Изобретение относится к фрикционной накладке для дисковых тормозов, в особенности для автомобильных и рельсовых транспортных средств, которая выполнена из одной или нескольких частей и состоит из нанесенного на несущую пластину или лист блока из прессованного фрикционного материала, причем несущая пластина на стороне блока фрикционного материала имеет нанесенный спеканием несущий слой из отдельных прочно сцепляющихся с блоком фрикционного материала фасонных выступов с расширением к вершине, и блок фрикционного материала, напрессованный на несущий слой крепится на нем с заполнением выемок отдельных фасонных выступов.
Фрикционная накладка для тормозов этого рода известна из DE-GM 8201404.
Подобные фрикционные накладки, которые давно уже зарекомендовали себя на практике, часто требуют еще и применения промежуточного слоя между поверхностью держателя и блоком фрикционного материала. Этот промежуточный слой до сих пор выполнялся из фольги со связующим или из клея, что однако связано с различными недостатками. Далее оказалось, что между известными несущими слоями и несущей пластиной или между несущим слоем и фрикционным блоком образуются трещины или коррозия, так что может возникать ржавчина, начиная от краев, которая приводит к ухудшению эффективности торможения, и в экстремальном случае - к отпаданию фрикционной накладки.
Склеивание фрикционного материала с несущим листом требует при изготовлении обкладок тормозов термообработки, занимающей значительное время, что ведет к снижению производительности производства. Это время требуется для достижения хорошего склеивания фрикционного материала с несущим листом. Если время выдержки сокращать, то получится плохое соединение, так как не обеспечивается полный прогрев клея. К тому же при применении клея несущий лист требует предварительной обработки. Он должен либо иметь полированную, либо специально шероховатую поверхность, на которую затем наносится клей. Далее необходимо после напрессовки фрикционного материала на лист покрывать его до краев блока фрикционного материала слоем лака. На этом этапе производства приходится принимать специальные меры для защиты оператора от брызг лака при его нанесении, а при нанесении распылением значительная часть лака теряется и создает проблему защиты окружающей среды. Кроме того, предъявляются высокие требования к наносимому слою лака. Все эти технологические усложнения не обеспечивают однако достаточной защиты от коррозии железного или стального несущего листа. Также попытки повысить устойчивость против коррозии цинкованием несущего листа дают в результате ухудшение адгезии клея к поверхности гальванического покрытия на гладком несущем листе; клей не пристает к оцинкованному листу.
Изобретение решает задачу создания фрикционной накладки, в которой при нанесении гальванического металлического покрытия или другого подходящего покрытия на несущей пластине (несущем листе) достигается достаточная прочность крепления между фрикционным материалом и несущим листом при одновременном улучшении защиты от коррозии несущей пластины. Кроме того, достигают уменьшения образования трещин в несущей пластине, причем одновременно сохраняются или улучшаются свойства демпфирования звука.
Избежать недостатков, связанных с нанесением слоя лака, можно, если перед напрессовыванием фрикционного материала на шероховатую поверхность металлической пластины нанести гальваническое покрытие из металла типа меди, серебра, олова, кадмия, цинка, хрома или другого подходящего материала, причем покрытие может также состоять из температуростойкой пластмассы, такой, как например, трифторэтилен, политетрафторэтилен, полисилоксан, силиконовый каучук. Взаимодействие шероховатой подложки и гальванического покрытия ведет к высокой устойчивости против коррозии для несущей пластины, в то время как шероховатая поверхность создает условия для приставания между фрикционным материалом и несущим листом, так как гальваническое покрытие следует контурам шероховатости подложки. Таким образом создается не загрязняющая окружающую среду технология изготовления фрикционных накладок. К тому же улучшается и упрощается способ изготовления. Не требуется большого времени выдержки при серийном изготовлении фрикционных накладок, в частности, для отверждения клея или высыхания лаковых слоев.
Далее предлагается предусмотреть при изготовлении фрикционных накладок изготовление несущего слоя из смеси материалов, часть которых (А) имеет более низкую точку плавления, а другая часть (В) более высокую точку плавления.
