Предложенное изобретение относится к инструментальной системе для токарной обработки и способу токарной обработки заготовки.
При токарной обработке, в частности, металлических материалов, часто используются инструменты, в которых, например, на корпусе, как правило, изготовленном из стали, установлена сменная режущая пластина, содержащая участки режущей кромки, выполненные с возможностью взаимодействия с обрабатываемым материалом. Используемая режущая пластина, как правило, выполнена из значительно более твердого и более износостойкого материала, например, из твердого сплава (цементированный карбид), кермета или режущей керамики. Режущая пластина может, например, содержать одну режущую вершину, которая может быть использована для обработки с помощью смежных участков режущей кромки, или множество выполненных с возможностью использования режущих вершин.
Как правило, при токарной обработке используется инструментальная система, в частности так называемый моноблочный держатель, в которой верхняя поверхность сменной режущей пластины, выполненная в виде передней поверхности, проходит в плоскости, которая проходит по меньшей мере по существу параллельно продольной оси корпуса инструмента, несущего режущую пластину, так что инструментальная основная плоскость согласно документу DIN 6581 также ориентирована по меньшей мере по существу параллельно продольной оси корпуса инструмента.
Напротив, в документе ЕР 1260294 В1 описана инструментальная система для токарной обработки, в которой сменные режущие пластины расположены на корпусе инструмента, выполненном в виде наконечника инструмента таким образом, что каждая из соответствующих верхних поверхностей, выполненных в виде передних поверхностей режущих пластин, проходит практически перпендикулярно к продольной оси наконечника инструмента, выполненного в виде оси вращения D, так что соответствующие основные инструментальные плоскости Pr режущих пластин также проходят перпендикулярно продольной оси. Несмотря на то, что инструментальная система, описанная в документе ЕР 1260294 В1, обеспечивает широкое разнообразие возможностей обработки, оказалось, что данная инструментальная система с относительно большими пространственными требованиями не является оптимальной в некоторых приложениях.
Целью предложенного изобретения является создание усовершенствованной инструментальной системы для токарной обработки и усовершенствованного способа токарной обработки заготовки, которые при небольших пространственных требованиях на токарном станке обеспечивают большое разнообразие различных операций обработки.
Поставленная цель достигается при помощи инструментальной системы для токарной обработки по п. 1. Дальнейшие преимущества изобретения указаны в зависимых пунктах формулы изобретения.
Инструментальная система содержит корпус инструмента, который проходит вдоль продольной оси и имеет первый конец для соединения с токарным станком и второй конец с торцевой поверхностью, на которой выполнено гнездо для сменной режущей пластины, и сменную режущую пластину, закрепленную в гнезде без возможности вращения. Режущая пластина имеет нижнюю поверхность, выполненную в виде опорной поверхности, верхнюю поверхность, выполненную в виде передней поверхности, и периферийную боковую поверхность, выполненную в виде задней поверхности. Режущая кромка образована на переходе верхней поверхности в периферийную боковую поверхность. Режущая пластина расположена в гнезде так, что верхняя поверхность проходит перпендикулярно продольной оси корпуса инструмента, и режущая кромка выступает в радиальном направлении относительно продольной оси за внешний периметр торцевой поверхности корпуса инструмента по меньшей мере двумя пригодными для использования режущими вершинами и участками режущей кромки, смежными с вершинами с обеих сторон. Указанные по меньшей мере две используемые режущие вершины включают по меньшей мере первую режущую вершину и вторую режущую вершину, отличную от первой режущей вершины. Путем ориентации верхней поверхности режущей пластины перпендикулярно продольной оси корпуса инструмента и указанным по меньшей мере двум различным используемым радиально выступающим режущим вершинам, с помощью вращения корпуса инструмента вокруг его продольной оси можно легко и, в частности, компактно выполнить различные операции токарной обработки без введения в рабочее положение другой режущей пластины. Так как различные режущие вершины выполнены на одной и той же режущей пластине, инструментальная система также особенно компактна по сравнению с известными инструментальными системами и требует очень мало установочного пространства на станке. Благодаря креплению режущей пластины к корпусу инструмента без возможности вращения, угол наклона, под которым взаимодействующие с заготовкой участки режущей кромки ориентированы относительно заготовки, также может быть надежно и просто изменен, поэтому появляется возможность переключения между ориентациями для различных операций обработки. Вторая режущая вершина может значительно отличаться от первой режущей вершины. При этом, например, она может отличаться только одним признаком, например, величиной угла, радиусом вершины и т.д., от первой режущей вершины или многими признаками, такими как радиус вершины и величина угла и/или ширина усиливающей фаски, проходящей вдоль режущей вершины, геометрия стружколома и т.д. Должным образом выполненные режущие вершины обеспечивают возможность, только с одним корпусом инструмента и закрепленной на нем режущей пластине, выполнения продольного точения, точения по копиру, а также обработки плоскости, которые возможно выполнять в любом направлении.
В соответствии с одним вариантом выполнения, первая режущая вершина и вторая режущая вершина отличаются друг от друга в одном или более из следующих признаков: величина угла, конструкция вершины, задний угол, угол и/или ширина усиливающей фаски, проходящей вдоль режущей вершины, и конструкция стружколома, выполненного на передней поверхности, материал и/или покрытие из высокопрочного материала, нанесенное на режущую пластину на участке режущих вершин, операция обработки, для которой предназначена режущая вершина. Таким образом, условия обработки могут быть целенаправленно изменены направленным вращением корпуса инструмента вокруг его продольной оси на заданный угол, например между предварительной и чистовой обработкой, между продольным точением с высокими скоростями подачи и точной обработкой определенного контура заготовки и т.д. Ясно, что существует множество возможных комбинаций. С разной конструкцией вершины, например радиус вершины может быть различным, в результате чего, например, на обрабатываемой заготовке могут быть выполнены шаги с различными радиусами сопряжения. Различия в конструкции стружколома могут быть использованы, например, для обработки с различной глубиной резания или различными скоростями подачи. Например, для различных типов обработки возможно использование различных материалов режущей пластины на различных вершинах или, например, различных покрытий различных вершин, или, среди прочего, также возможно использование, например, для участков заготовки, выполненных из различных материалов. В одной конструкции для различных операций обработки, например, возможно использование одной режущей вершины для токарной обработки, и другой -для нарезания канавок или нарезания резьбы. Кроме того, например, также возможно выполнение одной или более режущих вершин для наружной обработки и одной или более других режущих вершин для внутренней обработки. Ясно, что существует большое количество возможных комбинаций.
В соответствии с одним вариантом выполнения, нижняя поверхность режущей пластины содержит по меньшей мере один предохранительный элемент предотвращения вращения, который с сопряжением взаимодействует с взаимодополняющим предохранительным элементом предотвращения вращения на переднем торце корпуса инструмента. В данном случае выполнено надежное без возможности вращения крепление режущей пластины с корпусом инструмента, что позволяет целенаправленно изменять условия обработки, а периферия задней поверхности может быть свободна от крепежных конструкций для крепления без возможности вращения по всему периметру режущей пластины. Таким образом, в данном случае с помощью надежного крепления без возможности вращения режущей пластины обеспечена возможность использования всего периметра режущей пластины для обработки. Предохранительный элемент предотвращения вращения на режущей пластине может быть выполнен, например, как конструкция, выступающая из нижней поверхности режущей пластины и взаимодополняющий предохранительный элемент предотвращения вращения на переднем торце корпуса инструмента в виде соответствующей выемки. С другой стороны, например, предохранительный элемент предотвращения вращения на переднем торце корпуса инструмента может быть выполнен как выступающая конструкция, а дополняющий предохранительный элемент предотвращения вращения на нижней поверхности режущей пластины может быть выполнен в виде соответствующей выемки.
В соответствии с одним вариантом выполнения нижняя поверхность режущей пластины содержит по меньшей мере один центрирующий элемент, который с сопряжением взаимодействует с передним торцом корпуса инструмента для расположения режущей пластины относительно продольной оси корпуса инструмента. В данном случае возможна особенно простая и надежная установка режущей пластины на корпусе инструмента. Центрирующий элемент может быть выполнен, например, в виде выступа на нижней поверхности режущей пластины, в частности, например, в виде конического или иного сужающегося с увеличением расстояния от нижней поверхности выступа, который взаимодействует с выемкой дополняющей формы, выполненной в переднем торце корпуса инструмента. С другой стороны, центрирующий элемент может быть выполнен, например, в виде соответствующей выемки в нижней поверхности режущей пластины, взаимодействующей с соответствующим выступом на переднем торце корпуса инструмента. Также возможно выполнение предохранительного элемента предотвращения вращения таким, чтобы он одновременно выполнял функции центрирующего элемента.
В соответствии с одним вариантом выполнения нижняя поверхность режущей пластины и передний торец корпуса инструмента выполнены с обеспечением возможности закрепления режущей пластины на корпусе инструмента только в одной точно предварительно заданной ориентации. Таким образом обеспечивается особенно простое и удобное применение, при котором гарантируется, что режущая пластина непреднамеренно не установлена неправильно и режущие вершины ориентированы на корпусе инструмента в надлежащей ориентации. Расположение в только заданной ориентации может быть достигнуто, например, с помощью соответствующей асимметричной конструкции взаимно дополняющих предохранительных элементов предотвращения вращения как на переднем торце корпуса инструмента, так и на нижней поверхности режущей пластины.
