Изобретение относится к машиностроению, преимущественно к обработке металлов резанием.
Известен режущий инструмент, содержащий державку, в гнезде которой на подвижной подкладке установлена режущая пластина с отверстием, закрепляемая с помощью выступа на державке и паза на подвижной подкладке, расположенных под углом к боковой опорной стенке державки, и опорного элемента, установленного на подвижной подкладке и взаимодействующего с боковой поверхностью отверстия в режущей пластине, причем опорный элемент выполнен в виде винта, а максимальный диаметр головки винта выполнен меньше диаметра отверстия режущей пластины.
Недостатком данного инструмента является невысокая надежность закрепления режущей пластины на опорном элементе вследствие постоянной разбивки отверстия в пластине в момент ее установки после очередной переточки, что вынуждает снижать скорость резания при обработке деталей.
Известен режущий инструмент, содержащий корпус с размещенной в гнезде режущей пластиной и установленным на винте прихватом, предназначенным для взаимодействия одним концом с режущей пластиной, а другим - с поверхностью корпуса, причем для повышения быстросменности режущей пластины упомянутая поверхность корпуса выполнена под углом самоторможения к опорной поверхности гнезда корпуса.
Недостатком инструмента является сложность конструкции из-за наличия посадочной пластины и винта, а также низкой стойкости режущей пластины.
Наиболее близким по технической сущности к заявляемому объекту является режущий инструмент, содержащий державку с гнездом для размещения режущей пластины и отверстием для подачи смазочно-охлаждающей жидкости.
Недостатком известного инструмента является невысокая стойкость режущей пластины из-за того, что зона охлаждения удалена от режущей кромки.