За счет применения этой смеси для выполнения несущего слоя в форме структуры из смеси элементов с выступами, имеющими углубления, возможно получить совершенно беспорядочную структуру поверхности, причем как в макроскопическом, так и в микроскопическом масштабах. Так что каждая отдельная полученная спеканием частица поверхности относительно известных уже шарообразных поверхностей будет иметь значительно увеличенную площадь поверхности, не имея шарообразной формы. За этот счет получается высокая механическая прочность и температуростойкость, что обеспечивает высокую прочность приставания блока фрикционного материала к несущей пластине.
Согласно предпочтительному варианту исполнения предусмотрено, что более легкоплавкая часть (А) выполнена из легкоплавкого металла, такого, как олово, мягкий или легкоплавкий припой, или легкоплавкого сплава, такого, как бронза, латунь и т. п. , а более тугоплавкая часть (В) состоит из железа, песка, керамического порошка и т. п. , причем точка плавления тугоплавкой части (В) должна быть ниже точки плавления несущей пластины. Несущая пластина выполнена из стали, стали v 2A, керамики, алюминия или других подходящих материалов.
Тогда как часть (А) является легкоплавкой, точки плавления части (В) и также материала несущего листа должны быть высокими они могут быть различными, могут быть и одинаковыми.
Несмотря на гальваническое покрытие, имеется прямая передача сил и тепла с фрикционного блока на несущий слой, полученный спеканием, и также на пластину носителя. Добавочный промежуточный слой отпадает. В особенности при применении бронзы добавочно избегают образования ржавчины внутри и с краев, так что увеличивается срок службы и уменьшается подверженность коррозии в самых неблагоприятных окружающих условиях.
К тому же такая фрикционная накладка за счет применения комбинированных материалов обладает оптимальными рабочими свойствами в аварийных условиях в области спеченного несущего слоя. С одной стороны, за счет беспорядочной структуры поверхности в зоне касания с диском тормоза всегда имеется смешанный материал из фрикционного материала и нанесенного спеканием материала, так что возможно торможение с остатком фрикционного материала. Одновременно обеспечивается защита тормозного диска, так как за счет использования комбинированного материала предотвращается разрушение тормозного диска. Поэтому за счет такой структуры получается высокая способность к приставанию и трение до самого конца, так что улучшаются условия использования в аварийной обстановке. Сдирание остатка обкладки невозможно за счет взаимного вхождения беспорядочной структуры подложки и фрикционного материала, причем безопасность добавочно увеличивается за счет того, что предотвращается коррозия несущего слоя.
Такая фрикционная накладка может применяться также без специальных проходных отверстий (проемов) в несущей пластине, которые прежде применялись для возможности контроля, так как надежность гарантируется до последнего момента. Достигаемая за этот счет высокая жесткость позволяет при той же прочности применять более тонкие несущие пластины, что ведет к снижению веса.
Далее оказалось, что примененная структура поверхности имеет добавочное преимущество, что между блоком фрикционного материала и спеченным листом носителя при заполнении выемок носителя фрикционным материалом получаются небольшие воздушные включения, которые дают возможность материалам расширяться в получившиеся полости, так что уменьшаются термические напряжения. За счет этого получаются добавочное увеличение срока службы и уменьшение износа фрикционной обкладки.
Согласно предпочтительной форме исполнения предусмотрено, что легкоплавкая часть (А) выполнена примерно из 30% бронзы, а более тугоплавкая часть (В) из примерно 71% железного порошка, причем примененная бронза должна иметь содержание олова 10% . При применении такой смеси получается оптимальный результат по износостойкости, подавления шума и защиты от коррозии.
Предпочтительно предусматривают, что спеченный слой носителя состоит из полностью или частично покрывающего поверхность основного слоя из отдельных имеющих выемки фасонных элементов для приставания и передачи усилия. Эти элементы захвата могут быть выполнены в виде цилиндрических столбиков, столбиков в форме усеченных конусов, просто усеченных конусов, или же в форме пирамид треугольников, четырехугольного или многоугольного сечения, причем отдельные элементы захвата всегда расположены на некотором расстоянии друг от друга. Выбор типа элемента захвата зависит от желаемых свойств фрикционной накладки. Тогда как столбообразное исполнение элементов ведет к тому, что отношение между материалом несущего слоя и фрикционным материалом в области касания также и при увеличивающемся износе остается сравнительно постоянным, при применении захватных элементов другой формы при износе возрастает содержание материала несущего слоя, так что здесь можно получить снижающийся износ, так что и при сильной нагрузке на фрикционной накладке между двумя проверками тормозные свойства сохраняются.