В соответствии с одним вариантом выполнения базовая форма переднего торца корпуса инструмента по существу соответствует базовой форме режущей пластины. В данном случае обеспечивается достаточная свобода периметра режущей пластины на по меньшей мере преобладающей части периметра для обеспечения возможности токарной обработки по меньшей мере преобладающей частью периметра верхней поверхности без необходимости дополнительного наклона продольной оси корпуса инструмента.
В соответствии с одним вариантом выполнения режущая кромка сформирована вдоль всей периферийной боковой поверхности и радиально выступает по всему периметру за внешний периметр переднего торца корпуса инструмента. В данном случае для токарной обработки простым образом может быть использован весь периметр верхней поверхности режущей пластины с помощью вращения корпуса инструмента направленным контролируемым образом вокруг продольной оси и, при необходимости, линейного перемещения в плоскости, перпендикулярной оси заготовки.
В соответствии с одним вариантом выполнения боковая поверхность имеет положительный специфический для режущей пластины задний угол по всему периметру режущей пластины. В данном случае гарантируется, что периферийная боковая поверхность, служащая задней поверхностью во время токарной обработки, является достаточно свободной по всему внешнему периметру, так что не требуется никакого дополнительного наклона продольной оси корпуса инструмента, что дополнительно усложняло бы приведение в действие корпуса инструмента. Следует отметить, что задний угол, специфический для режущей пластины, не обязательно должен быть постоянным по всему периметру режущей пластины, но боковая поверхность также может иметь различные задние углы на различных участках.
Поставленная цель также достигается способом токарной обработки заготовки по п. 9. Преимущественные варианты выполнения следуют из зависимых пунктов формулы изобретения.
Способ выполняют с помощью инструментальной системы, в которой сменная режущая пластина расположена без возможности вращения на переднем торце корпуса инструмента так, что верхняя поверхность, выполненная в качестве передней поверхности, ориентирована перпендикулярно продольной оси L корпуса инструмента, и режущая кромка, образованная между верхней поверхностью и периферийной боковой поверхностью, выступает в радиальном направлении относительно продольной оси за пределы внешнего периметра переднего торца корпуса инструмента по меньшей мере двумя применимыми режущими вершинами и участками режущей кромки, смежными с указанными вершинами с обеих сторон. Способ включает следующие этапы:
- вращение заготовки вокруг оси Ζ заготовки,
- обработку поверхности заготовки одной из указанных режущих вершин с обеспечением прохождения полученной стружки по верхней поверхности режущей пластины,
- изменение образования стружки с помощью управляемого вращения корпуса инструмента вокруг продольной оси и скоординированного с ним поступательного перемещения корпуса инструмента в плоскости ΧΖ, проходящей перпендикулярно продольной оси L, с компонентом поступательного перемещения в направлении, перпендикулярном оси Ζ заготовки.
С помощью управляемого вращения корпуса инструмента вокруг продольной оси и скоординированного с ним поступательного перемещения корпуса инструмента в плоскости, перпендикулярной продольной оси, с компонентом поступательного перемещения, перпендикулярным оси Ζ заготовки, обеспечивается возможность особенно простого управляемого изменения условий обработки во время токарной обработки. Например, обеспечена возможность целенаправленного изменения угла наклона взаимодействующей режущей кромки без изменения глубины резания или возможность использования другого участка режущей кромки или другой режущей вершины с другими характеристиками. Поскольку сменная режущая пластина прикреплена к корпусу инструмента без возможности вращения и выступает за внешний периметр корпуса инструмента по меньшей мере двумя режущими вершинами, которые могут быть использованы для машинной обработки, обеспечена возможность реализации различных условий резки в особенно компактной форме с одной режущей пластиной. Управляемое вращение корпуса инструмента с согласованным с ним поступательным перемещением корпуса инструмента обеспечивает возможность изменения условий обработки без прерывания обработки.
В соответствии с одним вариантом выполнения продольная ось L корпуса инструмента сориентирована в плоскости XY, перпендикулярной оси Ζ заготовки. В данном случае изменение угла наклона участка режущей кромки, взаимодействующей с заготовкой, и использование различных режущих вершин особенно просто с точки зрения технологии управления. В предпочтительном варианте выполнения продольная ось L корпуса инструмента может быть сориентирована параллельно оси Y токарной обработки.
В соответствие с одним вариантом выполнения указанные по меньшей мере две используемые режущие вершины включают первую режущую вершину и вторую режущую вершину, отличающуюся от первой режущей вершины. Как описано выше в отношении инструментальной системы, первая режущая вершина и вторая режущая вершина могут отличаться друг от друга, например, только одним признаком или также множеством признаков.
В соответствии с одним вариантом выполнения управляемое вращение корпуса инструмента вокруг его продольной оси и скоординированное с ним поступательное перемещение происходят так, что угол наклона активной режущей кромки для обработки изменяется. Пуск, предпочтительно, например, может осуществляться так, что изменяется только угол наклона без изменения других параметров обработки. В данном случае, например, может быть выполнено продольное точение с относительно плоским углом наклона, а при приближении к ступени на заготовке угол наклона может быть увеличен. Следует отметить, что это только одна возможная операция обработки, и также могут быть предусмотрены другие дополнительные операции обработки.
В соответствии с одним вариантом выполнения управляемое вращение корпуса инструмента и согласованное с ним поступательное перемещение происходят так, что контур заготовки остается неизменным во время обработки. В данном случае, например, может быть легко изменен угол наклона режущей кромки, взаимодействующей с заготовкой, без прерывания резки во время токарной обработки. Следует отметить, что данная токарная обработка только одна из возможных операций, и, кроме нее, также дополнительно могут быть возможны, например, другие операции токарной обработки, в которых, например, также может быть изменена глубина резания.
Если во время обработки активная режущая вершина расположена в плоскости, содержащей ось Ζ заготовки, условия резки могут быть изменены особенно просто с помощью вращения корпуса инструмента вокруг его продольной оси.
Указанная цель также достигается с помощью режущей пластины по п. 15. Режущая пластина имеет верхнюю поверхность, выполненную в виде передней поверхности, нижнюю поверхность, выполненную в виде опорной поверхности, периферийную боковую поверхность, служащую задней поверхностью, и режущую кромку, образованную между верхней поверхностью и периферийной боковой поверхностью, с по меньшей мере двумя режущими вершинами, которые могут использоваться при обработке, и участками режущей кромки, смежными с вершинами с обеих сторон соответственно. Режущая пластина используется в выше описанном способе токарной обработки для удаления стружки. Использование режущей пластины обеспечивает преимущества, описанные выше в отношении указанного способа. В частности, обеспечена возможность реализации, например, различных операций токарной обработки, таких как продольное точение, поперечное точение и точения по копиру, только с одним корпусом инструмента и размещенной на нем режущей пластиной.
В соответствии с вариантом выполнения нижняя поверхность режущей пластины содержит по меньшей мере один предохранительный элемент предотвращения вращения, который с сопряжением взаимодействует с взаимодополняющим предохранительным элементом предотвращения вращения на переднем торце корпуса инструмента. В данном случае выполнено надежное прикрепление режущей пластины к корпусу инструмента без возможности вращения, что обеспечивает возможность целенаправленного изменения условий обработки, при этом периферийная задняя поверхность может быть свободна от крепежных конструкций для прикрепления без возможности вращения по всему периметру режущей пластины.
В соответствии с вариантом выполнения нижняя поверхность режущей пластины содержит по меньшей мере один центрирующий элемент, который с сопряжением взаимодействует с передним торцом корпуса инструмента для расположения режущей пластины относительно продольной оси корпуса инструмента. В данном случае обеспечивается возможность особенно простой и надежной установки режущей пластины на корпусе инструмента.
Дополнительные преимущества и полезные аспекты изобретения станут понятными из последующего описания примеров вариантов выполнения со ссылкой на прилагаемые чертежи.