Целью изобретения является повышение стойкости за счет улучшения охлаждения режущей пластины.
Это достигается тем, что отверстие для подачи смазочно-охлаждающей жидкости расположено под углом θ к основной плоскости и на расстоянии l от вершины основания гнезда державки, при этом значения угла θ и расстояния l определены из соотношений
θ= α+ζ+ arctg  ,
,
l=  , где α - задний угол режущей пластины;
, где α - задний угол режущей пластины;
ζ - угол самоторможения между материалами режущей пластины и державки;
α1- задний угол державки;
h - толщина режущей пластины;
b - вылет режущей пластины от вершины основания гнезда державки
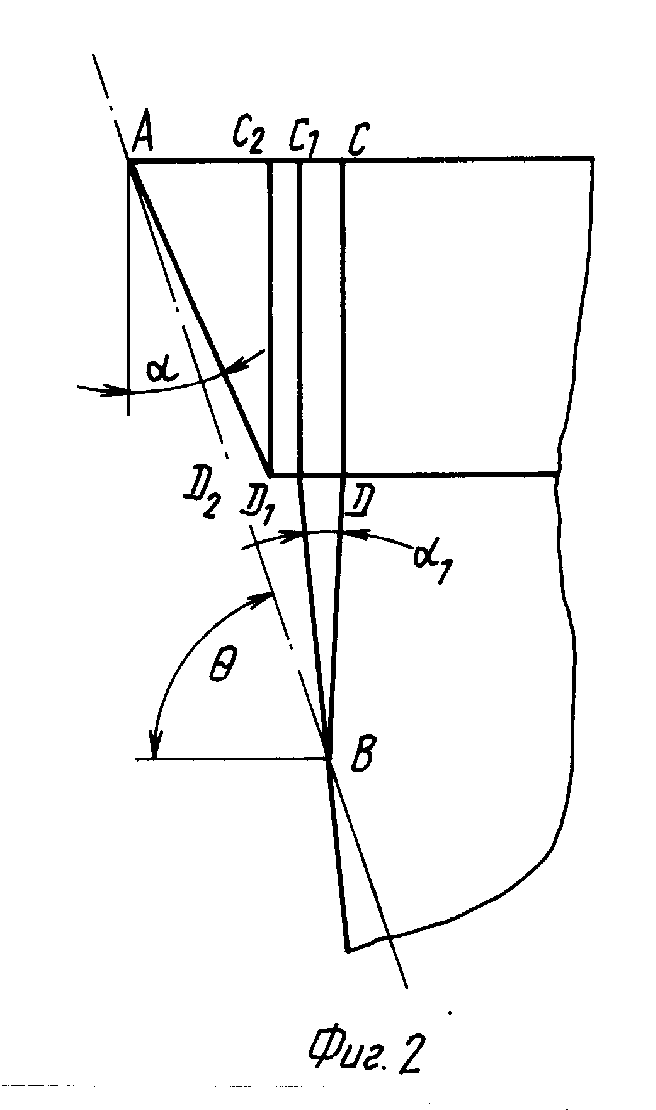
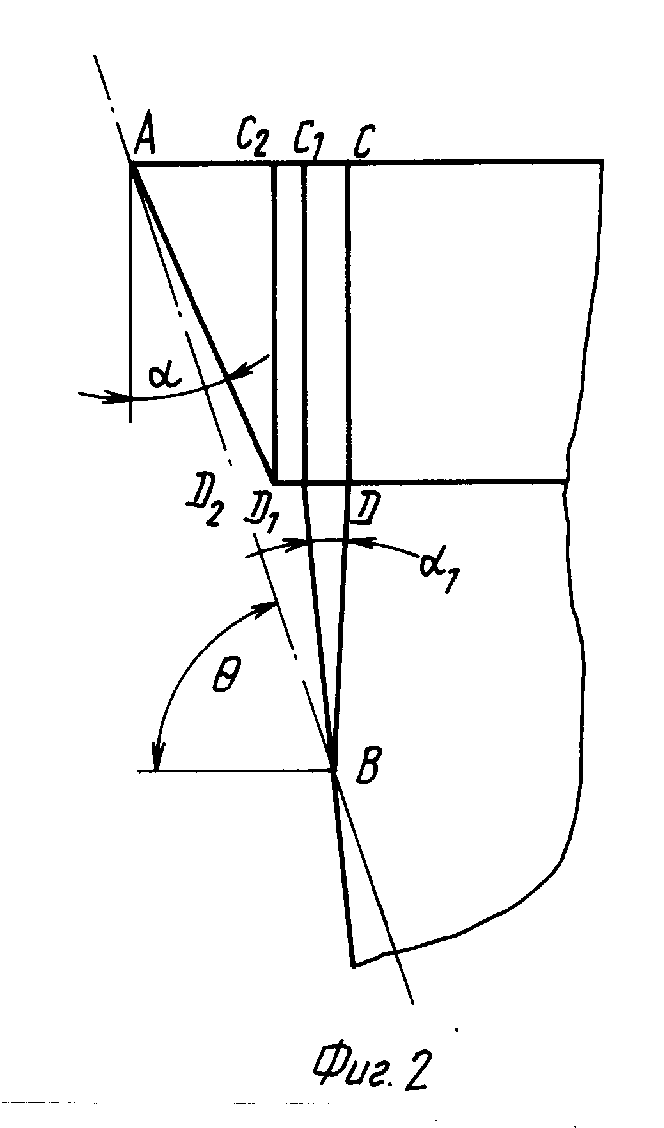
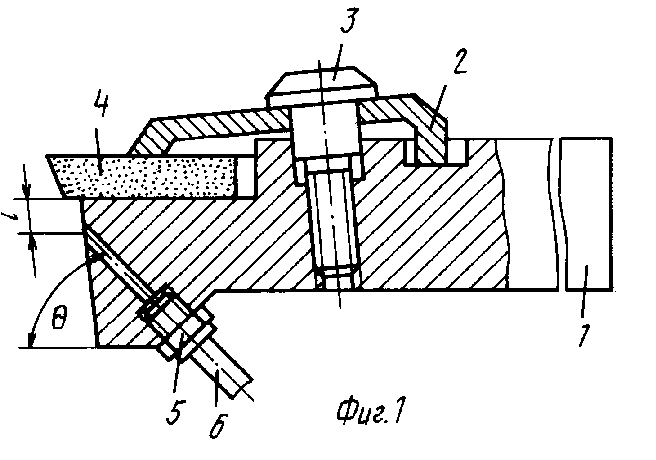
Общий вид режущего инструмента приведен на фиг. 1; на фиг. 2 - схема для определения угла θ и расстояния l.
Режущий инструмент состоит из державки 1, прихвата 2, винта 3, режущей пластины 4, штуцера 5 и трубы 6.
В державке 1 имеется гнездо для установки режущей пластины 4, которое выполнено под углом самоторможения ζ. Сверху режущая пластина 4 прижимается к опорной поверхности гнезда державки 1 прихватом 2 путем завинчивания винта 3. Подача смазочно-охлаждающей жидкости производится из трубы 6 через штуцер 5 и отверстие в головке державки 1, просверленное под углом θ на расстоянии l от вершины основания гнезда державки. Рассчитанные по приведенным зависимостям угол θ и расстояние l обеспечивают подачу струи смазочно-охлаждающей жидкости непосредственно в зону трения задней поверхности режущей пластины 4 с отработанной поверхностью детали (на чертеже не показана), уменьшая износ пластины.