Для изготовления такого фрикционного материала предусмотрен способ, согласно которому перед напрессовкой фрикционного материала на несущий лист со спеченным несущим слоем на него в качестве слоя защиты от коррозии для несущего листа гальваническим путем наносят металлическое покрытие из меди, серебра, олова, кадмия, цинка, хрома или другого подходящего металла, или покрытие из температуростойкой пластмассы.
Еще один способ состоит в том, что с применением само по себе известного несущего листа за счет спекания на нем подходящего материала получают несущий слой, причем предусмотрено, что порошковая смесь из части (А) с низкой точкой плавления и части (В) с более высокой точкой плавления, и порошок через сито или перфорированный лист наносят на несущий лист, затем сито убирают, так чтобы кучки порошка остались на поверхности и в заключение проводится спекание, или же порошок намывают в графитовую форму с коническими углублениями в дне, которые расширяются к выходу, затем несущий лист накладывается на стороне графитовой формы с отверстиями и в заключении производят спекание, или же порошок наносится на формную пластину, в которой имеется некоторое количество пазов треугольного сечения, причем пазы проходят в продольном и поперечном направлении и перекрещиваются, так что смесевой порошок на несущем листе наносится в сотовом растре, затем несущий лист накладывается на несущую пазы сторону формной пластины и в заключении производится спекание.
С помощью этого способа изготовления достигают следующего:
а) высокой механической прочности и температуростойкости,
b) высокой прочности приставания,
с) высоких тормозных свойств после износа за счет применения несущего слоя со свойствами хорошей работы в изношенном состоянии, и
d) меньшее растрескивание за счет использования лишь малого количества слоев.
Вместо предложенной графитовой формы с глухими отверстиями может также использоваться форма из другого подходящего материала с хорошими свойствами скольжения. Отдельные глухие отверстия расширяются к выходу. Могут применяться и формы со сквозными отверстиями, которые затем закрываются с одной стороны, причем посредством пластины, несущей соответствующие штифты, и штифты входят в сквозные отверстия. Дозировка порошка в каждом отверстии зависит от степени погружения штифтов в отверстия. За этот счет обеспечивается точная дозировка и выполнение захватных элементов. Оптимальные свойства материалов достигаются при этом за счет взаимодействия предусмотренной смеси с соответствующей термообработкой в рамках процесса спекания, так как беспорядочная структура возникает за счет различия точек плавления в сочетании с воздействием температуры и давления.
Чтобы придать несущему слою некоторые свойства фрикционного материала может быть предусмотрено, что несущий слой кроме части (А) и части (В) содержит еще часть углерода (С). За счет содержания углерода устанавливается коэффициент трения.
Дальнейшие выгодные исполнения и усовершенствования изобретения заявлены в отличительных признаках подчиненных пунктов формулы изобретения.