На чертежах:
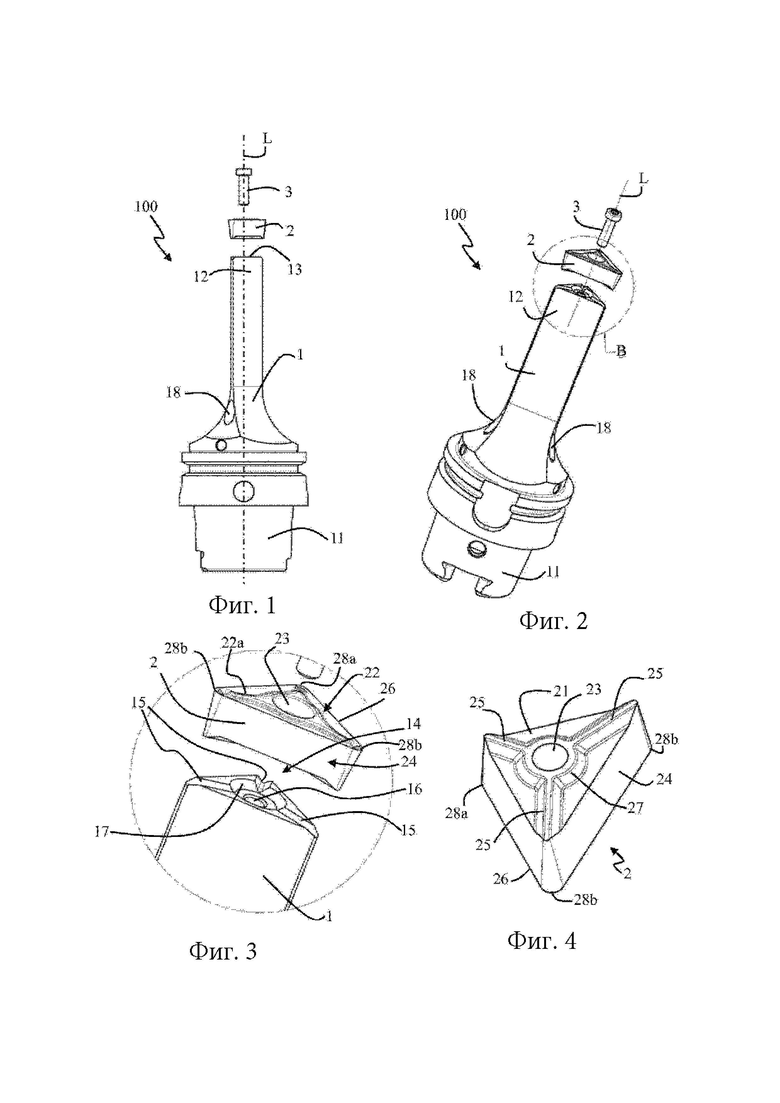
Фиг. 1 изображает схематический развернутый вид сбоку инструментальной системы в соответствии с одним из вариантов выполнения;
Фиг. 2 изображает вид в аксонометрии в разобранном состоянии инструментальной системы, показанной на Фиг. 1;
Фиг. 3 изображает подробное представление выносного вида В, показанного на Фиг. 2;
Фиг. 4 изображает схематический вид в аксонометрии нижней поверхности режущей пластины в соответствии с одним из вариантов выполнения;
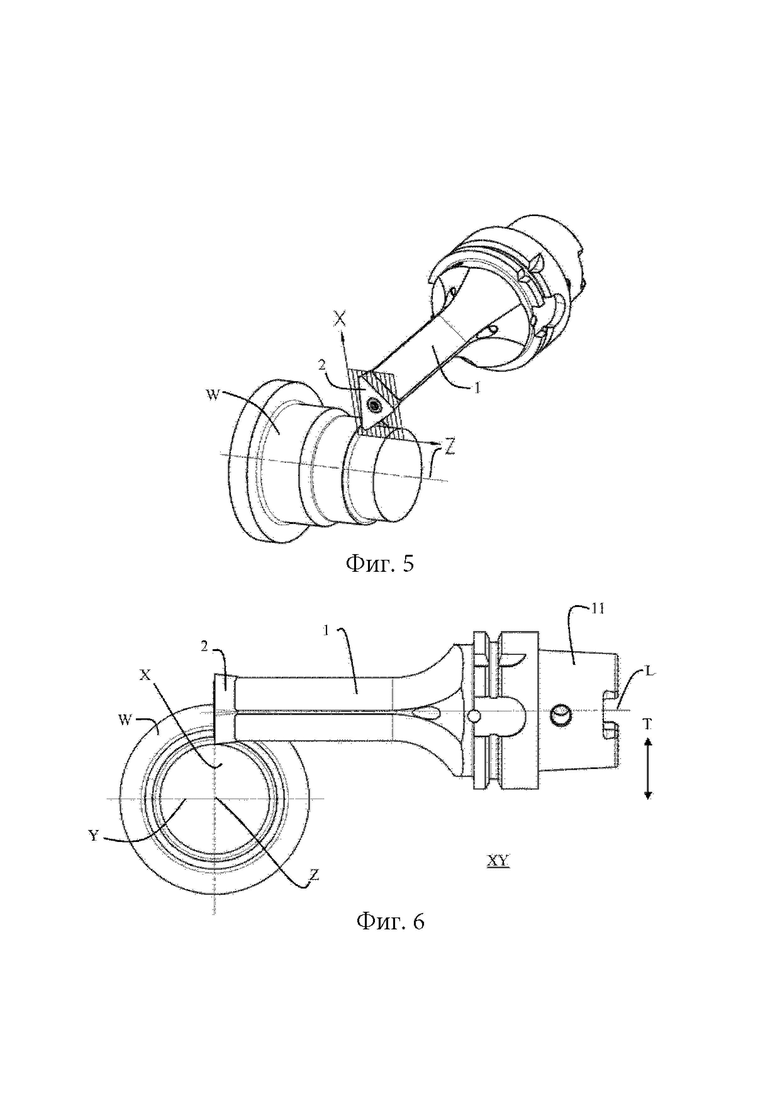
Фиг. 5 изображает схематический вид в аксонометрии инструментальной системы во время токарной обработки заготовки;
Фиг. 6 изображает схематическое представление инструментальной системы во время токарной обработки заготовки с направлением вида вдоль оси заготовки:
Фиг. 7 изображает представление, соответствующее Фиг. 5, с направлением вида перпендикулярно оси заготовки и перпендикулярно продольной оси корпуса инструмента;
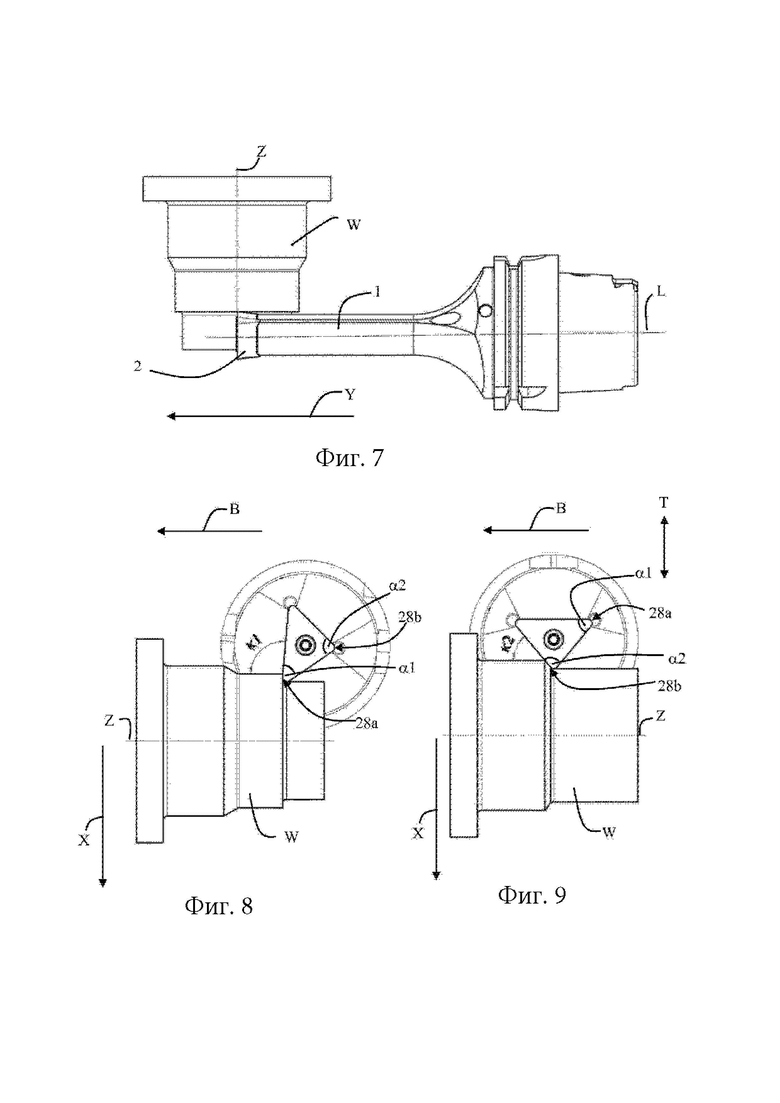
Фиг. 8 изображает представление, соответствующее Фиг. 5, с направлением вида вдоль продольной оси корпуса инструмента;
Фиг. 9 изображает схематическое представление инструментальной системы с направлением вида вдоль продольной оси корпуса инструмента, причем корпус инструмента повернут вокруг продольной оси относительно Фиг. 8;
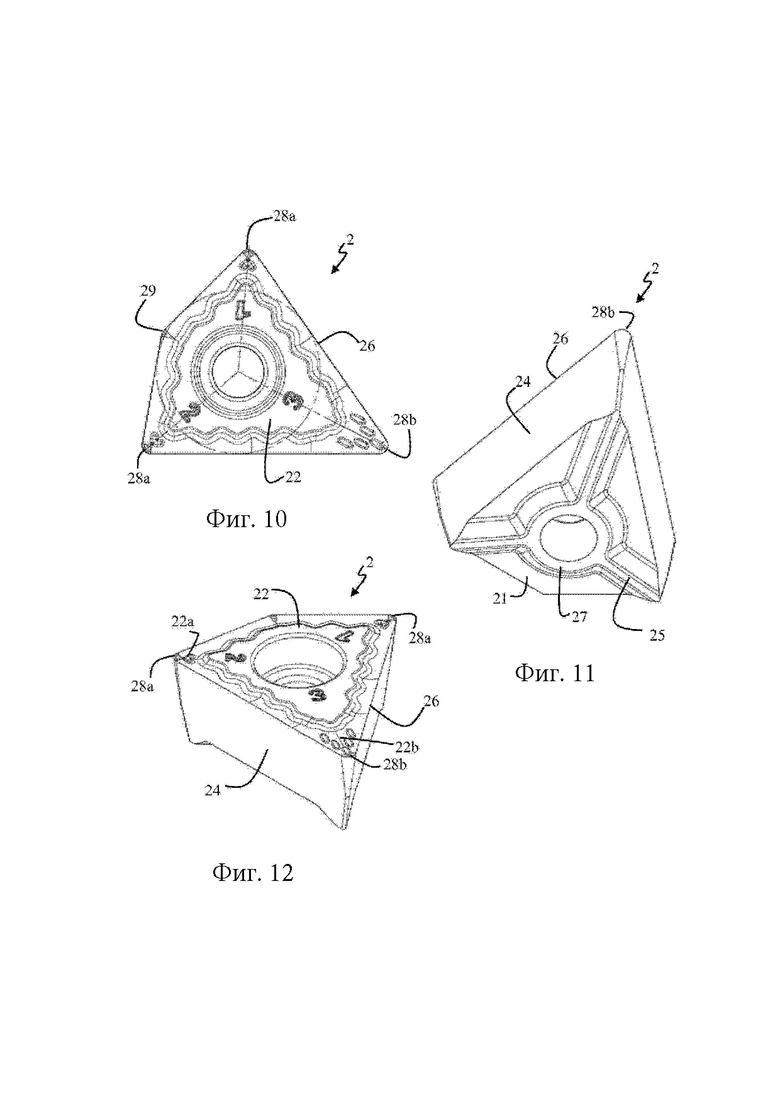
Фиг. 10 изображает схематическую горизонтальную проекцию режущей пластины в соответствии с первой модификацией;
Фиг. 11 изображает вид в аксонометрии снизу режущей пластины в соответствии с первой модификацией;
Фиг. 12 изображает вид в аксонометрии сверху режущей пластины в соответствии с первой модификацией;
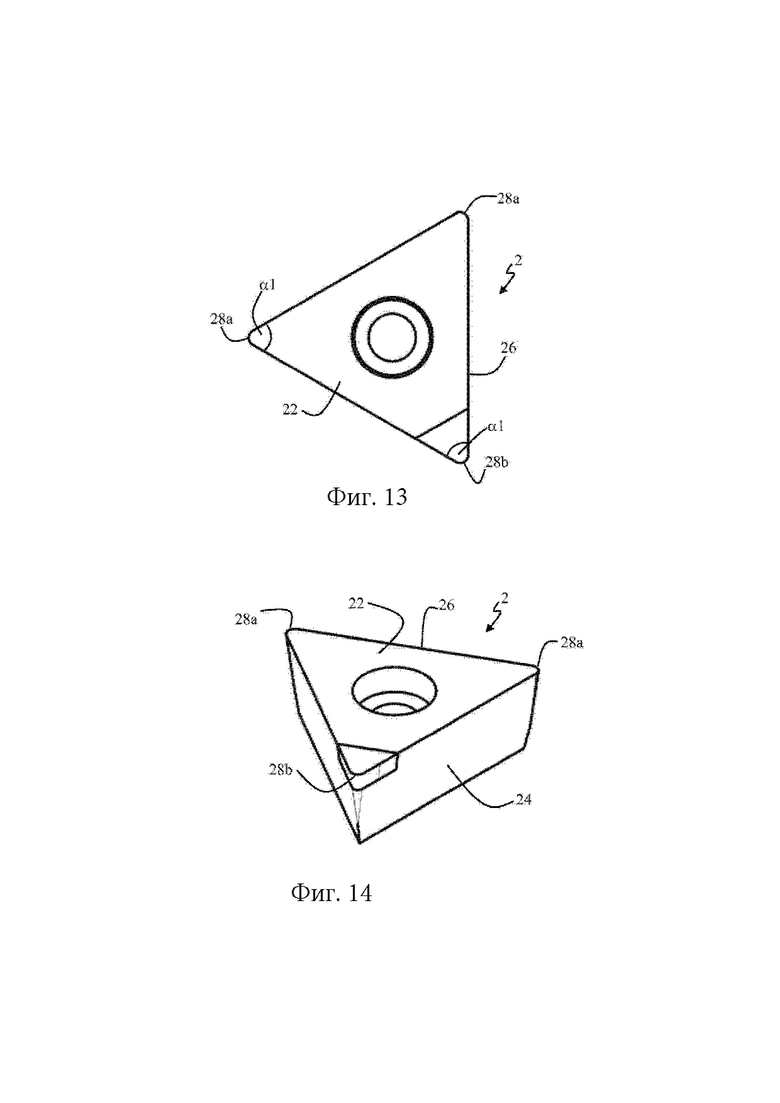
