоростью 14 . . . 33С/мин. Все операции осуществляются в тепловом потоке при непрерывной конвекции принудительно подаваемого воздуха. 1 табл.
СПОСОБ ОЧИСТКИ НАРЕЗАННЫХ АМПУЛ, включающий мойку ампул, их стерилизацию и сушку, которые осуществляют в тепловом потоке при непрерывной конвекции принудительно подаваемого воздуха, отличающийся тем, что сушку осуществляют при 250 - 360oС, после чего ампулы охлаждают со скоростью охлаждения 14 - 33oС/мин при непрерывной конвекции принудительно подаваемого воздуха в направлении от дна ампул к их горловинам.