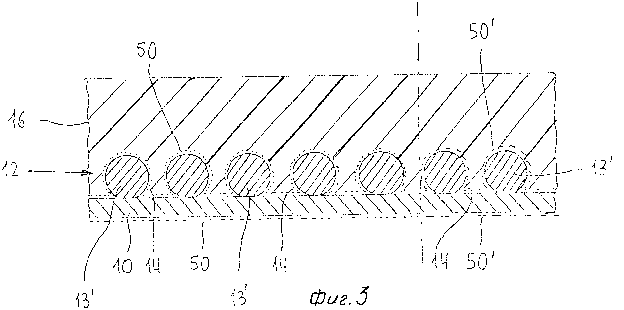
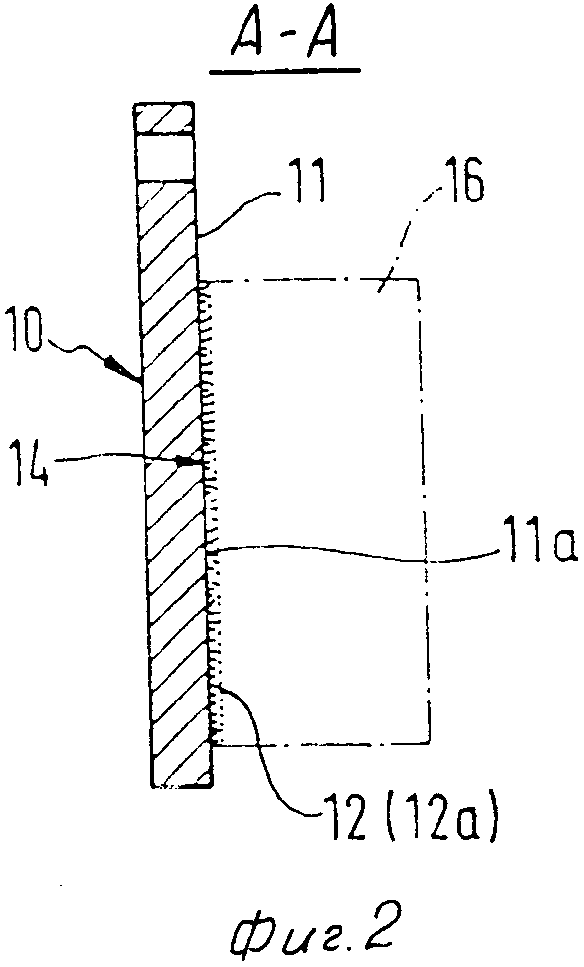
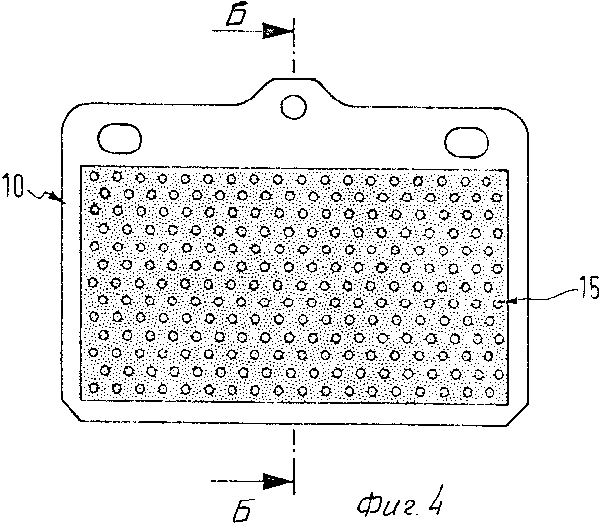
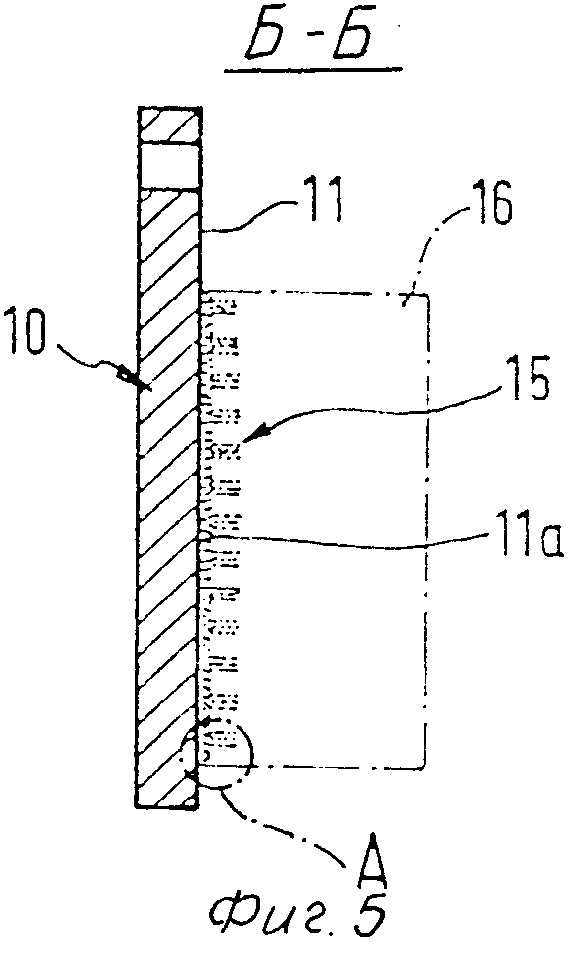
На фиг. 1 изображен вид на несущий лист сверху с несущим слоем на нем; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид в разрезе в увеличенном масштабе несущего листа с нанесенным несущим слоем в виде фасонных шариков; на фиг. 4 - вид сверху на несущий лист еще одной формы исполнения нанесенного несущего слоя; на фиг. 5 - поперечный разрез по линии Б-Б на фиг. 4; на фиг. 6 - еще одна форма исполнения вида фиг. 5 в разрезе; на фиг. 7 - микрофотография разреза несущей пластины с несущим слоем по фиг. 6; на фиг. 8 - вид сверху на несущую пластину по фиг. 7; на фиг. 9 - микрофото увеличенного разреза еще одной формы исполнения несущей пластины с решетчато выполненным несущим слоем; на фиг. 10 - вид сверху на