Фиг. 13 изображает схематическую горизонтальную проекцию режущей пластины в соответствии со второй модификацией;
Фиг. 14 изображает схематический вид в аксонометрии режущей пластины в соответствии со второй модификацией;
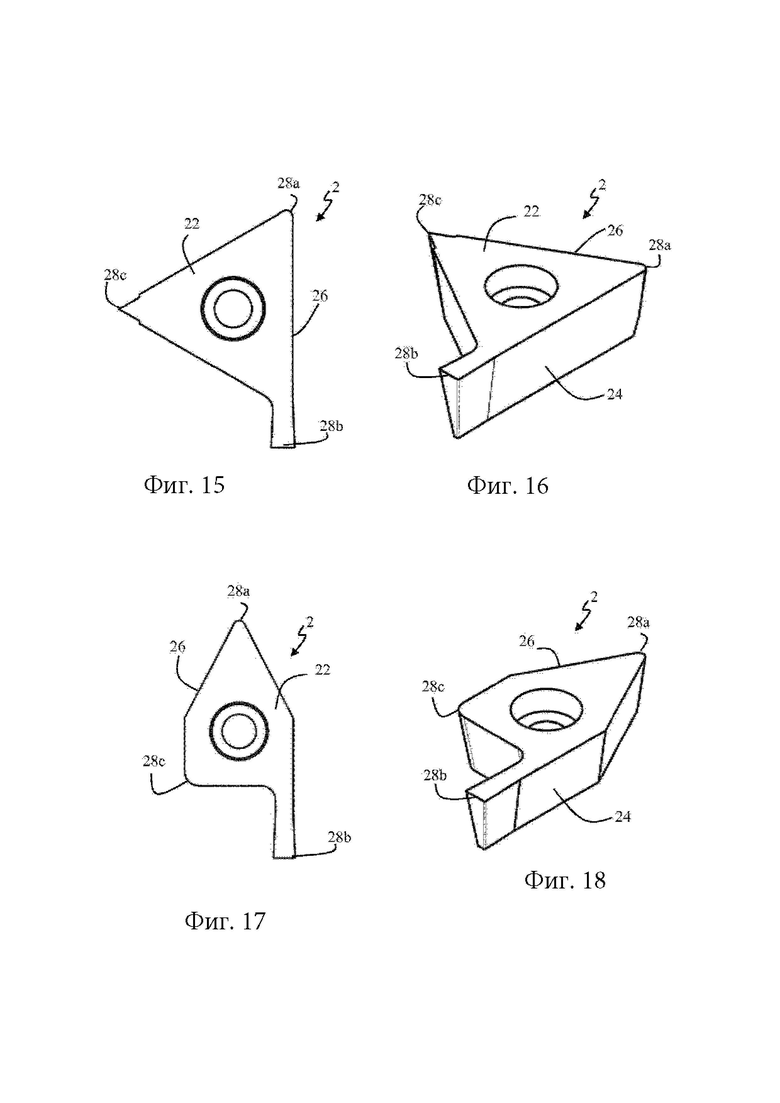
Фиг. 15 изображает схематическую горизонтальную проекцию режущей пластины в соответствии с третьей модификацией;
Фиг. 16 изображает схематический вид в аксонометрии режущей пластины в соответствии с третьей модификацией;
Фиг. 17 изображает схематическую горизонтальную проекцию режущей пластины в соответствии с четвертой модификацией;
Фиг. 18 изображает схематический вид в аксонометрии режущей пластины в соответствии с четвертой модификацией;
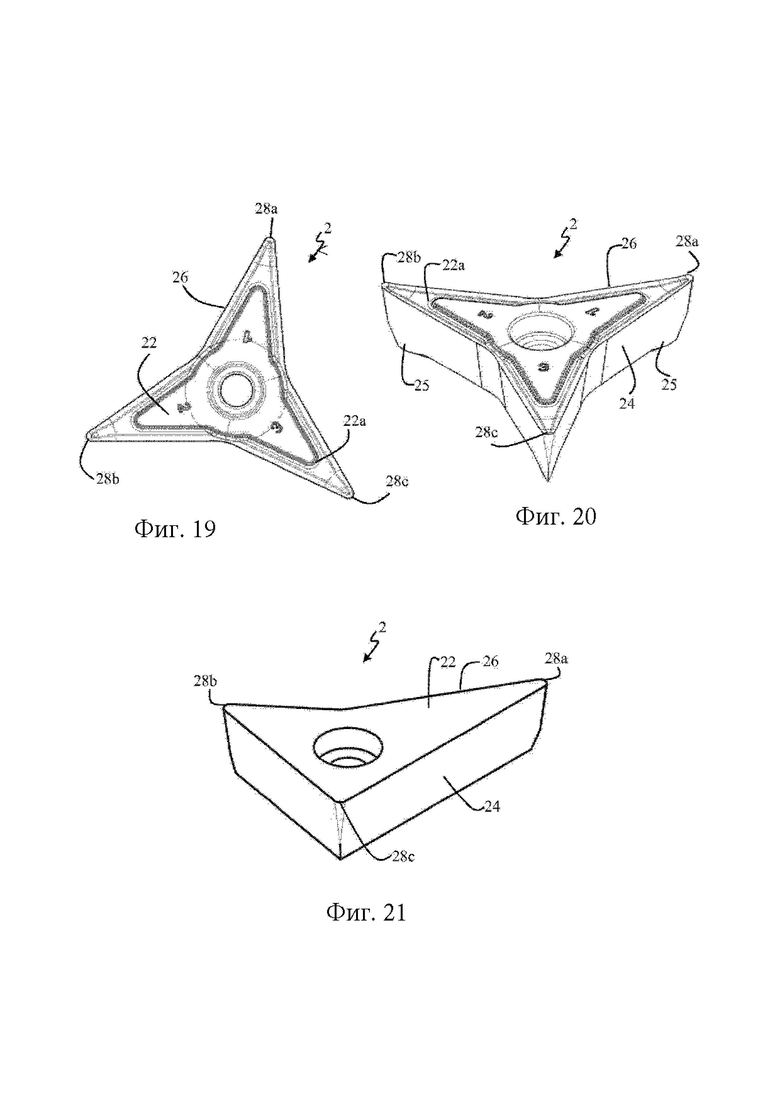
Фиг. 19 изображает схематический вид в аксонометрии сверху режущей пластины в соответствии с пятой модификацией;
Фиг. 20 изображает схематический вид в аксонометрии режущей пластины в соответствии с пятой модификацией;
Фиг. 21 изображает схематический вид в аксонометрии режущей пластины в соответствии с шестой модификацией;
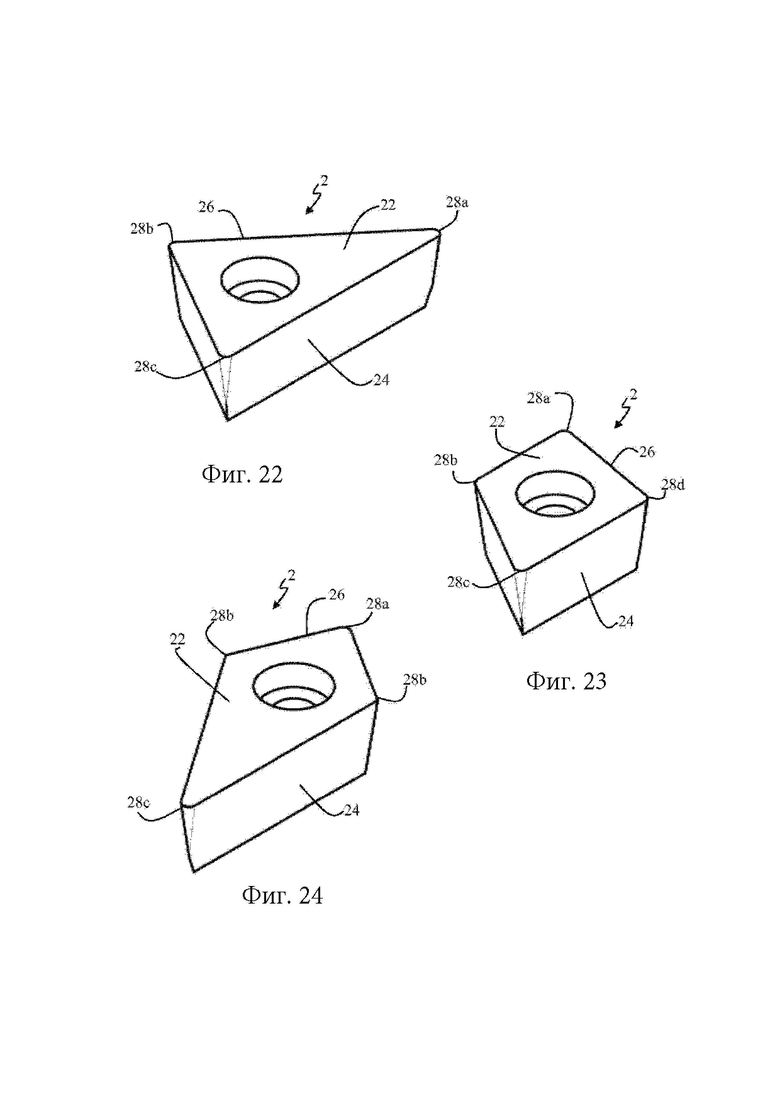
Фиг. 22 изображает схематический вид в аксонометрии режущей пластины в соответствии с седьмой модификацией;
Фиг. 23 изображает схематический вид в аксонометрии режущей пластины в соответствии с восьмой модификацией;
Фиг. 24 изображает схематический вид в аксонометрии режущей пластины в соответствии с девятой модификацией;
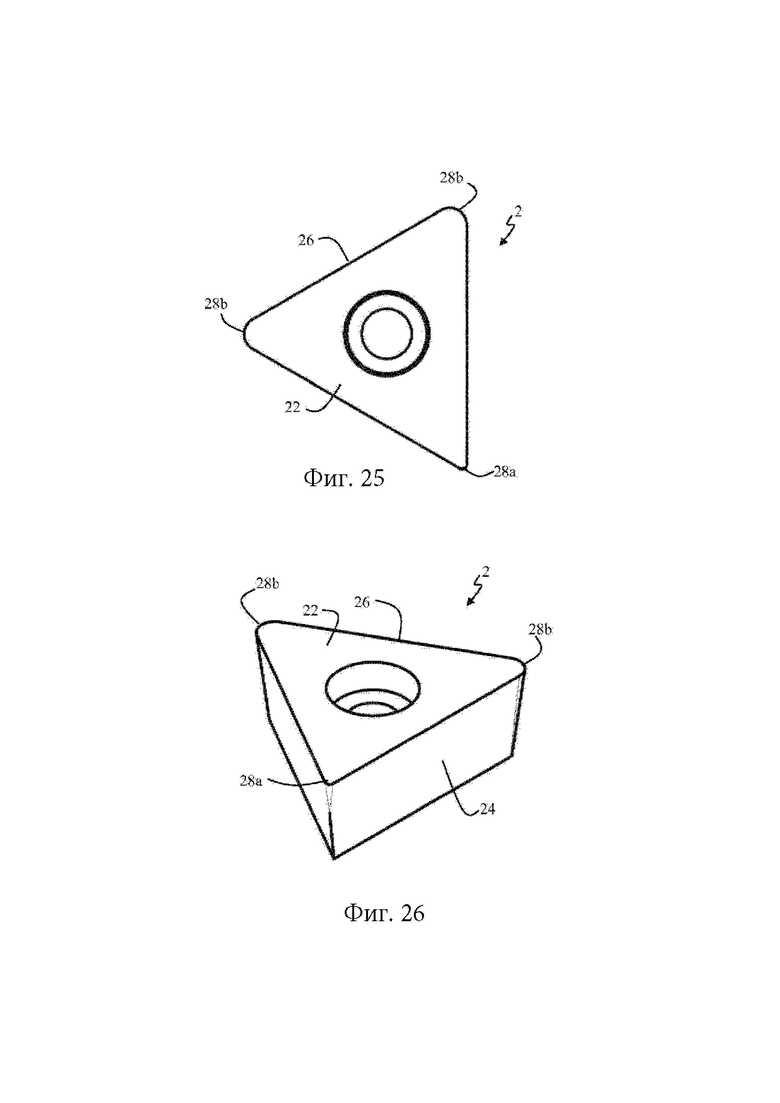
Фиг. 25 изображает схематическую горизонтальную проекцию режущей пластины в соответствии с десятой модификацией; и
Фиг. 26 изображает схематический вид в аксонометрии режущей пластины в соответствии с десятой модификацией;
ВАРИАНТ ВЫПОЛНЕНИЯ