Режущий инструмент устанавливается в резцедержателе токарного станка и от суппорта ему сообщается движение подачи при обработке деталей. Для определения угла наклона оси отверстия к основной плоскости θ и расстояния l от вершины гнезда державки до оси отверстия составлена схема расположения режущей пластины, опорной поверхности гнезда державки и направления струи подаваемой смазочно-охлаждающей жидкости (фиг. 2). Из анализа представленной схемы видно, что угол θ должен компенсировать задний угол заточки режущей пластины α , угол самоторможения режущей пластины к опорной поверхности гнезда державки ζ (на схеме не показан, т. к. он обусловлен коэффициентом трения между материалами режущей пластины и державки) и соотношение между толщиной режущей пластины h и вылетом ее по отношению к вершине гнезда державки b, т. е. arctg  . Отсюда величина угла θ определяется из зависимости
. Отсюда величина угла θ определяется из зависимости
θ= α+ζ+arctg 
Из прямоугольного треугольника ВД1Д следует, что Д1Д = ВД1 ˙sin α1, где α1 - задний угол у головки державки. Из прямоугольного треугольника АС2Д2 АС2 = Д2С2 ˙tg α, где α- задний угол заточки режущей пластины.
АС = АС2 + С2С1 + С1С = Д2С2 ˙tgα+
+ С2С1 + ВД1 ˙sinα1, т. к. Д1Д = С1С.
В прямоугольном треугольнике АВС ВС = ВД + ДС = ВД1 ˙cosα1 + Д2С2 и  = tgθ , т. е.
= tgθ , т. е.  = tgθ
= tgθ
Приняв ВД1 = l, Д2С2 = h, С2С1 = Д2Д1 = b, где l - расстояние гнезда режущей пластины,
h - толщина режущей пластины,
b - вылет режущей пластины от вершины основания гнезда державки, можно записать следующее выражение
Отсюда расстояние l от вершины гнезда режущей пластины определится по формуле
l=  (56) Патент Франции N 505234, кл. B 23 B 27/10, 1920.
(56) Патент Франции N 505234, кл. B 23 B 27/10, 1920.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| Инструментальная система и способ токарной обработки | 2018 |
|
RU2743824C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Породоразрушающий инструмент | 1988 |
|
SU1571242A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА СО СТОПОРНОЙ ПОВЕРХНОСТЬЮ | 2013 |
|
RU2634825C2 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2017 |
|
RU2697676C1 |
| Сборный прорезной резец | 1987 |
|
SU1500437A2 |
| ИНДЕКСИРУЕМОЕ ОТРЕЗНОЕ ЛЕЗВИЕ С ОКРУЖНЫМИ КАНАЛАМИ ДЛЯ ОХЛАЖДАЮЩЕГО АГЕНТА | 2021 |
|
RU2837270C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ ЭКСЦЕНТРИКОВЫМ ШТИФТОМ | 1992 |
|
RU2014171C1 |
| Канавочный резец | 1990 |
|
SU1715507A1 |
Использование: машиностроение, преимущественно обработка металлов резанием. Сущность изобретения: режущий инструмент содержит державку с гнездом для размещения режущей пластины и отверстием для подачи СОЖ. При этом угол расположения указанного отверстия к основной плоскости и его расстояние от вершины основания гнезда державки определены в зависимости от задних углов режущей пластины и державки, угла самоторможения между ними, а также толщины режущей пластины и ее вылета от вершины основания гнезда державки. 2 ил.
РЕЖУЩИЙ ИНСТРУМЕНТ, содержащий державку с гнездом для размещения режущей пластины и отверстием для подачи смазочно-охлаждающей жидкости, отличающийся тем, что, с целью повышения стойкости путем улучшения охлаждения режущей пластины, упомянутое отверстие расположено под углом θ к основной плоскости и на расстоянии l от вершины основания гнезда державки, при этом значения угла θ и расстояния l определены из соотношений
θ= α+ζ+arctg
l= 
где α - задний угол режущей пластины;
ζ - угол самоторможения между материалами режущей пластины и державки;
α1 - задний угол державки;
h - толщина режущей пластины;
b - вылет режущей пластины от вершины основания гнезда державки.