несущую пластину по фиг. 9; на фиг. 11 - увеличенная микрофотография разреза еще одной формы исполнения несущей пластины с полуэллиптичными захватывающими элементами; на фиг. 12 - вид сверху на несущую пластину по фиг. 11.
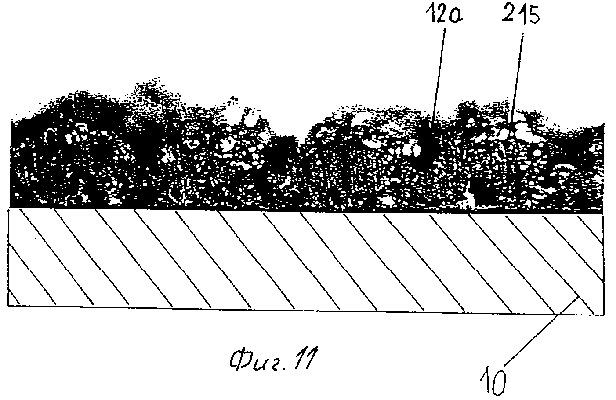
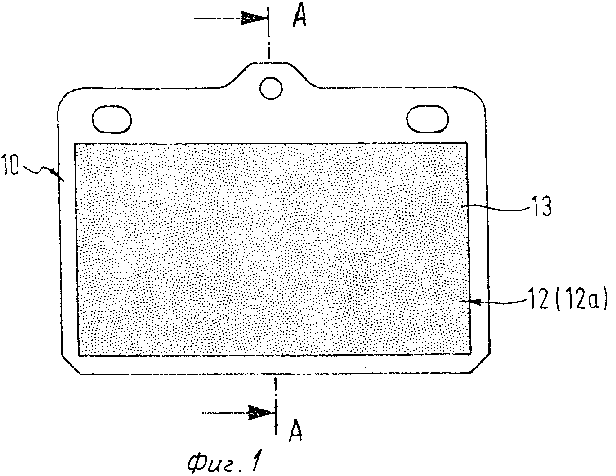
На фиг. 1-5 цифрой 10 обозначена сама по себе известная несущая пластина или несущий лист из металлических и других подходящих материалов, на котором лишь намечен блок фрикционного блока 16 из прессованного фрикционного материала. В форме исполнения по фиг. 1 и 2 несущий лист 10 на стороне 11 фрикционного блока 16 имеет несущий слой 12 в виде структурированной поверхности, которая состоит из основного слоя 12а из фасонных элементов 13, которые так составлены из смеси легкоплавкой и тугоплавкой части, затем сжаты и спечены, что каждый отдельный элемент 13 имеет выемки и т. п. 14.