Один из вариантов выполнения инструментальной системы для токарной обработки описан ниже со ссылкой на Фиг. 1-9.
Инструментальная система 100, схематически показанная на чертежах, предназначена для токарной обработки, в частности металлических материалов, и содержит корпус 1 инструмента и сменную режущую пластину 2, которая надежно и центрировано прикреплена к нему без возможности вращения. Режущая пластина 2 выполнена из твердого и износостойкого материала и, в частности, может быть выполнена из твердого металла (цементированного карбида), кермета или режущей керамики. В указанном варианте выполнения корпус 1 инструмента выполнен из прочного материала, такого как, например, инструментальная сталь. Однако также возможно, например, выполнение корпуса 1 инструмента из твердого металла (цементированного карбида), кермета или других материалов.
Корпус 1 инструмента проходит вдоль продольной оси L и имеет первый конец 11, предназначенный для крепления к токарному станку, и второй конец 12, содержащий передний торец 13, проходящий поперечно относительно продольной оси L. Первый конец 11 предназначен для приема в держателе инструмента (не показано) токарного станка и может, например, быть выполнен с возможностью приема в один из стандартных держателей, представленных на рынке. В предпочтительном варианте выполнения показан корпус 1 инструмента, содержащий внутреннюю направляющую для охлаждающей жидкости, предназначенную для направления охлаждающей жидкости от внутреннего отверстия для приема охлаждающей жидкости на первом конце 11 к выпускным отверстиям 18 для охлаждающей жидкости. Выпускные отверстия 18 для охлаждающей жидкости выполнены с обеспечением возможности выхода охлаждающей жидкости в направлении второго конца 12 и размещенной на нем сменной режущей пластины 2.