В показанном на фиг. 3 примере исполнения несущий слой 12 состоит из осажденных спеканием на несущий лист 10 шарообразных фасонных элементов 13, имеющих углубления 14 в области крепления. На несущем слое 12 имеется гальваническое покрытие 50 из металла, который окружает отдельные фасонные элементы 13 и согласован с контурами фасонных элементов 13, причем покрытие 50 также заходит в выемки 14, так что получается замкнутый слой металлического покрытия; за этот счет получается хорошая защита от коррозии для несущего листа 10. Металлическое покрытие 50 может состоять из меди, серебра, олова, кадмия, цинка или другого подходящего металла. Добавочное преимущество, которое дает гальваническое покрытие металлом, заключается в точных размерах в смысле толщины покрытия. Эта точность размеров не достигается ни лаковыми, ни напыляемыми покрытиями. К тому же металлическое покрытие имеет такую однородность, которая не достигается другими типами покрытий. Кроме того, контуры несущего слоя 12 полностью сохраняются, так что, несмотря на металлическое покрытие 50, между напрессованным фрикционным материалом и шероховатым основанием получается связь высокой прочности.
Кроме металлического покрытия 50 можно применять пластмассовые покрытия из подходящей пластмассы. Такое покрытие обозначено на фиг. 3 цифрой 50. В качестве пластмасс для этого годятся в особенности такие, которые устойчивы к высоким температурам, так, среди прочих, силиконовый каучук, трифторэтилен, политетрафторэтилен, полисилоксаны и т. п.
Смесь фрикционного материала с помощью соответствующего формующего элемента напрессовывается на несущий слой несущего листа, так что в процессе прессования смесь фрикционного материала втекает в промежутки между отдельными фасонными элементами 13 (беспорядочная структура поверхности которых показана в виде С), и в те полости, которые образованы различными выемками в элементах. Таким образом, за счет фасонных элементов 13 происходит тесное соединение между деформируемым блоком фрикционного материала 16 и несущим слоем 12, со взаимным вхождением одного в другое. За счет свойств материала происходит также и деформация несущего слоя 12 и его основного слоя 12а таким образом, что фрикционный материал заполняет незаполненные несущим слоем полости поверхности фрикционного материала 11а, и происходит их заполнение, так что не остается или остается очень малое количество незаполненных материалом полостей и поверхностей, что предотвращает проникновение влаги и связанные с этим возможности коррозии.
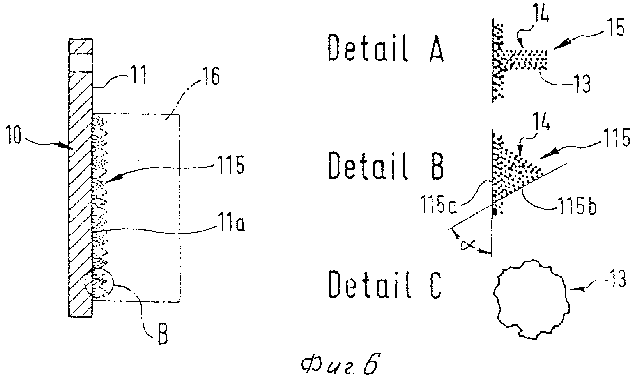
Еще одна форма исполнения изображена на фиг. 4 и 5, которые соответствуют основам конструкции фиг. 1 и 2, и на основном слое 12а имеют элементы захвата 15 в виде цилиндрических столбиков или бугорков типа усеченного конуса, как показано на виде А. При этом элементы захвата 15 с точки зрения макроструктуры выглядят как столбики, тогда как последующие эскизы и фото в увеличенном масштабе показывают, что элементы захвата 15 представляют собой беспорядочное нагромождение с выемками, вмятинами и т. п. 14.