Как видно на чертежах, корпус 1 инструмента выполнен в виде державки инструмента на его втором конце 12 и в сечении, перпендикулярном продольной оси L, имеет по существу ту же форму поперечного сечения, что и режущая пластина 2, как более подробно описано далее. Область на втором конце 12, выполненная в виде державки инструмента с указанной формой поперечного сечения, проходит, в данном случае, по меньшей мере на одну десятую всей длины корпуса 1 инструмента. На переднем торце 13, проходящем поперечно продольной оси L, сформировано гнездо 14 для надежного крепления режущей пластины 2 без возможности вращения. Гнездо 14 содержит резьбовое отверстие 16 для приема резьбовой части крепежного винта 3, который служит для крепления сменной режущей пластины 2 к гнезду 14. В указанном варианте выполнения резьбовое отверстие 16 проходит соосно с продольной осью L, что обеспечивает преимущество в устойчивости; тем не менее, также возможно эксцентрическое расположение резьбового отверстия 16.
Для обеспечения надежного крепления без возможности вращения режущей пластины 2 гнездо 14, как, в частности, видно на Фиг. 3, содержит множество предохранительных элементов 15 предотвращения вращения, выполненных с возможностью взаимодействия с дополняющими элементами 25 предотвращения вращения на нижней поверхности 21, выполненной в качестве опорной поверхности режущей пластины 2. Несмотря на то, что в данном варианте выполнения выполнено три таких предохранительных элемента 15 предотвращения вращения, возможно выполнение, например, только одного или двух, или более трех таких предохранительных элементов 15 предотвращения вращения. В показанном варианте выполнения указанные предохранительные элементы 15 предотвращения вращения выполнены в гнезде 14 в виде углубленных канавок, каждая из которых проходит в радиальном направлении наружу от центра переднего торца 13. В указанном варианте выполнения предохранительные элементы 25 на нижней поверхности 21 режущей пластины 2, которые дополняют элементы 15 предотвращения вращения в гнезде 14, выполнены в виде ребер, выступающих из нижней поверхности 21, проходящих радиально наружу от центра нижней поверхности 21. Несмотря на то, что в указанном варианте выполнения предохранительные элементы 25 выполнены в виде выступающих ребер, а предохранительные элементы 15 в гнезде 14 выполнены в виде углубленных канавок, также возможна, например, обратная конфигурация. Кроме того, также не обязательно, чтобы количество предохранительных элементов предотвращения вращения, выполненных в виде выступающих ребер, точно совпадало с количеством дополняющих предохранительных элементов предотвращения вращения, выполненных в виде углубленных канавок. В указанном варианте выполнения благодаря своему расположению предохранительные элементы 25 предотвращения вращения одновременно служат как центрирующие элементы для центрирования режущей пластины 2 в гнезде 14.
Несмотря на то, что в указанном варианте выполнения показаны предохранительные элементы 25 предотвращения вращения, которые одновременно служат центрирующими элементами, также возможно, например, разделение данных функций и выполнение по меньшей мере одного предохранительного элемента предотвращения вращения и по меньшей мере одного центрирующего элемента независимо друг от друга.
Как видно, в частности, на Фиг. 4, нижняя поверхность 21 режущей пластины 2 также имеет центральный выступ 27, который окружает сквозное отверстие 23, через которое может пройти резьбовая часть крепежного винта 3. Центральный выступ 27 сужается с увеличением расстояния от нижней поверхности режущей пластины 2 и, например, может сужаться, в частности, конически. Центральный выступ 27 взаимодействует с соответствующей конструкцией 17 в гнезде 14, которая в данном варианте выполнения выполнена в виде выемки, которая окружает резьбовое отверстие 16 и выполнено в форме, дополняющей центральный выступ 27.
В данном варианте выполнения нижняя поверхность 21 режущей пластины 2 и передний торец 13 корпуса 1 инструмента выполнены с обеспечением возможности прикрепления режущей пластины 2 к корпусу 1 инструмента только в точно заданной ориентации. В показанном варианте выполнения этого достигают асимметричным расположением элементов 15 и 25 предотвращения вращения в окружном направлении относительно резьбового канала 16 или сквозного отверстия 23.
Режущая пластина 2 содержит верхнюю поверхность 22, расположенную противоположно описанной выше нижней поверхности 21 и выполненную в виде передней поверхности, и периферийную боковую поверхность 24, выполненную в виде задней поверхности. Как показано на Фиг. 3, передняя поверхность содержит конструкцию 22а стружколома для образования, отведения и измельчения стружки, образующейся во время токарной обработки. Режущая кромка 26 сформирована на переходе от верхней поверхности 22 к периферийной боковой поверхности 24. Режущая кромка 26 содержит множество режущих вершин 28, к каждой из которых с двух сторон примыкают участки режущей кромки. Режущие вершины совместно ниже обозначаются режущими вершинами 28, причем отдельные режущие вершины обозначаются как первая режущая вершина 28а, вторая режущая вершина 28b, и т.д. В показанном варианте выполнения режущая кромка 26 проходит по всему периметру режущей пластины 2 в качестве режущей кромки, которая может быть использована для токарной обработки. Альтернативно, например, только на части периметра может быть выполнен переход от верхней поверхности 22 к периферийной боковой поверхности 24, сформированный в виде режущей кромки 26, которая может быть использована для обработки.
Как показано на чертежах, когда режущая пластина 2 прикреплена к корпусу 1 инструмента, верхняя поверхность 22 режущей пластины 2 проходит перпендикулярно продольной оси L корпуса 1 инструмента. Несмотря на то, что в показанном варианте выполнения режущая пластина 2 содержит три режущих вершины 28, также возможно выполнение, например, только двух или более трех режущих вершин 28, которые могут быть использованы для токарной обработки, со смежными с ними участками режущей кромки.
Как показано на чертежах, в указанном варианте выполнения режущая пластина 2 содержит два различных типа режущих вершин 28. В указанном варианте выполнения, показанном на Фиг. 1-9, вторая режущая вершина 28b отличается от первой режущей вершины 28а, которая имеет первый угол α1 при вершине, тем, что участки режущей кромки, прилегающие ко второй режущей вершине 28b с обеих сторон образуют друг с другом второй угол α2 при вершине, который отличается от первого угла α1 при вершине. Режущая кромка 26 выступает в радиальном направлении относительно продольной оси L за внешний периметр переднего торца 13 корпуса 1 инструмента по меньшей мере двумя режущими вершинами 28, которые могут быть использованы для токарной обработки. В конкретно показанном предпочтительном варианте выполнения режущая кромка 26 выступает в радиальном направлении по всему периметру режущей пластины 2 за пределы переднего торца 13 корпуса 1 инструмента.
В приведенном в качестве примера варианте выполнения периферийная боковая поверхность 24 по всему периметру режущей пластины 2 выполнена с положительным задним углом, специфическим для режущей пластины, так что боковая поверхность 24 приближается к продольной оси L по всему периметру с увеличением расстояния от верхней поверхности 22. Специфический для режущей пластины задний угол может быть постоянным по всему периметру, но он также может принимать различные значения в различных областях.
Использование вышеописанной системы 100 в способе токарной обработки заготовки W описано ниже со ссылкой на Фиг. 5-9.
В указанном способе заготовку W зажимают в токарном станке с обеспечением возможности вращения вокруг оси Ζ заготовки. В приведенном в качестве примера варианте выполнения продольная ось L корпуса 1 инструмента сориентирована так, что она лежит в плоскости XY, которая проходит перпендикулярно оси Ζ заготовки. В частности, в указанном варианте выполнения продольная ось L проходит параллельно оси Y. Режущая вершина 28, которая находится в активном рабочем положении, расположена в плоскости, содержащей ось Ζ заготовки, как видно, в частности, на Фиг. 6 и 7, так что верхняя поверхность 22 режущей пластины, которая проходит перпендикулярно продольной оси L корпуса 1 инструмента используется как передняя поверхность. Во время токарной обработки, например, сначала первую режущую вершину 28а с первым углом α1 при вершине приводят в активное положение резки, в котором участок режущей кромки, примыкающий к первой режущей вершине 28а на одной стороне, используют в качестве первого угла κ1 наклона для токарной обработки, если корпус инструмента перемещается в основном направлении В перемещения, параллельном оси Ζ заготовки. Управляемое вращение корпуса 1 инструмента вокруг его продольной оси L позволяет уменьшить угол κ1 наклона, например, для обеспечения возможности продольного точения с высокой скоростью подачи, или увеличить угол κ1 наклона, например, до 90°, в случае необходимости выполнения, например, заплечика для обработки его боковой стенки. В данном случае вращение корпуса 1 инструмента вокруг его продольной оси L вызывает изменение образования стружки. Во избежание нежелательного изменения глубины резания в случае такого изменения угла κ1 наклона в способе в соответствие с вариантом выполнения, обеспечивают поступательное перемещение корпуса инструмента в плоскости XZ, перпендикулярной продольной оси L корпуса 1 инструмента, согласованное с управляемым вращением корпуса 1 инструмента. Поступательное перемещение также имеет составляющую, направленную в направлении X, перпендикулярном оси Ζ заготовки.
Поступательное перемещение Τ корпуса инструмента, скоординированное с управляемым вращением вокруг продольной оси L, обеспечивает возможность изменения угла κ1 наклона без изменения положения режущей вершины относительно заготовки.