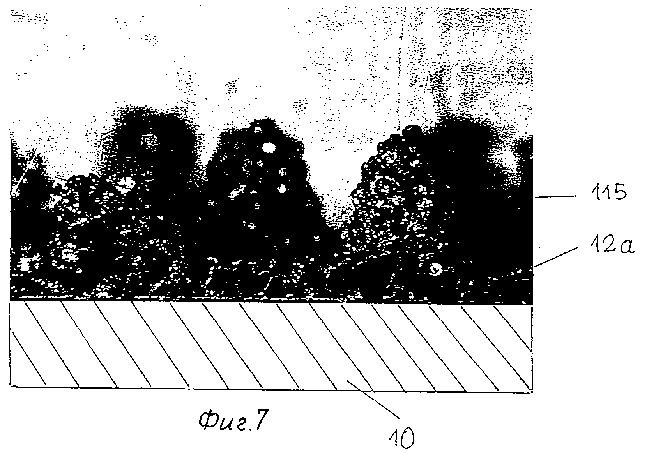
На фиг. 6 изображена еще одна форма исполнения, в которой в отличие от фиг. 5 элементы захвата 115 выполнены в виде пирамид с треугольным, четырехугольным или многоугольным основанием. Чтобы получить здесь оптимальные для сцепления и срока службы свойства, предусмотрено, что угол α между основанием и боковой гранью пирамиды 115а и 115 составляет примерно 60о, что показано на виде В.
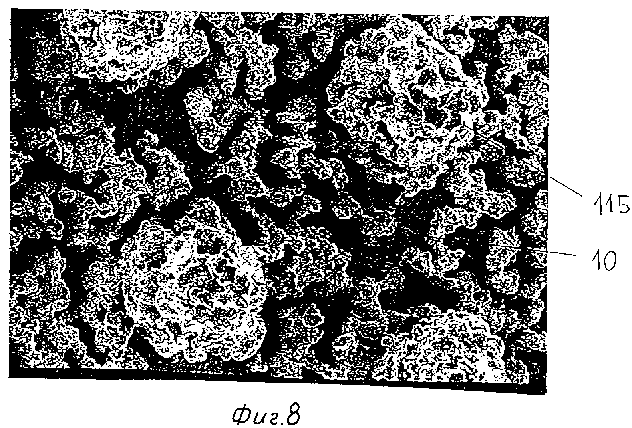
На фиг. 7 и 8 изображен увеличенный снимок с помощью электронного микроскопа, где видны беспорядочные структуры слоя основания 12а и элементов захвата 115 за счет свойств материалов после спекания несущего слоя.
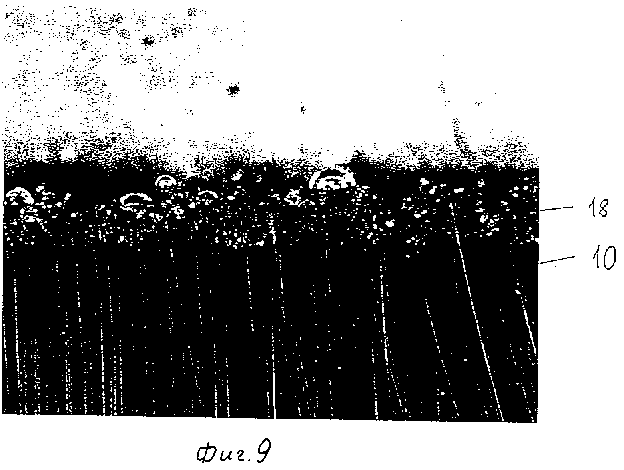
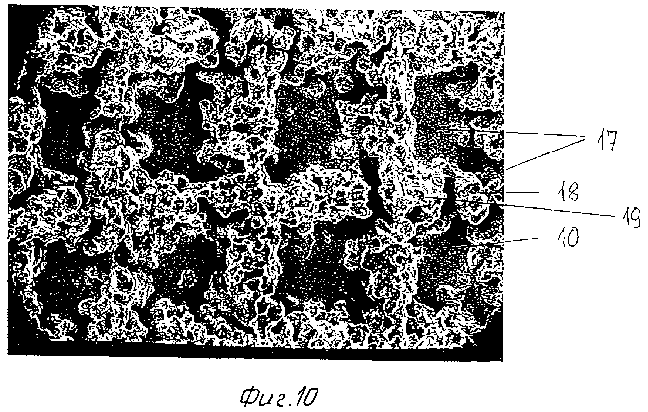
На фиг. 9 и 10 показана еще одна форма исполнения, в которой спеченный несущий слой состоит из решетчатого узора в рядах 17 из фасонных элементов, причем отдельные участки элементов захвата 18 накладываются друг на друга в точках пересечения 19 и образуют там добавочные блоки элементов захвата.