Вместо описанного выше изменения только угла κ1 наклона, при котором режущая кромка 26 взаимодействует при обработке с заготовкой W, в способе также может быть изменено образование стружки с помощью управляемого вращения корпуса 1 инструмента вокруг его продольной оси L, когда вместо первой режущей вершины 28а в активное положение резки приводят вторую режущую вершину 28b, которая отличается от первой режущей вершины 28а, как показано, например, на Фиг. 9. В данном случае также при управляемом вращении корпуса 1 инструмента на заданный угол обеспечивают поступательное перемещение Τ корпуса 1 инструмента в плоскости ΧΖ, перпендикулярной продольной оси L с компонентом поступательного перемещения, перпендикулярным оси Ζ заготовки. Управляемое поступательное перемещение Τ позволяет компенсировать изменение глубины резания, что в другом случае следовало бы в результате различного радиального расстояния первой режущей вершины 28а и второй режущей вершины 28b от продольной оси L корпуса 1 инструмента. Как схематично показано на Фиг. 9, токарная обработка второй режущей вершиной 28b может быть выполнена, например, при ориентации взаимодействующей режущей кромки под другим углом κ2 наклона.
Таким образом, с помощью управляемого вращения корпуса 1 инструмента на заданный угол вокруг продольной оси L и скоординированного с ним поступательного перемещения Τ в плоскости ΧΖ с компонентом поступательного перемещения в направлении, перпендикулярном оси Ζ заготовки, углы κ1, κ2 наклона могут быть легко изменены во время токарной обработки для изменения стружкообразования. Это может быть выполнено, например, в сочетании с изменением скорости подачи или других параметров. Кроме того с помощью управляемого вращения корпуса 1 инструмента на заданный угол вокруг продольной оси L и скоординированного с ним поступательного перемещения в плоскости XZ с компонентом поступательного перемещения в направлении, ортогональном оси Ζ заготовки, режущая вершина 28, взаимодействующая с материалом, также может быть целенаправленно заменена, даже во время токарной обработки, и, таким образом, вместо первой режущей вершины 28а в активное положение резания может быть приведена отличная от нее вторая режущая вершина 28b.
Несмотря на то, что в описании приведен вариант выполнения, в котором в способе применяют сменную режущую пластину 2, содержащую два разных типа режущих вершин 28а, 28b, указанный способ также может быть осуществлен с режущей пластиной, содержащей идентичные режущие вершины 28.
Несмотря на то, что в описании приведен вариант выполнения, в котором первая режущая вершина 28а и вторая режущая вершина 28b различаются своими углами α1, α2 при вершине, также, альтернативно или в дополнение, режущие вершины могут отличаться, например, радиусом вершины, под которым изогнуты соответствующие режущие вершины.
Модификации
Некоторые модификации описанного выше варианта выполнения приведены ниже, но с более подробным описанием различий в сменных режущих пластинах, при этом в каждом случае используются те же ссылочные позиции. Ясно, что основная форма переднего торца 13 корпуса 1 инструмента адаптирована к форме и размеру измененной режущей пластины.
Ниже описаны только отличия от описанного выше варианта выполнения, и использованы те же ссылочные позиции.
На Фиг. 10-12 показана режущая пластина 2 в соответствии с первой модификацией, в которой на режущей пластине, в дополнение к трем режущим вершинам 28а, 28b, которые могут использоваться для обработки, также выполнена дополнительная вершина 29, как показано, в частности, на Фиг. 10. В первой модификации первая режущая вершина 28а отличается от второй режущей вершины 28b выполнением конструкций 22а и 22b стружколомов, выполненных на верхней поверхности 22 в области соответствующих режущих вершин 28а, 28b, как видно, в частности, на Фиг. 10 и 12. В конкретном показанном примере режущие вершины дополнительно различаются углом при вершине и радиусом вершины, под которым выполнены режущие вершины. Тем не менее, дополнительно также возможен вариант выполнения в котором, например, первая режущая вершина 28а и вторая режущая вершина 28b отличаются друг от друга только выполнением конструкций 22а и 22b стружколомов и аналогичны по остальным признакам.
На Фиг. 13 и 14 показана режущая пластина 2 согласно второй модификации, в которой режущая пластина, первая режущая вершина 28а и вторая режущая вершина 28b отличаются материалом, из которого они выполнены. В данном примере все режущие вершины 28а, 28b действительно имеют одинаковый угол α1 при вершине и одинаковый радиус вершины, но материал режущих вершин отличается друг от друга. Например, режущая пластина 2 может быть выполнена из твердого металла (цементированный карбид), а вторая режущая вершина 28b может быть выполнена из другого твердого сплава, имеющего другие характеристики прочности, твердости, размера частиц, связующих веществ, и т.д. Вторая режущая вершина 28b также может быть выполнена, например, из другого твердого материала, такого как, в частности, кермет, поликристаллический алмаз, алмаз, выращенный методом химического осаждения из газовой фазы, кубический нитрид бора или режущей керамики. В качестве альтернативы выполнению из другого материала, вторая режущая вершина 28b также может быть выполнена, например, только с другим покрытием, отличным от покрытия первой режущей вершины 28а. Несмотря на то, что в примере показаны только две разные режущие вершины 28а и 28b, также может быть выполнено, например, более двух различных режущих вершин 28, и/или режущие вершины 28а, 28b дополнительно могут отличаться друг от друга также и другими свойствами.
На Фиг. 15 и 16 показана сменная режущая пластина 2 в соответствие с третьей модификацией, в которой разные режущие вершины предназначены для различных операций обработки. Как и в описанных выше вариантах выполнения первая режущая вершина 28а выполнена в виде «нормальной» режущей вершины, например, для продольного точения в качестве операции обработки. В третьей модификации вторая режущая вершина 28b выполнена в качестве режущей вершины для токарной обработки для формирования канавки. В третьей модификации третья режущая вершина 28с выполнена в качестве режущей вершины для нарезания резьбы. В данном случае, управляемое вращение корпуса 1 инструмента вокруг его продольной оси L и скоординированное с ним поступательное перемещение корпуса 1 инструмента в плоскости XZ с компонентом поступательного перемещения, ортогональным оси Ζ заготовки, обеспечивает возможность выполнения в способе различных операции токарной обработки с помощью режущей пластины 2 без необходимости замены для этого инструмента в токарном станке.
Также в четвертой модификации, показанной на Фиг. 17 и 18, первая режущая вершина 28а выполнена в качестве «нормальной» режущей вершины, например, для продольного точения, а вторая режущая вершина 28b выполнена в качестве режущей вершины для токарной обработки канавок. В отличие от третьей модификации, описанной выше, третья режущая вершина 28 с также выполнена в качестве «нормальной» режущей вершины, выполненной с углом, отличным от первого режущего угла 28а. Кроме того, базовая форма режущей пластины 2 согласно четвертой модификации отличается от базовой формы режущей пластины 2 согласно третьей модификации, как показано на Фиг. 17 и 18.
Пятая модификация режущей пластины 2, которая может быть использована в описанном способе, показана на Фиг. 19 и 20. В пятой модификации режущая пластина 2, в свою очередь, содержит общим числом три режущих вершины 28а, 28b, 28с, которые могут быть использованы для токарной обработки и которые в данном случае, например, идентичны друг другу. В данной модификации режущая пластина 2 на виде сверху имеет форму трехконечной звезды. В качестве альтернативы варианту выполнения с идентичной конструкцией трех используемых режущих вершин 28а, 28b, 28с, указанные режущие вершины также могут быть выполнены, например, с различными усиливающими фасками, каждая из которых проходит по меньшей мере в области режущей вершины и прилегающих к ней участков режущей кромки. Например, данные усиливающие фаски могут различаться по ширине (измеряемой перпендикулярно режущей кромке) или по углу (измеряемому относительно плоскости, перпендикулярной основному направлению, в котором проходят верхние поверхности 22). В данном случае также возможно использование, например, различных режущих вершин для токарной обработки различных материалов или для токарной обработки с различными параметрами обработки. Следует отметить, что, например, такие различные усиливающие фаски не ограничиваются основной формой режущей пластины 2, показанной на Фиг. 19 и 20, но также могут быть выполнены в других базовых формах, а также в сочетании с дополнительными различиями между режущими вершинами 28а, 28b, 28с.
На Фиг. 21-24 схематично показаны дополнительные модификации режущих пластин 2, каждая из которых содержит по меньшей мере две различные режущие вершины 28а, 28b. Следует отметить, что кроме показанных различий в углах при вершинах также могут быть выполнены дополнительные различия между режущими вершинами.
В режущей пластине 2 в соответствие с десятой модификацией, которая показана на Фиг. 25 и 26, режущая пластина 2 в целом выполнена практически треугольной формы, в которой все режущие вершины имеют одинаковый угол при вершине. В данном варианте выполнения первая режущая вершина 28а выполнена с небольшим радиусом вершины, например, для чистовой обработки, тогда как другие режущие вершины выполнены в виде вторых режущих вершин 28b с большим радиусом вершины, например, для предварительной обработки.
Несмотря на то, что описанные выше предохранительные элементы предотвращения вращения и центрирующие элементы на нижней поверхности 21 режущей пластины 2 не показаны в отношении всех модификаций, данные элементы также предпочтительно могут быть выполнены в указанных модификациях.
Следует отметить, что в случае с режущими пластинами 2 возможны любые комбинации описанных выше различий между соответствующими режущими вершинами 28.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| РЕЖУЩАЯ ПЛАСТИНА И СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 2015 |
|
RU2709917C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ПУТЕМ ТОЧЕНИЯ | 2016 |
|
RU2725270C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2404025C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2539277C2 |
| ИНДЕКСИРУЕМАЯ ОДНОСТОРОННЯЯ РЕЖУЩАЯ ВСТАВКА, ИМЕЮЩАЯ ДВА ЗАЖИМНЫХ ОТВЕРСТИЯ, И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2018 |
|
RU2746778C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА, СОДЕРЖАЩАЯ ТОЛЬКО ТРИ РЕЖУЩИХ УЧАСТКА, ДЛЯ НЕГО | 2013 |
|
RU2648718C2 |
Предложенная группа изобретений относится к инструментальной системе для токарной обработки заготовки, к способу токарной обработки заготовки и к применению режущей пластины. Инструментальная система для токарной обработки содержит корпус инструмента, который проходит вдоль продольной оси (L) и имеет первый конец для соединения с токарным станком и второй конец с передним торцом, на котором выполнено гнездо для сменной режущей пластины, и сменную режущую пластину, прикрепленную к гнезду для совместного вращения. Режущая пластина содержит нижнюю сторону, выполненную в виде опорной поверхности, верхнюю сторону, выполненную в виде передней поверхности, и периферийную боковую поверхность, выполненную в виде задней поверхности, и режущую кромку, сформированную на переходе от верхней стороны к периферийной боковой поверхности. Режущая пластина расположена в гнезде с обеспечением прохождения верхней стороны перпендикулярно продольной оси (L) корпуса инструмента. Режущая кромка выступает в радиальном направлении за внешний периметр переднего торца корпуса инструмента относительно продольной оси (L) по меньшей мере двумя используемыми режущими вершинами и прилегающими к ним с обеих сторон участками режущей кромки. Указанные по меньшей мере две используемые режущие вершины включают по меньшей мере первую режущую вершину и вторую режущую вершину, отличную от первой режущей вершины. Предложенная группа изобретений обеспечивает повышение точности обрабатываемых изделий. 3 н. и 14 з.п. ф-лы, 26 ил.
1. Инструментальная система (100) для токарной обработки, содержащая:
корпус (1) инструмента, который проходит вдоль продольной оси (L) и имеет первый конец (11) для соединения с токарным станком и второй конец (12), имеющий передний торец (13), на котором сформировано гнездо (14) для сменной режущей пластины, и
сменную режущую пластину (2), прикрепленную к гнезду (14) без возможности вращения,
при этом режущая пластина (2) имеет нижнюю сторону (21), выполненную в виде опорной поверхности, верхнюю сторону (22), выполненную в виде передней поверхности, и периферийную боковую поверхность (24), выполненную в виде задней поверхности, и режущую кромку (26), сформированную на переходе от верхней стороны (22) к периферийной боковой поверхности (24),
при этом режущая пластина (2) расположена в гнезде (14) так, что верхняя поверхность (22) проходит перпендикулярно продольной оси (L) корпуса (1) инструмента, а режущая кромка (26) выступает в радиальном направлении относительно продольной оси (L) за внешний периметр переднего торца (13) корпуса (1) инструмента по меньшей мере двумя используемыми режущими вершинами (28а, 28b, 28с) и участками режущей кромки, примыкающими к ним с обеих сторон,
причем указанные по меньшей мере две используемые режущие вершины (28а, 28b, 28с) включают по меньшей мере первую режущую вершину (28а) и вторую режущую вершину (28b), отличную от указанной первой режущей вершины.
2. Система по п. 1, в которой первая режущая вершина (28а) и вторая режущая вершина (28b) отличаются друг от друга одним или более из следующих признаков:
угол (α1, α2) при вершине, конструкция вершины, угол и/или ширина усиливающей фаски, проходящей вдоль режущей вершины, конструкция (22а) стружколома, выполненная на передней поверхности, материал и/или покрытие высокопрочным материалом режущей пластины, нанесенное на нее в области режущих вершин, или операция обработки, для которой предназначена указанная режущая вершина.
3. Система по п. 1 или 2, в которой нижняя сторона (21) режущей пластины (2) содержит по меньшей мере один предохранительный элемент (25) предотвращения вращения, который с сопряжением взаимодействует с взаимодополняющим предохранительным элементом (15) предотвращения вращения на переднем торце (13) корпуса (1) инструмента.
4. Система по любому из предыдущих пунктов, в которой нижняя сторона (21) режущей пластины (2) содержит по меньшей мере один центрирующий элемент, который с сопряжением взаимодействует с передним торцом (13) корпуса (1) инструмента для позиционирования режущей пластины (2) относительно продольной оси (L) корпуса (1) инструмента.
5. Система по любому из предыдущих пунктов, в которой нижняя сторона (21) режущей пластины (2) и передний торец (13) корпуса (1) инструмента выполнены с обеспечением возможности прикрепления режущей платины (2) к корпусу (1) инструмента только в одной заданной ориентации.
6. Система по любому из предыдущих пунктов, в которой базовая форма переднего торца (13) корпуса (1) инструмента соответствует базовой форме режущей пластины (2).
7. Система по любому из предыдущих пунктов, в которой режущая кромка (26) сформирована вдоль всей периферийной боковой поверхности (24) и выступает в радиальном направлении по всему периметру за внешний периметр переднего торца (13) корпуса (1) инструмента.
8. Система по любому из предыдущих пунктов, в которой боковая поверхность (24) по всему периметру режущей пластины (2) выполнена с заданным положительным задним углом режущей пластины.
9. Способ токарной обработки заготовки (W) с помощью инструментальной системы (100), в которой сменная режущая пластина (2) расположена без возможности вращения на переднем торце (13) корпуса (1) инструмента с обеспечением ориентации верхней стороны (22), выполненной в качестве передней поверхности, перпендикулярно продольной оси (L) корпуса (1) инструмента, причем между верхней стороной (22) и периферийной боковой поверхностью (24) сформирована режущая кромка (26), выступающая в радиальном направлении относительно продольной оси (L) за пределы внешнего периметра переднего торца (13) корпуса (1) инструмента по меньшей мере двумя используемыми режущими вершинами (28а, 28b, 28с) и участками режущей кромки, прилегающими к ним с обеих сторон, при этом указанный способ включает следующие этапы:
- вращение заготовки (W) вокруг оси (Z) заготовки,
- обработка поверхности заготовки (W) одной из режущих вершин (28а, 28b, 28с) с обеспечением прохождения полученной стружки по верхней поверхности (22) режущей пластины (2),
- изменение образования стружки с помощью управляемого вращения корпуса (1) инструмента вокруг продольной оси (L) и скоординированного с ним поступательного перемещения (Т) корпуса (1) инструмента в плоскости, которая проходит перпендикулярно продольной оси (L), с компонентом поступательного перемещения, перпендикулярным оси (Z) заготовки.
10. Способ по п. 9, отличающийся тем, что продольная ось (L) корпуса (1) инструмента сориентирована в плоскости (XY) перпендикулярно оси (Z) заготовки.
11. Способ по любому из пп. 9 или 10, в котором указанные по меньшей мере две используемые режущие вершины (28а, 28b, 28с) включают первую режущую вершину (28а) и вторую режущую вершину (28b), отличающуюся от первой режущей вершины (28а).
12. Способ по любому из пп. 9-11, в котором управляемое вращение корпуса (1) инструмента вокруг его продольной оси (L) и скоординированное с ним поступательное перемещение (Т) выполняют с обеспечением изменения угла (κ1, κ2) наклона активной обрабатывающей режущей кромки.
13. Способ по любому из пп. 9-12, в котором управляемое вращение корпуса (1) инструмента и скоординированное с ним поступательное перемещение (Т) выполняют с обеспечением неизменности контура заготовки во время обработки.
14. Способ по любому из пп. 9-13, в котором при обработке активная режущая вершина расположена в плоскости, содержащей ось заготовки (Z).
15. Применение режущей пластины (2), содержащей верхнюю сторону (22), выполненную в виде передней поверхности, нижнюю сторону (21), выполненную в виде опорной поверхности, периферийную боковую поверхность (24), служащую задней поверхностью, и режущую кромку (26), сформированную между верхней стороной (22) и периферийной боковой поверхностью (24) с по меньшей мере двумя режущими вершинами (28а, 28b, 28с), которые могут быть использованы при обработке, и участками режущей кромки, смежными с последними с обеих сторон в каждом случае, в способе токарной обработки для удаления стружки по любому из пп. 9-14.
16. Применение по п. 15, в котором нижняя сторона (21) режущей пластины (2) содержит по меньшей мере один предохранительный элемент (25) предотвращения вращения, который с сопряжением взаимодействует с взаимодополняющим предохранительным элементом (15) предотвращения вращения на переднем торце (13) корпуса (1) инструмента.
17. Применение по п. 15 или 16, в котором нижняя сторона (21) режущей пластины (2) содержит по меньшей мере один центрирующий элемент, который с сопряжением взаимодействует с передним торцом (13) корпуса (1) инструмента для позиционирования режущей пластины (2) относительно продольной оси (L) корпуса (1) инструмента.
| Многогранная режущая пластина | 1988 |
|
SU1618510A1 |
| УЗЕЛ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2039636C1 |
| ИНСТРУМЕНТ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 1988 |
|
SU1600192A1 |
| СВАРНОЙ ТОПЛИВНИК С ОХЛАЖДЕНИЕМ ГОРЛОВИНЫ И ПОДОГРЕВОМ ВОЗДУХА ДЛЯ ГАЗОГЕНЕРАТОРОВ | 1949 |
|
SU85383A1 |
| WO 2004022270 A1, 18.03.2004. | |||