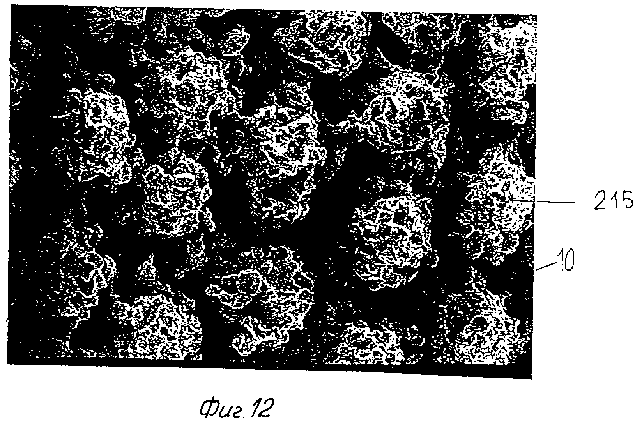
На фиг. 11 и 12 также в увеличенном микроскопическом масштабе изображено построение несущего слоя, как он получается в форме исполнения по фиг. 1 и 2, причем в основном слое формируются элементы захвата полусферической или полуэллиптической формы.
Изображенные на фиг. 7-12 фактические формы исполнения являются лишь примерами исполнения, так как при применении смесей материалов по изобретению для несущего слоя и/или при использовании способа по изобретению можно получить любые структуры поверхности с желаемыми свойствами.
Нанесение металлического покрытия может производиться гальваническим или термическим путем, или осаждением из паров. Имеется также возможность перед процессом создания шероховатой поверхности, или перед созданием несущего слоя, покрыть несущую пластину металлическим покрытием, например, из меди. Из металлического покрытия затем можно выработать шероховатую подложку.
Если несущая пластина 10 является тонким листом, то можно выполнить его профилированным, например, с ребрами, что повысит собственную жесткость несущей пластины 10. (56) ДF-6М 8201404, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| МЕТАЛЛИЧЕСКАЯ ШПУНТОВАЯ ЗАГЛУШКА С ПЛАСТИКОВЫМ ЗАЩИТНЫМ СЛОЕМ | 2013 |
|
RU2629863C2 |
| ВИБРОПЛИТА ДЛЯ ДОРОЖНО-СТРОИТЕЛЬНОЙ МАШИНЫ | 1994 |
|
RU2100518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВЛЕННЫХ ОДНА В ДРУГУЮ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1995 |
|
RU2100146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНОГО ДИСКА, ТОРМОЗНОЙ ДИСК И ПРИМЕНЕНИЕ ЭМАЛЕВОГО ПОКРЫТИЯ НА ТОРМОЗНОМ ДИСКЕ | 2015 |
|
RU2673918C1 |
| Способ изготовления фрикционных изделий | 2019 |
|
RU2709886C1 |
| Способ изготовления фрикционных изделий | 2019 |
|
RU2812246C2 |
| Способ изготовления фрикционных изделий | 2015 |
|
RU2653385C2 |
| ГИБКИЙ МОНТАЖ ЭЛЕМЕНТОВ ФРИКЦИОННОЙ НАКЛАДКИ В ТОРМОЗНЫХ НАКЛАДКАХ | 2016 |
|
RU2720136C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |
Область применения: дисковые тормоза, в особенности для автомобильных и рельсовых транспортных средств. Сущность изобретения: накладка содержит укрепленный на несущей пластине или листе блок из прессованного фрикционного материала. Несущая пластина со стороны фрикционного блока имеет спеченный слой из отдельных фасонных элементов, соединенных посредством силового или геометрического замыкания с блоком. Перед напрессовыванием фрикционного материала на несущую пластину на нее наносится слой металлического или пластмассового покрытия. 2 с. и. , 13 з. п. ф-лы, 12 ил.
